![MRP [modalità Compatibilità ] - Roma Tre University](/img/62/mrp.jpg)
Transcription
Gestione della produzioneMRP e MRPII1
Sommario IntroduzioneClassificazioneMisure di prestazioneLa Distinta BaseMRPLogica MRPLot Sizing in MRPMRP II2
IntroduzioneDef:Gestire la produzione significa generare esfruttare informazioni in modo da coordinarenel modo più appropriato i flussi di materiali el’assegnazione nel tempo delle risorseproduttive, interagendo da una parte con iclienti e dall’altra con i fornitori.3
Introduzione Problemi tipici:1)2)3)Gestione delle scorteGestione della produzione e degli ordini.Schedulazione di dettaglio.4
ClassificazioneLe tecniche di gestione della produzionedipendono da:1)2)3)La tecnologia alla base del processo produttivoIl Layout dell’impianto.Il tipo di mercato.L’impatto di questi elementi determina lapossibilità o meno di utilizzare un certoapproccio nella gestione della produzione.5
ClassificazioneI sistemi di gestione della produzione possono essere classificati inmaniera gerarchica a seconda del livello di dettaglio e dell’orizzontetemporale:1)Programmazione (orizzonte temporale mensile o trimestrale,stabilisce le date di consegna e la produzione settimanale nonché ladimensione dei lotti).Schedulazione (orizzonte temporale settimanale o più breve,2)stabilisce il carico di lavoro effettivo di ogni singola macchina e latempistica per produzione del lotto assegnato).3)Controllo (decisioni in tempo reale a causa di imprevisti, devonotener conto dei vincoli e raccogliere informazioni per i livellisuperiori).6
ClassificazioneI sistemi di gestione della produzionedipendono anche dal modo con cuil’azienda si interfaccia con il mercato:1)2)3)4)Grado di personalizzazione del prodottoVolume delle venditeLead timeLivello di concorrenza7
Classificazione 1)2)3)4)Strategie di produzione possibili:Make to StockAssemble to OrderMake to OrderEngineer to OrderQueste strategie dipendono dalla complessitàdimensione e volume di vendita di un certoprodotto.8
Misure di Prestazione 1)2)3)4)Data la varietà dei livelli gerarchici e degli scenariproduttivi esistono molti indici di prestazione; iprincipali sono i seguenti:Costi legati all’utilizzo delle risorseCosti e tempi di Setup (dipendenti,indipendentimajor/minor)Costi legati al livello del magazzino (WIP, tempo diattraversamento, dimensione dei lotti)Lead Time (tempo di risposta alla produzione di unordinativo)9
Misure di prestazione5)6)7)8)Throughput (parti prodotte per unità ditempo la legge di Little stabilisce cheThroughput WIP x Lead Time)Costi legati al servizio al cliente ( ritardi eBacklog)Costi di movimentazione dei materialiCosti tecnologici (sfruttamento di ciclialternativi per migliorare la produzione)10
La Distinta BasePer la realizzazione di un singolo prodotto sonospesso necessari molti semilavorati e perognuno di questi molte materie prime.La rappresentazione delle relazioni cheintercorrono tra le materie prime, isemilavorati ed il prodotto finito nonché deiloro rapporti quantitativi definisce la “distintabase” di un prodotto.11
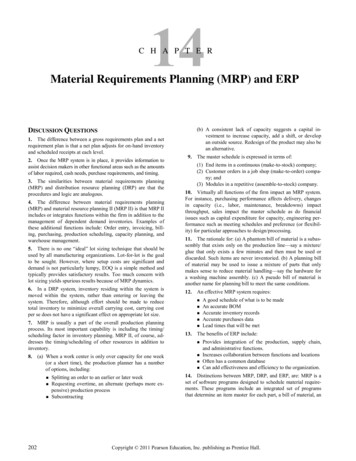
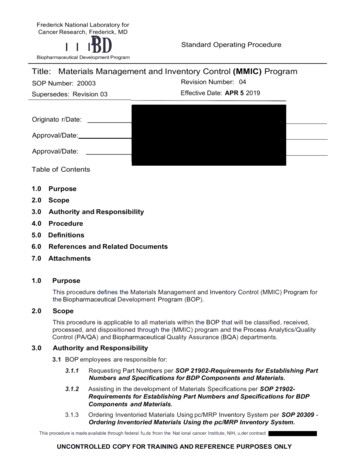
La Distinta Base La distinta base (bill ofmaterials) descrive tutti icomponenti di un prodottocon progressivo dettaglioavendo come obiettivoquello di determinare ilfabbisogno di ognimateriale o semilavoratoche viene utilizzato perottenere il prodotto finale0P1P2(X2)P41P3P52P6312
