Transcription
Sample PagesAdvanced InjectionMolding TechnologiesShia-Chung Chen (Ed.) andLih-Sheng Turng (Ed.)ISBN (Book): 9781569906033ISBN (E-Book): 9781569906040For further information and order seewww.hanserpublications.com (in the Americas)www.hanser-fachbuch.de (outside the Americas) Carl Hanser Verlag, München
ContentsPreface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .VII1Introduction to Injection Molding . . . . . . . . . . . . . . . . . . . . . . . . . . .11.1Injection Molding and Molding Machines . . . . . . . . . . . . . . . . . . . . . . . . .1.1.1 Brief Overview of an Injection Molding Machine . . . . . . . . . . . . .1.1.2 Machine Setup for Process Conditions . . . . . . . . . . . . . . . . . . . . . .1.1.2.1 Injection Pressure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.1.2.2 Melt Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.1.2.3 Injection Speed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.1.2.4 Mold Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.1.2.5 Other Parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .134455671.2 Characterization of the Injection Molding Process . . . . . . . . . . . . . . . . . .1.2.1 Injection Cycle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2.2 Mold Filling Stage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2.2.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2.2.2 Flow Velocity and Melt Front Advancement . . . . . . . . . . .1.2.2.3 Pressure Variation and Distribution . . . . . . . . . . . . . . . . .1.2.2.4 Melt Temperature Variation and Distribution . . . . . . . . .1.2.2.5 Shear Stress and Shear Rate . . . . . . . . . . . . . . . . . . . . . . . .1.2.3 Mold Packing/Holding Process . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2.3.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2.3.2 Packing Pressure Variation and Distribution . . . . . . . . . .1.2.3.3 Packing Time . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2.4 Mold Cooling Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2.4.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2.4.2 Coolant Temperature/Mold Temperature . . . . . . . . . . . . .1.2.4.3 Cooling Time/Ejection Temperature . . . . . . . . . . . . . . . . .1.2.4.4 Melt Temperature Distribution . . . . . . . . . . . . . . . . . . . . . .7777891012121213131414141515Shia-Chung Chen
XContents1.3 Influence on Part Properties/Qualities . . . . . . . . . . . . . . . . . . . . . . . . . . .1.3.1 Effect of Processing Conditions on Part Properties . . . . . . . . . . . .1.3.2 pvT Path and Thermal-Mechanical History . . . . . . . . . . . . . . . . . .1.3.3 Shrinkage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.3.4 Molecular Orientation/Fiber Orientation . . . . . . . . . . . . . . . . . . . .1.3.5 Residual Stress . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.3.6 Warpage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.3.7 Other Property/Quality Concerns . . . . . . . . . . . . . . . . . . . . . . . . . .15151617171921232Intelligent Control of the Injection Molding Process . . . . . . . . .252.1 Introduction of Injection Molding Machine Control . . . . . . . . . . . . . . . . .252.2 Feedback Control Algorithms: Adaptive Control . . . . . . . . . . . . . . . . . . . .2.2.1 Model Estimation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.2.2 Model Predictive Control (MPC):Generalized Model Control (GPC) . . . . . . . . . . . . . . . . . . . . . . . . . .2.2.2.1 Basic Principle of MPC and GPC . . . . . . . . . . . . . . . . . . . .2.2.2.2 Parameter Tuning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.2.2.3 Adaptive GPC Results . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.2.2.4 Adaptive GPC with Different Conditions . . . . . . . . . . . . . .27292.3 Fuzzy System in Injection Molding Control . . . . . . . . . . . . . . . . . . . . . . . . . . .2.3.1 Fuzzy Inference System Background . . . . . . . . . . . . . . . . . . . . . . .2.3.2 Fuzzy V/P Switchover . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.3.3 Fuzzy V/P System Experimental Test . . . . . . . . . . . . . . . . . . . . . . .2.3.4 Further Improvement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37373843442.4 Learning Type Control for Injection Molding . . . . . . . . . . . . . . . . . . . . . .2.4.1 Learning Type Control Background . . . . . . . . . . . . . . . . . . . . . . . .2.4.2 PID-Type ILC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.4.3 Time-Delay Consideration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.4.4 P-Type ILC for Injection Velocity . . . . . . . . . . . . . . . . . . . . . . . . . . .2.4.5 P-Type ILC for Packing Pressure . . . . . . . . . . . . . . . . . . . . . . . . . . .4848505152542.5 Two-Dimensional Control Algorithm . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.5.1 Two-Dimensional Control Background . . . . . . . . . . . . . . . . . . . . . .2.5.2 Two-Dimensional Dynamic Matrix Control . . . . . . . . . . . . . . . . . .2.5.2.1 Problem Formulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.5.2.2 Controller Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.5.2.2.1 2D Equivalent Model with Repetitive Nature . .2.5.2.2.2 2D Prediction Model . . . . . . . . . . . . . . . . . . . . . .2.5.2.2.3 Cost Function and Control Law . . . . . . . . . . . . .2.5.2.2.4 2D-DMC Design Procedure . . . . . . . . . . . . . . . . .2.5.2.3 Analysis of Convergence and Robustness . . . . . . . . . . . . .55555959606061626465Yi Yang and Furong Gao3030333436
