Transcription
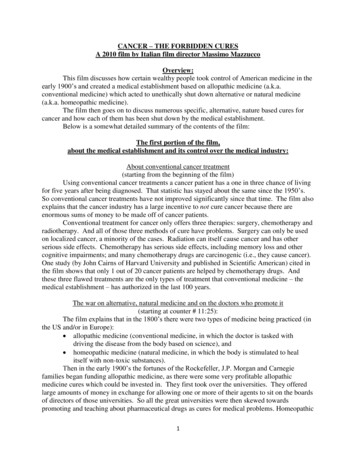
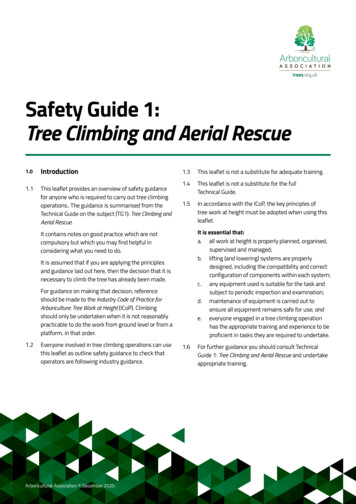
MODELLING OF CLIMBING FILM EVAPORATORSlSD PEACOCK AND 2M STARZAK'Sugar Milling Research Institute, University of Natal, Private Bag X10, Dalbridge, 40142University of Natal, DurbanAbstractClimbing film evaporators are widely used in the SouthAfrican sugar industry. However, it is generally consideredthat the performance of these evaporators could be improved.Unfortunately, very little design information is available inthe literature, making it difficult to predict the effects of altered operating conditions on evaporator performance. Amathematical model of the climbing film evaporator systemwas developed as a simulation tool for evaporator designersand operators. The basis of the mathematical model is brieflyoutlined, and the results of preliminary investigations intoevaporator simulation are reported. The testing of the modelagainst experimental data from the Felixton pilot plant climbing film evaporator is discussed, and improvement of themodel by process identification is described. Further potential uses of the model are outlined.Keywords: Evaporators, climbing film, modelling, simulation, optimisationIntroductionIn recent years there has been concern that the evaporatorstations at some South African sugar mills are not performingoptimally. A thorough investigation of the problem has beenhampered by difficulty in obtaining reliable and reproducibleexperimental data under specific operating conditions. Aproject was thus launched to examine the performance characteristics of long-tube climbing film evaporators by both experimental study and modelling. The results of the experimental programme are discussed elsewhere (Walthew et al.,1995; Walthew and Whitelaw, 1996). In this paper, the mathematical modelling of climbing film evaporators is described.The results of the modelling are compared with those obtained by experiment from the Felixton pilot plant climbingfilm evaporator. The use of the model for process optimisation is discussed.here follows the modelling concepts formulated therein.The system to be modelled is that of a climbing film evaporator, as shown in Figure 1. Juice is fed to the preheater,where it is heated to the required feed temperature. The hotjuice is then fed to the bottom of the evaporator tubes. For thepurposes of modelling, the cane sugar juice fed to the evaporator is assumed to be a three-component mixture, consistingof water, sucrose and non-sucrose dissolved solids. It is further assumed that the following quantities are known underany given set of evaporator operating conditions, and can beassigned numerical values (Figure 1): the flow rate of 'cold' juice to the preheater (Fo) the sucrose content of the feed stream to the preheater (so) the non-sucrose solids content of the feed stream to thepreheater (ro) the temperature of the hot juice leaving the preheater, before entering the bottom of the evaporator tubes (Tw ) the vapour space pressure at the top of the evaporator tubes(PlOP) the flowrate of condensate (per unit width) at the top of thetubes (To). This is taken to be zero, as there is assumed tobe no condensate film at the very top of the tube.Vapour out"Syrup outPlOP. I---- I---.Steam inr:EvaporatorThe mathematical modelDespite the industrial importance of climbing film evaporators, there are relatively few papers in the literature inwhich their performance was simulated using a rigorousmathematical model of the evaporation process. In the earlystudies by Gupta and Holland (1966), the evaporator was considered as a lumped-parameter system and mutual relationsbetween process variables averaged over the entire apparatuswere discussed. The first distributed-parameter model accounting for the distribution of temperature, pressure andjuice composition over the length of the tubes was due toBourgois and Le Maguer (1983). This model, however, wasbased on several simplifying assumptions, among which theconstant evaporation rate along the tubes seems to be its mostserious drawback. In 1984, Zinemanas et al. performed a verygeneral study on the simulation of heat exchangers withchange of phase, allowing for multicomponent phaseequilibria. In principle, the model which will be presentedProc S Afr Sug TechnolAss (1996) 70Can densate outT.Hot juice frompreheaterPreheaterFo So r o"Cold " juice to preheaterFIGURE 1: The climbing film evaporator system.213