MRP Material Requirements Planning (MRP)nascono negli anni 60 e di diffondono neglianni 70 sull’onda dell’informatizzazione delleaziende.Ad un nucleo iniziale vengono via viaaggiunte nuove funzionalità, dando origine aisistemi detti Manufacturing ResourcePlanning (MRPII per distinguerli)13
14
MRPI sistemi MRP nascono per superare i limiti deitradizionali sistemi di gestione delle scorteche:1)2)3)Si basano su modelli statici dove la domandaviene considerata costante.Non distinguono tra domanda indipendente (dalmercato) e dipendente (dalla distinta base).Non considerano i vincoli legati alla disponibilitàdi risorse produttive.15
MRPIl problema della domanda variabile L’orizzonte temporale di interesse vienediscretizzato in intervalli di pianificazione(time bucket) all’interno dei quali la domandapuò considerarsi costante.E’ necessario comunque un sistemainformativo e previsionale (forecasting)capace di prevedere con un certo margine disicurezza l’andamento della domanda.16
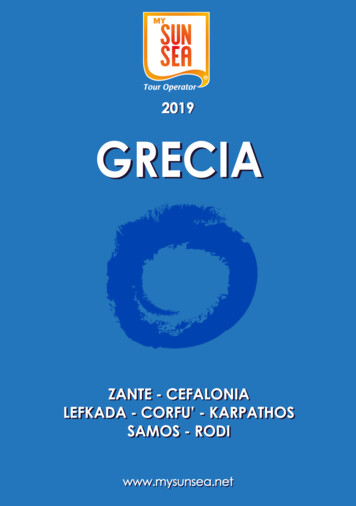
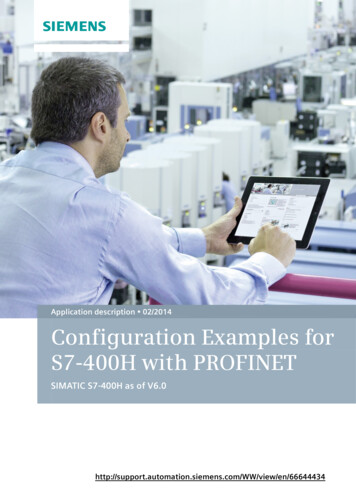
MRPIl problema della domanda variabile Occorre tenere esplicitamente conto del caratteredinamico della domanda, per il time bucket t ilbilancio dei materiali è:I t I t 1 xt d tSe h indica il costo unitario di giacenza allora ilcosto di magazzino lungo l’orizzonte dipianificazione [0 T] è: ThIti 117
MRPIl problema della domanda variabile Se s è il costo fisso di magazzino per periodo allora il costofisso di magazzino diventa: Ti 1 1 se x 0 1 ( x) 0 se x 0s 1 ( I t )La determinazione della quantità ottima da produrre va sotto ilnome di Lot Sizing ed è rappresentabile nella forma di unproblema di ottimizzazione vincolata:min i 1 Ct ( xt ) i 1[s 1 ( I t ) hI t ]TT I t I t 1 xt d t i 1,.T I t , xt 0 i 1,.T18
MRPIl problema della domanda variabile Proprietà importante della soluzione ottima di talemodello è che le dimensioni dei lotti sono sempre deltipo:xt k t d kt La dimensione del lotto è quindi pari all’accorpamentodei fabbisogni di un certo numero di periodiconsecutivi riducendo quindi i costi fissi. viene detto “periodo di ricopertura”19
MRPIl problema della domanda dipendente Le materie prime ed i semilavorati hanno unadomanda che dipende direttamente da quelladel prodotto finito per questo si parla di“domanda dipendente”.La domanda relativa al prodotto ultimodipende esclusivamente dal mercato ed haquindi un carattere indipendente.20
MRPIl problema della domanda dipendente Anche inpresenza didomanda nota ecostante per ilprodotto finito, lecorrispettivedomande per iprodotti intermedidella distinta baserisultano irregolario “Lumpy”(accidentate)p1p1tp2tp3tp2p3Distinta Base21
hArea inventariox/dx-yxty(x-y)/dy/dArea backlog
MRPIl problema della capacità finita Osserviamo che nel modello di ottimizzazionevincolata presentato le variabili xt non sono limitatee pertanto anche il sistema MRP non tiene contodella possibilità di caricare il sistema diapprovvigionamento o produzione di una quantitàsuperiore al possibile.Si tiene conto della capacità tramite il lead time cheperò è fissato a priori mentre in realtà risulta esseredipendente dall’esplosione degli ordini delle distintebasi.23
MRPIl problema della capacità finita Lavorare a capacità infinita permette didisaccoppiare la pianificazione di diversiprodotti tenendo conto solo delle interazionidegli elementi della distinta base.Al nucleo originario di MRP sono stateaggiunte parti che si occupano tra l’altro anchedella gestione della capacità produttiva.24
Logica MRPLa logica Material Requirements Planningriguarda la pianificazione della produzione ed è:1)2)A capacità infinita (utilizza un lead time edanticipa gli ordini “lead time offsetting”)Orientata alla riduzione delle scorte25