Contents2.5.3 Simulation Illustration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.5.3.1 Case 1: Convergence Test . . . . . . . . . . . . . . . . . . . . . . . . . .2.5.3.2 Case 2: Repetitive Disturbances . . . . . . . . . . . . . . . . . . . . .2.5.3.3 Case 3: Nonrepetitive Disturbances . . . . . . . . . . . . . . . . . .2.5.4 Experimental Test of 2D-DMC . . . . . . . . . . . . . . . . . . . . . . . . . . . . .73757880822.6 Summary and Perspectives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .863Water-Assisted Injection Molding . . . . . . . . . . . . . . . . . . . . . . . . . . .893.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.1.1 Molding Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.1.2 Advantages and Disadvantages . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.1.3 Water versus Gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.1.4 Molding Resins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .89909293943.2 Tooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .95Shih-Jung Liu3.3 Process Parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 973.3.1 Water Penetration Behavior in Molded Parts . . . . . . . . . . . . . . . . .973.3.2 Water Channel Geometry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .993.3.3 Part Fingering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1003.3.4 Unstable Water Penetrations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1023.3.5 Molding of Fiber-Reinforced Materials . . . . . . . . . . . . . . . . . . . . . . 1033.4 Morphology Development . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1053.5 Modeling and Simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1083.6 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1124Foam Injection Molding of Conductive-Filler/Polymer Composites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115Amir Ameli and Chul B. Park4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1154.2 Conductive-Filler/Polymer Composites (CPCs) . . . . . . . . . . . . . . . . . . . . . 1164.3 Foam Injection Molding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1194.4 Foam-Injection-Molded CPCs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.1 Microstructure of CPC Foams . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.1.1 Fiber Interconnectivity . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.1.2 Fiber Orientation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.1.3 Skin Layer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.1.4 Fiber Breakage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.2 Conductivity of CPC Foams . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.2.1 Through-Plane Conductivity . . . . . . . . . . . . . . . . . . . . . . . .120122123124126127129129XI
XIIContents4.4.2.2 In-Plane Conductivity and Anisotropy . . . . . . . . . . . . . . . .4.4.2.3 Uniformity of Conductivity . . . . . . . . . . . . . . . . . . . . . . . . .4.4.3 Impact of Processing Conditions on the Conductivity ofCPC Foams . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.3.1 Degree of Foaming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.3.2 Injection Flow Rate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.3.3 Gas Content . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4.4.3.4 Melt Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1331351361361421441454.5 Concluding Remarks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1465Water-Assisted Foaming: A New Improved Approachin Injection Molding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 149Rachmat Mulyana, Jose M. Castro, and L. James Lee5.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1495.2 Need for Water-Carrier Particles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.2.1 Evaluation of Water-Carrier Particles . . . . . . . . . . . . . . . . . . . . . . .5.2.2 Pressurized Water inside the Pellet . . . . . . . . . . . . . . . . . . . . . . . .5.2.3 Residual Water and Drying after Molding . . . . . . . . . . . . . . . . . . .5.2.4 Shell Life of Pressurized Pellets . . . . . . . . . . . . . . . . . . . . . . . . . . .1511511561571585.3 Injection-Molding Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.3.1 Molds and Molding Parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.3.2 Experimental Observations during the Filling Stage . . . . . . . . . .5.3.3 Packing and Cooling Stage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1621621631665.4 Mechanical Properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.4.1 Mechanical Property Comparison at Minimum Cycle Time . . . . .5.4.2 Effect of Packing Time on Mechanical Properties . . . . . . . . . . . . .5.4.3 Effect of Water Level on Mechanical Properties . . . . . . . . . . . . . . .1701701711725.5 Warping and Surface Quality . