Transcription
CLIMBING-FILM EVAPORATORA Final Report for CM 4402submitted to the Faculty of theChemical Engineering DepartmentWorcester Polytechnic InstituteWorcester, MA 01609October 24, 2017Michael BodanzaHayley BoigenzahnMartin BurkardtMarcus Lundgren
CLIMBING-FILM EVAPORATORAbstractThis report delineates the planned procedure for determining the feasibility of employing anevaporator for concentrating a 10 wt% glycerol stream in preparation for the new SecretSolvent TM process at the Beaumont facility. Testing took place at the Worcester R&D pilot plantwith similar process conditions to the actual operating facility. Within this study we wereparticularly interested in assessing the feasibility, and if so, optimizing the process, given theconstraints of the steam pressure and feed flow rate. In the end optimal conditions reflect on themaximum glycerol concentration as well as the cost of this endeavor. The optimal conditionsfound to maximize glycerol product concentration were at a pressure of 15 psig, and at a feedflow rate of 250 mL/min. This also affected total utility cost for steam, and cooling water.1
Table of ContentsAbstract1Table of Contents2Introduction4Experimental Methods5Component Balance5Heat transfer rates, coefficient, losses6Glycerol Concentration7Cost Analysis7Evaporator Operating Procedure8Mass Balance5Energy Balance5Determination of Flow Rate6Boiling-point Elevation7Response surface analysis8Procedure9Safety Precautions9Results and Discussion11Energy Balance14Boiling Point Elevation16Cost Analysis17Error ample Calculations21Cost21Mass Balance21Boiling Point Elevation21Raw Data212
IntroductionSimilar to other separation techniques, evaporation relies on the relative volatility of a mixture.Evaporation, however, is optimally employed for separations that require a product ofconcentrated thick liquor and an undesirable vapor that can be discarded. The basic design ofclimbing/falling-film evaporators consists of two phases: In the “climbing-phase,” the feed liquidis introduced at the bottom of the evaporation column and is heated by high-pressure steam,allowing partial vaporization to occur. This evaporation causes the vapor produced from theliquid feed to expand, shifting the feed’s physical properties toward that of the vapor phase. Thisallows a thin film of liquid to rise along the side of the evaporator-tube, and the shear force of thevapor rising will continue to push the thin film to “climb” the wall of the evaporation column.The vapor, lacking the desirable component of the feed, is then allowed to vent at the top of thecolumn, and the unevaporated liquid, or the concentrated thin-film of liquor, is allowed to passacross to the “falling phase.” In the “falling phase,” the thin-film of liquid then flows downwarddue to gravitational forces. The main advantage of climbing/falling-film evaporation is therelatively short residence time, and the main drawback is the process’ energy consumption.Evaporation processes are temperature sensitive, and applicable to many industries includingwastewater treatment and pharmaceuticals.This report is made to assess the feasibility of employing an evaporator for concentrating a 10wt% glycerol stream in preparation for the new Secret Solvent TM process at the Beaumontoperating facility. Testing took place at the Worcester R&D pilot plant with similar processconditions to the facility. Within this study we are particularly interested in optimizing theprocess, given the constraints of the steam pressure and feed flow rate. In the end optimalconditions reflect on the maximum glycerol concentration as well as the cost of this endeavor.The climbing-film unit at this pilot plant consists of a long-tube vertical evaporator with anupward flow, and is comprised of two main parts: a shell-and-tube heat exchanger withconcentrated liquid flowing on the tube-side, steam flowing on the shell-side, and a separator thatremoves entrained liquid from the vapor. In this evaporation process water is used as the solvent,and glycerol is the desired solute that must be concentrated to at least a 16 wt% solution for thedevelopment of the new aforementioned process.Objectives:1) Measure specific gravity of product to find density/concentration of product.2) Alter flow-rate/high-pressure steam conditions to measure, and optimize effect onproduct concentration.3) Complete heat and material balance to evaluate total heat loss.3