Logica MRPPrima di applicare il lead timeoffsetting è necessarioprovvedere al calcolo deiFabbisogni netti questi siottengono per ogni codice apartire dalla domanda, dallegiacenze in magazzino e dagliordini effettuati e che verrannoversati in magazzino in futuro.Strumento fondamentale è ilRecord MRP , una tabella deltipo in icati5505526
Logica MRPI sistemi MRP partono dai prodotti finali (end item) ecreano tanti Record MRP quanti sono i codicidelle distinte basi considerando tutti i bisogni etutti i prodotti stoccati nei magazzini.Applicano varie regole per definire i lotti diproduzione.In linea di principio permettono di ridurre il WIP inquanto sincronizzano la produzione di codicidiversi per renderli disponibili quando necessari(se il lead time è stimato correttamente)27
Logica MRPI sistemi MRP pianificano la produzione secondoesigenze e quantitativi determinati ad un livellogerarchico superiore (in base alla domanda reale ostimata), detto MPS (Master Production Schedule).Il MPS riflette esigenze stimate dovute alla previsionedella domanda, che possono variare nel tempo.Gli ordini pianificati vengono trasferiti ai livelli gerarchiciinferiori che si occupano di renderli effettivi. (MRP eschedulatore di dettaglio o capacità finita)28
Logica MRPRipianificazione:Quando le previsioni sulla domanda cambiano, afronte di imprevisti o mutate esigenze o nuovi ordini,o semplicemente perché è passato del tempo, ilsistema MRP (politica rolling horizon) ridetermina unnuovo piano di produzione.La ripianificazione può essere di tipo rigenerativo se ilsistema MRP ricalcola i fabbisogni e gli ordini apartire da zero mentre è di tipo “net change”quando tiene conto solo dei time bucket aggiunti.29
Logica MRPI sistemi MRP possono anche prevedere delle scortedi sicurezza in magazzino e rilasciare ordini diacquisto/produzione quando il magazzino va sottoil livello di sicurezza.Spesso nel rilascio di ordinativi il sistema MRP tieneconto di una certa percentuale di difettosità negliapprovvigionamenti tramite il cosiddetto “gozintofactor”.Le regole di lot sizing sono moltissime ma possonoessere classificate in:1)2)Lot sizing a quantità fissa.Lot sizing a quantità variabile.30
Regole a quantità fissa Fixed Order Quantity(FOQ): Questa regolastabilisce la possibilità di rilasciare ordini solo peruna certa quantità fissata (o multipli di una quantitàfissata) dipendente dal processo tecnologico diproduzione o dall’approvvigionamento minimo daiproduttori.Economic Order Quantity (EOQ): anche in questocaso la quantità da ordinare è fissa ma vienestabilita minimizzando i costi di stoccaggio emassimizzando la possibilità di sconti da parte deifornitori.( Al variare della domanda il lotto economicopuò essere ricalcolato e quindi modificato).31
Regole a quantità variabile Lot for Lot (L4L): èla regola piùsemplice, in essa ifabbisogni netti e gliordini coincidonoL4L con lottominimo: m è laquantità minima daordinare.periodo123Fabb. netti3510ordini351044056789109402051030102051030 d t se d t mxt m se d t m32
Regole a quantità variabile Periodo di ricopertura: questa è una famiglia diregole per cui un ordine di produzione copre ladomanda di un numero costante di time bucketconsecutivi (tempo di ricopertura costante). Ilcalcolo di tale periodo avviene secondo regoleeuristiche come ad esempio la regola least unit cost(LUC) che definisce l’entità del periodo di ricoperturaminimizzando il costo totale per unità nell’orizzonte dipianificazione. Tali approcci non sono globalmenteottimali perché risolvono un problema più vincolatodel necessario e spesso riguardano un orizzonte diproduzione ridotto (miopi)33