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.5.1 Warpage Improvement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.5.2 Flow Marks and Surface Quality . . . . . . . . . . . . . . . . . . . . . . . . . . .5.5.3 Hiding the Flow Marks Using In-Mold Coating . . . . . . . . . . . . . . .5.5.4 Method of Weight Saving . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1731731751771785.6 Accelerated-Aging Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1825.6.1 Effect of Water-Carrier Particles . . . . . . . . . . . . . . . . . . . . . . . . . . . 1825.6.2 Effect of Residual Water . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1835.7 Comparison with Supercritical Fluid Molding (SCF Molding) . . . . . . . .5.7.1 Experimental Setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5.7.2 Mechanical Property Comparison . . . . . . . . . . . . . . . . . . . . . . . . . .5.7.3 Warpage and Surface Quality . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1841851881895.8 Summary and Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 191
Contents6Variable Mold Temperature Technologies . . . . . . . . . . . . . . . . . . . . 195Shia-Chung Chen6.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1956.2 Various Methods for Dynamic Mold Temperature Control . . . . . . . . . . . 1976.3 Variable Mold Temperature Control with Embedded InternalHeat Sources . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.3.1 Hot Water Heating/Cold Water Cooling . . . . . . . . . . . . . . . . . . . . .6.3.2 Oil Heating/Water Cooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.3.3 Steam Heating/Water Cooling (RHCM) . . . . . . . . . . . . . . . . . . . . . .6.3.4 Electrical Heater Heating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.3.5 Pulse Cooling (Alternating Temperature Technology) . . . . . . . . .6.3.6 Electrical Heating at the Mold Surface Using aTwo-Layer Coating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.4 Mold Heating Based on Electromagnetic Induction Technology . . . . . . .6.4.1 Principle and Characteristics of Induction Heating . . . . . . . . . . .6.4.2 Induction Heating from Mold Surface (External Heating) . . . . . .6.4.3 Induction Coil Design for Mold and Molding . . . . . . . . . . . . . . . . .6.4.4 The Challenges Facing EIHTC Applications andTheir Possible Solutions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.4.5 The Real Application of EIHTC – Mold ExteriorInduction Heating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.4.5.1 Elimination of a Weld Line and Floating Fiber Marks . . .6.4.5.2 Micro-Features Molding . . . . . . . . . . . . . . . . . . . . . . . . . . .6.4.6 Mold Exterior/Induction Heating by an ExternallyWrapped Coil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.4.7 Induction Heating from the Mold Interior UsingEmbedded Coils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.4.8 Mold Interior/Proximity Effect Induced by Internal Current . . . 202246.5 Other Mold Surface Heating Technologies . . . . . . . . . . . . . . . . . . . . . . . . 2276.5.1 Hot Gas-Assisted Heating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2276.5.2 Infrared Heating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2317CAE for Advanced Injection Molding Technologies . . . . . . . . . . . 235Rong-Yeu Chang and Chao-Tsai (CT) Huang7.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2357.2 Multi-Component Molding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.2.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.2.3 Case Study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.2.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .236236238240248XIII
XIVContents7.3 Long-Fiber Microstructure Prediction . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.3.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.3.3 Case Study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.3.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2492492502522567.4 Microcellular Injection Molding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.4.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.4.3 Case Study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.4.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2562562572592647.5 Gas-Assisted Injection Molding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.5.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.5.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.5.3 Case Study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.5.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2652652662672717.6 Advanced Hot Runner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.6.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.6.