SD Peacock and M StarzakModelling of Climbing Film EvaporatorsModelling of the steady state adiabatic operation of theevaporator results in a set of six ordinary differential equations; namely, total Guice and vapour mixture) enthalpy andmass balances within the tube (equations 1 and 2, respectively), two individual component mass balances (sucroseand non-sucrose dissolved solids - equations 3 and 4 respectively), a condensate enthalpy balance (equation 5) and amomentum balance for the juice and vapour within the tube(equation 6):dHdz :rr;[)illqeollv, where qeollv adTw2 -del V) d(Ls) d(Lr) 0dzdzdzdp-dZ (dP)-d. Z fnctlOn(1)TL)(2), (3), (4)pmg, where -p - p -H2Apm(6)The heat flux across a tube at a given vertical position inthe evaporator depends on the temperature distribution acrossthe pipe wall and the two adjacent fluid films (condensate andjuice). This temperature distribution can be determined fromthe following heat flux conservation conditions:qcolldellsDolIl qconduclDolll qcomDin(7)The differential equations (2), (3) and (4) are trivial andcan be solved analytically. A combination of equations (1),(5) and (7) is also integrable, resulting in a simple explicitrelationship between the enthalpy flow rate of condensate,He, and that of the juice and vapour mixture, H. The remaining equations, involving the two state variables: enthalpy (H)and pressure (P), (1) and (6), can only be approached numerically, taking advantage of the available analytical solutionsof the other differential equations.The rate data required for the evaluation of the right handsides of the remaining two ordinary differential equations andfor the algebraic solution of equation (7) were determined asfollows: viscous pressure drop [(dp/dzJtrielioIlJ - from the Churchillequation for single-phase pressure drop (Churchill, 1977),with two-phase friction factor from Smith (1986), heat transfer coefficient in condensation [ad - from theNusselt theory of condensation on a vertical surface (Mills,1992), assuming a variable wall temperature distribution, heat transfer for convection in the tube [ad - from the Engineering Sciences Data Unit correlation for single-pha econvection (Engineering Sciences Data Unit, 1967; Engineering Sciences Data Unit, 1968), and the Chen correlation for boiling heat transfer (Chen, 1966), subcooled boiling criterion - the critical wall temperaturefor the initiation of bubble formation, 1'*, is calculated asgiven in Smith (1986); the condition TW2 1'* activates thenucleate boiling term in the Chen correlation, saturated nucleate boiling criterion - when the boilingpoint of the juice, Tbp , is reached, the condition TL Tbpactivates the Reynolds number factor, F, in the Chen correlation, juice physical properties - assumed to be temperature andcomposition dependent.214Numerical solution of the modelNumerical solution of ordinary differential equations isfairly routine, provided all the boundary conditions are givenat one end of the evaporator tube. This is known as an initialvalueproblem. However, the system under consideration herehas boundary conditions at both boundaries, ie at either endof the evaporator tube, and thus requires more advanced solution techniques. The starting point of integration is the bottom of the evaporator tube; however, the system pressure andflow rate of condensate are only known at the top of the tube.This is known as a two-point boundary value problem. Thereare several available numerical methods for solving boundaryvalue problems of this type (Davis, 1984; Na, 1979). For thisstudy, a shooting method based on the Newton-Raphson technique was used. In essence, the numerical solution procedureused to solve the boundary value problem is as follows: A guess is made of the values of the unknown quantities atthe bottom of the tube (ie pressure and flow rate of condensate per unit width). The system of ordinary differential equations is numerically integrated up the length of the tube, as if the problemwere an initial value problem. Appropriate correlations forpressure drop and heat transfer are used to determine thechange in pressure and enthalpy of the juice/vapour mixture within the tube over each of the differential height elements (62) until the top of the tube is reached. The resulting values of pressure and flow rate of condensate at the top of the tube are compared to the known valuesof these quantities. If the values are found to differ, a more refined guess, utilising the Newton-Raphson technique, is made of !hesequantities at the bottom of the tube and the sequence IS repeated.A fourth-order Runge-Kutta method with an automaticallycontrolled step size was used to perform the numerical integration.The evaporator model was used to develop an evaporatorsimulation program in the MATLAB programming language.The inputs required by this program for the simulation of aclimbing film evaporator system are: physical parameters of the evaporator system to be modelled, such as the number of tubes, inner and outer tubediameters, tube length, tube surface roughness and the thermal conductivity of the tube material, operational parameters of the evaporator