Regole a quantità variabile periodo1234567891011Fabb. netti3510402051030ordini45402540LUC: consideriamo solamente i primi 4 periodi e sia1 il costo unitario di magazzino e 100 il costo fissodell’ordine. Se ipotizziamo 1 allora il primo ordinecosta 100/35 2,86. Se invece 2 resta unresiduo di magazzino pari a 10 e quindi il costodiventa (10 100)/45 2,44. Con 4 il costo è paria 2,71. il risultato migliore si ottiene quindi per 2.34
Regole a quantità variabileAltre regole:Least Total Cost1)Part period balancing2)3)Costo fisso eguagliato al costo dimagazzinoUlteriori raffinamenti si possono ottenereadottando politiche di tipo “look ahead elook back” 35
Regole a quantità variabileperiodo123Fabb. netti3510ordini4546056789101140205103045Si può ottenere un miglioramento producendo ilfabbisogno del periodo 8 durante il periodo 4. In questomodo restano in magazzino 5 unità di prodotto per treperiodi ma una quantità pari a 40 unità verrà tenuta perun periodo di meno.periodo123Fabb. netti3510ordini454655678910114020510304036
Esempio lotti di produzione Nella tabella sono mostrati 4 differentiapprocci per il lot sizing (lead time 2)Periodi1Fabbisogno Netto23Time 00Lot for lotLotto con ricopertura105037
Esempio Si attribuisce un numero dilivello a ciascun codice e sicostruiscono i record MRPlivello per livello.Le regole di lot sizing sono:1)2)3) L4L per P1,P2 e P4Periodo di ricopertura pari atre per P5 e P6FOQ con multipli di 50 per P3.0P11 P2(X2) 1P42P5P320P62P3A P3 è associata una scorta disicurezza di 20.Il lead time vale 2 per P5 e P2mentre vale 1 per gli altri.38
EsempioCodice P112Fabb. lordi3456207840920Consegne AtteseMagazzino disponibile303010101010Fabbisogni netti030Ordini pianificatiCodice P60301234Fabb. lordi5630101000202078910Consegne AtteseMagazzino disponibile0000Fabbisogni nettiOrdini pianificati0304000101039
EsempioCodice P212345Fabb. lordi67608940Consegne AtteseMagazzino disponibile00000Fabbisogni netti601234567892020000020Fabbisogni nettiOrdini pianificati04030Consegne Attese040Fabb. lordiMagazzino disponibile060Ordini pianificatiCodice P4000101000202040
EsempioCodice P3123Fabb. lordi451006740103020200678920208900Consegne AtteseMagazzino disponibile202020Fabbisogni netti2080Ordini pianificatiCodice P520100123504Fabb. lordi51020Consegne AtteseMagazzino disponibile000Fabbisogni nettiOrdini pianificati3020200103041
MRPIIUn modulo MRP trasforma l’MPS in un sistemadi ordini pianificati. Nel tempo sono statiaggiunti dei moduli per la realizzazione dell’MPS e per il controllo dell’effettivaesecuzione della pianificazione ottenuta.Inoltre, essendo l’MRP a capacità infinita ,occorre verificare a posteriori che i pianiprodotti siano realistici e quindi compatibilicon i vincoli di capacità produttiva.42
MRPIISi è venuta a determinare con il tempo unastruttura gerarchica complessa costituita damolti livelli ognuno dei quali capace ditrasferire informazioni al livello superiore inmodo da incrementare la qualità dei risultati.Si parla quindi di sistemi di ManufacturingResource Planning (MRPII).43
MRPIILa logica MPR resta ancora il cuore delsistema ma sono state aggiunte leseguenti funzionalità:Supporto nella attività di MPS1)con la possibilità di verificare lacongruenza con la pianificazioneaggregata per famiglie.Un modulo CRP calcola sulla2)base degli ordini pianificati e degliordini in esecuzione unaprevisione del carico di lavoro suidiversi centri.3)Livello di esecuzione degli ordinie di ProductionActivityControl44