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.6.3 Case Study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.6.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2712712722732817.7 Conformal Cooling System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.7.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.7.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.7.3 Case Study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.7.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2812812822822897.8 Variotherm Molding Technologies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.8.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.8.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.8.3 Case Study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.8.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2892892902903007.9 Injection–Compression Molding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.9.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.9.2 Governing Equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.9.3 Case Study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.9.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3013013023023137.10 Concluding Remarks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3138Injection Molding of Optical Products . . . . . . . . . . . . . . . . . . . . . . . 317Pei-Jen Wang8.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 317
Contents8.2 Optical Qualities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3188.3 Design Guidelines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3218.4 Fundamentals of Optics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.4.1 Snell’s Law and Lens Images . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.4.2 Monochromatic Aberrations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.4.3 Zernike Polynomials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.4.4 Abbe Number . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3223233243273288.5 Material Properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3298.6 Mold Flow Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3318.7 Case Studies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.7.1 The Lens and the Mold . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.7.2 CAE Simulation Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.7.3 Experimental Verification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3383383393438.8 Concluding Remarks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3479Microinjection Molding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 349Eusebio Cabrera, Jose M. Castro, Allen Y. Yi, and L. James Lee9.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3499.2 Issues in Molding Parts with Microfeatures . . . . . . . . . . . . . . . . . . . . . . . 3509.3 Influencing Factors in Microinjection Molding . . . . . . . . . . . . . . . . . . . . . 3549.4 Experimental and Numerical Studies of Injection Moldingwith Microfeatures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3559.5 Developments in Microinjection-Molding Technology . . . . . . . . . . . . . . . 3639.6 Ultrathin Wall Case Study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3689.7 Concluding Remarks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37510 Mold Design/Manu facturing Navigation Systemwith Knowledge Management . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 379Wen-Ren Jong10.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37910.2 Knowledge Management . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38110.3 Four-Layer Architecture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39310.4 Redevelopment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40210.5 Stage Integration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41010.6 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 417Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 419XV
PrefaceInjection molding is arguably one of the most important polymer processing methods, accounting for approximately one-third of thermoplastics processed, and hasbeen ranked No. 1 in terms of total product value, number of machines built andsold, and overall number of jobs. Many injection molding-related books publishedin the past have extensively covered the core topics of injection molding, such asmaterial selection, process optimization, part and mold designs, tooling, specialinjection molding processes, and computer modeling and simulation, just to namea few.However, since the beginning of the 21st century, due to growing environmentalconcerns, green molding and lightweight molding have received a lot of attentionfrom the injection molding industry. As a result, novel engineering advancements(technology push) and increasing customer and societal demands (technology pull)have dramatically changed the technological landscape of this important process.Driven by calls to minimize the environmental footprint and save energy, the injection molding industry has