Experimental MethodsMass BalanceAssuming no accumulation of mass or chemical reactions occur within the evaporator, the massbalance can be simplified to equation (1). Therefore, a generic mass balance can be donebetween the feed entering the system over operational time, equalling the mass over operationaltime of the output streams. This can be formulated as, F (feed) W (distillate) G (liquor) (1)Where F is the feed stream flow rate, W is distillate stream flow rate, and G is liquor stream flowrate (all in units of mass/time). Feed flow rate was calibrated, and put to a setpoint, while outletstream weights were measured.Component BalanceSimilar to overall flow rates, the mass of each individual component entering and leaving thesystem should remain constant, under the same assumptions of the overall mass balance. Forexample, the mass flow of glycerol entering the system must be conserved throughout theprocess, and equal the sum of glycerol in all product streams. This relationship can be describedas follows, F x F W x W G x G (2)Equation (2) represents a mass-balance on glycerol based on compositions in the feed, x F, thedistillate stream, x W, and the liquor stream, x G. Feed composition of glycerol remains constantthroughout this experiment at a value of 0.1 (or 10 wt%), and outlet stream weight percents weredetermined from specific gravity measurements.Energy BalanceUnder the assumption there is no accumulation of energy within the evaporator, and no chemicalreactions are occurring, energy entering and leaving the system should remain constant as well.All heat provided from the pressurized stream utility is either transferred to the process stream,or lost to the environment due to material, and insulating inefficiencies. The energy balance canbe described as the following, ṁΔH vap F ΔH latent Qloss (3)Where ṁ describes the mass flow rate of condensing steam in the system, ΔH vap is the enthalpyof vaporization of water, C p,F is the specific heat capacity of the product stream, ΔT is the4
temperature change experienced by the process stream throughout the heat exchanger, and Qlossis the rate of heat lost to the environment. Mass flow rate and temperature will be measuredsystematically, and the enthalpy of vaporization of water will remain constant at 2.257 kJ/g. Thespecific heat capacity is assumed to be constant and can be found by interpolating betweentabulated values of heat capacity for glycerol and water depending on stream composition in thefeed. C p,F C p,W (1 xF ) C p,G (xF ) (4.184 molJ*K ) * (0.9) (221.9 molJ*K ) * (0.1) 25.96 molJ*K (4)Heat transfer rates, coefficient, lossesHeat transfer in a climbing-film evaporator is comparable to that of a shell-and-tube heatexchanger. The overall heat transfer rate is necessary for determining the evaporator capacity.The general formula for heat transfer in the evaporator is shown below, where U is the overallheat transfer coefficient. Qvap U AΔT lm (5)The overall heat transfer coefficient is dependent on the individual heat transfer coefficients ofthe system. This includes the inside and outside fouling factors (h od , h id ) as well as the inner andouter fluid film coefficients (h o , h i ). The overall heat transfer coefficient is also related to the pipegeometry, specifically the diameters and the pipe conductivity. The below equation describes therelationship between the overall heat transfer coefficient and the aforementioned constants. (6)Determination of Flow RateThe mass flow rate of the steam condensation ( ṁ ), liquor (G), and distillate (W) streams werecalculated using a timed collection. Empty collection buckets were pre-weighed, and then usingthe time and weight of fluid collected mass flow rate can be found in the following manner: W M sample M buckett (7)Where M sample represents the mass of the sample for each of the three flow rates, M bucket representsthe weight of the empty collection bucket, and t represents the time over which the sample wascollected.5