MRPIIMaster Production Schedule Realizzato a partire dalle previsioni di domanda, dagli ordini deiclienti e dal piano strategico di produzione (di cui dovrebbeessere una disaggregazione consistente).Questo livello contiene quindi moduli per il forecasting chedevono interfacciarsi con lo storico del database aziendale e conil modulo di gestione delle distinte basi. La previsione delladomanda viene fatta in base alla storia degli ordini serviti e diquelli non soddisfatti per mancanza di capacità produttiva.Altri elementi di predizione tengono conto degli ordini giàaccettati e quindi deve esistere un interfacciamento con i sistemidi Order Entry.45
MRPIIMaster Production Schedule La realizzazione di un MPS risulta particolarmenteproblematica per quei prodotti che offerti innumerose varianti (feature e option).Situazioni di questo tipo si verificano spesso inambienti di tipo assemble-to-order.Non è possibile costruire previsioni corrette a livellodi end item quando sono presenti moltissimevarianti.46
MRPIIMaster Production Schedule Nei casi appena descritti spesso ladistinta base è molto estesa mapresenta una sorta di strozzatura aun certo livello di sotto-assiemi. Lapianificazione MPS si riferirà quindialla produzione di tali modulifondamentali, lasciando al FinalAssembly Schedule (FAS)l’assemblaggio del prodotto aseconda delle richieste del cliente.(es. Produzione Automobilistica).MPS47
MRPIICapacity Requirements Planning L’analisi CRP permette di verificare a posteriori ilsoddisfacimento dei vincoli di capacità in termini didisponibilità di macchine e manodopera.Richiede una rappresentazione ed una conoscenzaaccurata dei cicli di lavorazione e della capacità deisingoli elementi produttivi (macchine e turni dilavorazione).Con questo strumento si possono appianaresituazioni di overloading e underloading.48
MRPIICapacity Requirements Planning Il calcolo del carico per ogni centro di lavorazione richiede dischedulare le singole operazioni del ciclo di lavorazione; questo,coerentemente con l’approccio MRP, è fatto a capacità infinita.Per ogni lotto da produrre vengono considerate le singoleoperazioni e stimato un lead time all’interno del quale dovrannovenir realizzate. Il modulo cerca di tener in conto del tempo diattesa in coda, del tempo di movimentazione e dell’eventualetempo di setup.Il lead time utilizzato è in funzione della dimensione del lotto estimato in base alle informazioni ottenute dai moduli di controllodella produzione.49
MRPIICapacity Requirements Planning In caso di violazione dei vincoli di capacità odi eccessiva disuguaglianza di carico, il CRPtenta una ottimizzazione del caricoutilizzando, ad esempio, un modello diProgrammazione Matematica.La funzione da ottimizzare in tale modello èspesso il massimo della violazione dei carichiper periodo oppure la massima differenza dicarico all’interno di uno stesso periodo.50
MRPIIFinite Capacity Scheduling Tengono conto della effettiva capacità dellerisorse produttive e dei vincoli dello shopfloor.La funzione da ottimizzare in tale modello èspesso la massimizzazione della capacitàproduttiva, il makespan o la minimizzazionedei ritardi (se il piano non è fattibile).In questo modo si ottiene uno scheduledettagliato che verrà utilizzato dal modulogestore della produzione.51
MRPIIProduction Activity ControlI moduli di Production Activity Control (PAC)hanno una duplice funzione:1)Fornire informazioni allo shop floor circa laproduzione pianificata.Raccogliere informazioni dallo shop floor2)sulla produzione realizzata da destinare aimoduli cui spetta la pianificazione dellaproduzione.52