witnessed the widening adoption of intelligent controland the growing applications of microinjection molding, microcellular injectionmolding, water-assisted foaming, and water-assisted injection molding, as well asvariable mold temperature technologies. It has also seen emerging applications ofconductive polymers and injection-molded optical plastic components. As specialinjection molding processes are being adopted, modeling and simulation of thosenovel processes have also been developed and become commercially available toaid with design, processing, and optimization. Finally, as the time-to-market continues to be compressed and knowledge management becomes one of the mostimportant corporate assets, an automated mold design navigation system is expected to become a common tool for the injection molding industry. Given all ofthese changes, this book strives to educate current and future generations of scientists and engineers on the latest injection molding techniques and processes,which have not been comprehensively covered in any other textbooks to date.Under the encouragement of the Taiwanese Ministry of Education (MOE) Manpower Cultivation Program for Advanced Manufacturing, many members of the
VIII PrefaceSociety of Advanced Molding Technologies (SAMT), and Professor Musa Kamal,Series Editor of the Polymer Processing Society (PPS) book series Progress in Polymer Processing (PPP), we decided to take on this initiative and work with expertsin the field to develop a new textbook that incorporates and covers industry-relevant topics so that it can meet the training requirements of the injection-moldingindustry.We are truly grateful to the many chapter authors for their efforts and contributions. We are also deeply indebted to staff members at Carl Hanser Verlag GmbH &Co. KG; in particular, Mark Smith, Julia Diaz Luque, and Cheryl Hamilton for theirtechnical assistance in every stage of this book development project. We are alsograteful for our colleagues; especially Mrs. Jane Lai and Ms. Chris Lacey, for theiradministrative and editorial assistance. Finally, we hope that this book will bringuseful information to readers like you and your organizations, and we look forwardto hearing your constructive criticisms and suggestions, so that we will be able toimprove its content in future editions.Shia-Chung Chen and Lih-Sheng (Tom) Turng
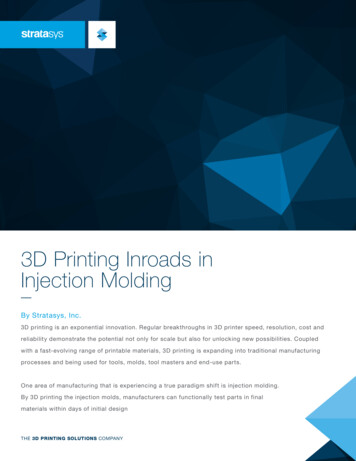
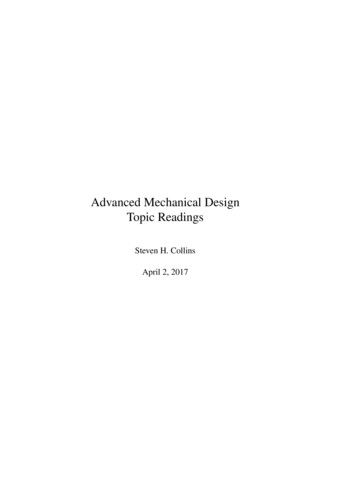
1Introduction toInjection MoldingShia-Chung Chen 1.1 Injection Molding and Molding MachinesInjection molding is an important thermoplastic processing technique for producing plastic parts and products [1, 2]. Complete operation of injection molding requires an injection molding machine with a control unit, a properly clamped moldwith a cavity or cavities that define(s) the part geometry, and a mold temperaturecontrol unit. The process begins with feeding plastic pellets of about 2 to 3 mm insize into the hopper of the injection molding machine (Figure 1.1). Before feeding,the plastic pellets are dried and cleaned to ensure low moisture content. Additivesmay be added to the pellets to be fed into the hopper to modify the plastic’s or finalproduct’s properties.Figure 1.1 Schematic of the injection molding process [3]
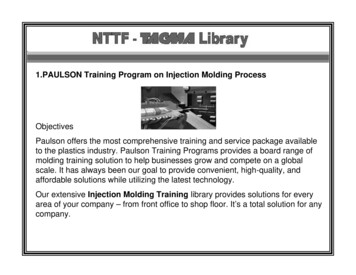
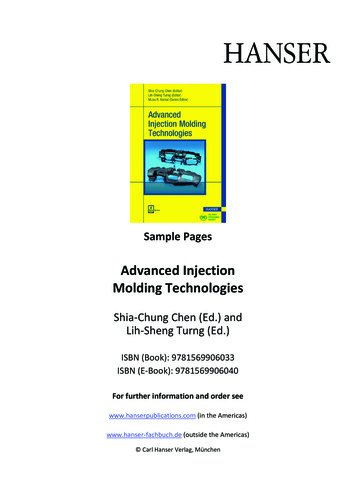
21 Introduction to Injection MoldingThe injection screw then rotates and conveys the pellets to the heated barrel of theinjection molding machine. The barrel consists of three zones—the feeding zone,the compression zone (transition zone), and the metering zone—all of which maybe set to different heating temperatures (Figure 1.2). As the pellets pass throughthe feeding and compression zones, they gradually melt until they finally becomea hot melt within the metering zone. The rotation of the screw provides shear heating resulting from the mechanical crushing of the pellets between the screw flightsand the barrel. The shear heating acts as the major heat source for pellet melting.Additional heat is also transferred from the barrel to the pellets via contact, whichassists in melting the pellets. The rotation of the screw stops when the properamount of melt is accumulated from the tip of the screw to the nozzle. The accu mulation and conveying of melt within the barrel builds up pressure in front of thescrew tip. The pressure pushes back the screw until enough melt for one shot isaccumulated. This melt preparation stage is also known as the plasticating stage.In front of the screw tip, there is a shut-off valve to prevent melt entering into themold during the plasticating stage.Figure 1.2 Schematic of the three main zones within the injection molding barrel [3]Once the screw stops rota
Advanced Injection Molding Technologies . Shia-Chung Chen (Ed.) and . Lih-Sheng Turng (Ed.) ISBN (Book): 9781569906033 ISBN (E-Book): 9781569906040 . For further information and order see . www.hanserpublications.com (in the Americas) www.hanser-fachbuch.de (outside the Americas)