Glycerol ConcentrationThe glycerol concentration in the distillate ( x F) and liquor ( x G) streams can be calculated usingthe known densities of each component (water and glycerol) at standard temperature, and theninterpolating based on the composition of the streams to find the density of the mixture. Thisrelationship can be described in the following manner: ρw ρw (1 xw ) ρw ρg (1 xG ) ρw (1 xG ) ρG (xG ) (8)Where ρw and ρG represent the calculated densities of the distillate and liquor streamsrespectively. At standard temperature, the densities of water and glycerol are 0.997 g/mL and1.258 g/mL, respectively.Boiling-point ElevationBoiling point elevation is a colligative property that occurs for all solute-solvent systems. Boilingpoint elevation, as the name implies, describes the increase in the solvent’s boiling point once asolute is added. It occurs because the solute decreases the concentration of the solvent, which inturn increases its vapor pressure.Boiling point elevation is best measured experimentally for high solute concentrations, becausethe nonideality of the system makes it difficult to characterize. Generally, the equation used todescribe boiling point elevation is ΔT b K b * bsolute * i (9)where b solute is the molality of the solution, i is the van’t Hoff factor (the ratio between the actualconcentration of particles from a dissolved substance and the concentration of the substance ascalculated by mass), and K b is the ebullioscopic constant, which is dependant on the solvent. Thevan’t Hoff factor can often assume to be approximately 1 for nonelectrolytes in water. Theebullioscopic constant depends on the boiling point and molar mass of the solvent, as well as theheat of vaporization per mole of the solvent. For water as a solvent, Kb 0.512 [ C*kg/mole].Cost AnalysisSince we must use a pre-existing column, we can assume that the capital cost will remain null.We can also assume that the feed cost, labor cost, and waste disposal costs stay approximatelyconstant. Therefore, the variable cost of the column is mostly from utilities, which we can use asan optimization parameter. The steam available during the experiment remains at low pressureand can be assumed to cost approximately 29.29/1000 kg ( 14.05/GJ) [2] . The process also usescooling water, which is estimated to cost approximately 14.8/m 3 ( 0.354/GJ) [2] .6
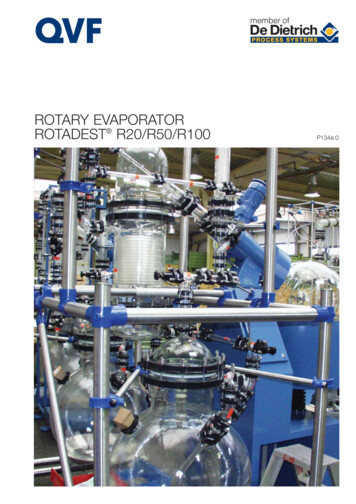
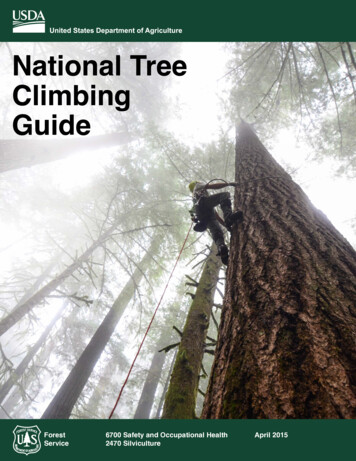
Response surface analysisOnce our experimental data is obtained, we must evaluate the optimal operating conditions forthe evaporator. We will plot the dependent variables - flow rate and steam pressure - againstpossible response variables, such as utilities cost and glycerol concentration. Based on theseplots, we can draw conclusions about the optimal operating parameters for the evaporator.Figure 1. Process-flow schematic of the Filmed-Evaporation Unit located in the Worcester R&D pilot plant facility.Evaporator Operating ProcedureTo determine the range of glycerol product concentrations in the product stream, experimentswere performed in triplicate under three various operating steam pressures, and three variousfeed flow rates. Under each run condition, the product’s density and temperature were foundusing temperature measurements of the solution, and a specific gravity calculation detailedbelow. The general relationship, and optimal conditions required to produce the maximumglycerol concentration was
CLIMBING-FILM EVAPORATOR Abstract This report delineates the planned procedure for determining the feasibility of employing an evaporator for concentrating a 10 wt% glycerol stream in preparation for the new Secret Solvent T M process at the Beaumont facility. Testing took place at the Worcester R&D pilot plant with similar process conditions to the actual operating facility. Within this study .