MRPIIProduction Activity Control Fornire informazioni allo shop floor significaessenzialmente determinare e aggiornare le prioritàdegli ordini ed i tempi di rilascio in modo daconsentire il sequenziamento delle attivitàproduttive.Ha funzioni simili alla schedulazione di dettaglio mamentre quest’ultima lavora essenzialmente off line, ilPAC opera in tempo reale in base ad una listaordinata di operazioni detta dispach list.53
MRPIIProduction Activity Control Il modulo PAC ha il compito anche diraccogliere informazioni sulla produzione, perfar ciò calcola un certo numero di indici diprestazione come rapporto tra ordiniprogrammati ed ordini realizzatiTale modulo ha il compito di raccogliereinformazioni circa lo stato di avanzamentodegli ordini, dei costi e delle parti difettoseprodotte.54
MRPIIProduction Activity Control I moduli PAC si interfacciano con i moduli di controllodei magazzini; infatti la prima attività associata ad unordine è il prelievo dei componenti dal magazzino, el’ultima è il versamento a magazzino delle partiprodotte.I moduli PAC non devono solo monitorare le rese deiprocessi in termini di qualità e quantità, ma anchemantenere in memoria il numero identificativo del lottodi ogni componente usato nell’assemblare il prodotto,in modo da poter risalire a tutte le unità in cui è statousato un componente che si riveli difettoso durantel’uso. (Tracciabilità)55
Critiche a MRP Statistiche dimostrano che, nonostante lagrande diffusione di sistemi di tipo MRPII,ancora poche aziende usano tali sistemi almassimo delle loro potenzialità.La corretta introduzione ed utilizzo di sistemiMRPII dipende soprattutto dalla capacitàdell’azienda di sapersi innovare anche nellaformazione del personale.56
Critiche a MRPE’ opinione diffusa che tali sistemi non sianoriusciti a mantenere la promessa di riduzione dellescorte rilasciando gli ordini di produzione in modointelligente. Questo è dovuto soprattutto allapresenza dei lead time che non può esserecalcolato con sufficiente precisione, esso dipendein effetti da molti fattori come: 1)2)3)4)Tempi di attesa in coda.Tempi di movimentazione dei materialiRilavorazioni dovute a difettiBatching a causa di tempi di setup elevati57
Critiche a MRP Questi tempi devo aggiungersi al tempo necessarioal processo produttivo vero e proprio.Queste considerazioni tendono a tenere alto il leadtime e con esso cresce il tempo di permanenza nellafiliera di produzione dei materiali e quindi a farlievitare il WIP.I sistemi più moderni sono bucketless hanno lapossibilità di gestire le date di rilascio e di consegnanonché i turni di lavoro in modo diretto. In modo daevitare sprechi di tempo.58
Critiche a MRP L’utilizzo efficace dei sistemi MRPII richiede larealizzazione ed il mantenimento di un importantesistema di gestione dell’informazione il che richiede unelevato sforzo iniziale ed un ulteriore sforzocontinuativo per mantenere la coerenza nelleinformazioni di un sistema così capillare.Nonostante le critiche rivolte a tali sistemi, questirisultano essere largamente diffusi. Questo è dovutoalla loro flessibilità e quindi alla capacità di adattarsifacilmente a qualsiasi ambito produttivo ed anche allaloro capacità di gestire una società sotto tutti i punti divista, dal livello finanziario alla gestione dellaproduzione.59
6rppdulr ,qwurgx]lrqh &odvvlilfd]lrqh 0lvxuh gl suhvwd]lrqh /d 'lvwlqwd %dvh 053 /rjlfd 053 /rw 6l]lqj lq 053 053 ,,