system, such asthe flow rate of juice fed to the bottom of the evaporator,brix and purity of the feed juice, temperature of the feedjuice entering the tubes, vapour pressure in the headspaceof the evaporator and the steam pressure in the calandria.The outputs provided by the program are profiles of thefollowing quantities as they vary over the length of the tube: the two state variables involved in the integration of theordinary differential equations, namely mixture enthalpyand pressure flow rate of condensate on the outer tube wall temperatures of the steam, outer tube wall, inner tube walland juice/vapour mixture within the tube brix of the liquid phase within the tube heat transfer coefficients for condensation on the outside ofthe tube and for boiling within the tube mass flow rates of the vapour and liquid phases within thetubeProc S Afr Sug Technol Ass (1996) 70
SD Peacock and M StarzakModelling of Climbing Film EvaporatorsRigorous model identificationThe Forster-Zuber equation, as used in the Chen correlation, pressure within the tube two-phase mixture quality within the tube heat flux across the tube wall.Experimental data and preliminary model verificationExperimental data from the Felixton pilot plant climbingfilm evaporator were used to test the proposed model. Theexperimental data utilised were those obtained from the firsteffect factorial experiment, in which pure sucrose solutionswere evaporated over the range of operating conditions usually encountered in first effect evaporators in the South African sugar industry (Walthew and Whitelaw, 1996). Details ofthe experimental apparatus are described elsewhere(Walthew et al., 1995). The variables selected for manipulation during the factorial experiment were steam pressure, vapour pressure, juice flow rate and juice feed temperature andbrix. The steam and vapour pressures were manipulated togive a fixed temperature difference across the tube wall. Thevalues of these variables used in the factorial experiment aregiven in Table 1.Table 1Operating conditions for factorial experimentOperating variableTemperature difference [0C]Feed juice flow rate [kg/s]Feed juice temperature [0C]Feed juice brix [%]LowHigh4,00,042102,08,07,50,Q75110,013,0It was found that the simulation results did not agree withthose obtained by experiment. In general, the simulation program under-predicted the heat transfer actually occurring inthe pilot plant evaporator. In other words, the simulation program predicted lower heat transfer coefficients, condensateflow rates, exit brixes, vapour flow rates, heat fluxes and twophase mixture qualities than had been observed in the experimental data.Careful analysis of the heat transfer correlations used in theevaporator model showed that the cause of the low heat transfer coefficients was the Chen correlation for flow boiling invertical tubes. This correlation consists of two terms; one toaccount for convective heat transfer to the boiling fluid, andthe other for the heat transfer to the fluid during bubble formation. While the convective heat transfer term was considered to be accurate, it was felt that the modified Forster-Zuberequation, used by the Chen correlation to account for heattransfer during bubble formation (Forster and Zuber, 1955),was inaccurate. An attempt was thus made to replace this outdated, inaccurate term with a more modern equation ofgreater accuracy. A literature survey was performed on thetopic of flow boiling in vertical tubes. It was found that noneof the available correlations (Cooper, 1989; Dhir, 1991;Gorenflo, 1994; Gungor and Winterton, 1986; Kenning andCooper, 1989; Klimenko, 1988; Shah, 1982; Steiner andTaborek, 1992; Webb and Gupte, 1992) could be applied tothe conditions used in the South African sugar industry, dueto the extremely low juice flow rates commonly used. Someof the more promising correlations were tested for incorporation into the model, but were found to be inadequate. It wasthus found to be impossible to replace the Forster-Zuberequation with a correlation of greater accuracy.Proc S Afr Sug Technol Ass (1996) 70 kFZdTfaf4dpFaT5C t45p ,49J.F9(8) ---------contains a constant parameter, kFZ, traditionally quoted with asurprisingly high accuracy. A value of 0,0015 originally reported by Forster and Zuber (1955) and later reduced by Chen(1966) to 0,00122, is commonly accepted as being applicableto a wide range of fluids
climbing film evaporator system are: physical parameters of the evaporator system to be mod elled, such as the number of tubes, inner and outer tube diameters, tube length, tube surface roughness and the ther mal conductivity of the tube material, operational parameters of the evaporator system, such as the flow rate of juice fed to the bottom of the evaporator, brix and purity of .