Transcription
RECUPERATIVE RADIANT TUBE BURNERAPPLICATIONS Continuous Annealing Lines (CAL) Continuous Galvanizing Line (CGL) Continuous Silicon Lines Heat Treating Systems Roller Hearth Systems Aluminium Process FurnacesFEATURES Flexible “Retention Nozzle”burner design Engineered NOx Emissions Custom Engineered design Laboratory verification of designs Maximum combustion efficiency Tube temperature uniformity Rugged experience-basedconstruction 15,000 burners in operationThe purpose of radiant tube combustion is to apply fuel firedheating, with the products of combustion isolated and separatedfrom the furnace atmosphere. This will allow control of thefurnace atmosphere to protect or modify the surface of thematerial being heated. When utilizing radiant tube combustion,attention must be paid to the following factors: Thermal efficiency of the combustion process Environmental emissions from the combustion process Effect of the combustion process on the life of the radiant tube Reliability of the combustion equipment itself 55 years applications experience Family of burner types availableto suit application World-wide manufacturing andservice network
Bloom has been building radiant tube burners for over55 years, with more than 15,000 radiant tube burners inoperation. We were instrumental in the application ofthe design incorporating an internal recuperator insertedwithin the radiant tube. This long experience coupledwith our R&D capabilities and engineering programs ofcontinuous design improvement, puts us in a positionto be the burner supplier of choice for radiant tubecombustion applications.EFFICIENCYEMISSIONSBurner combustion efficiency is achieved, first, bytransferring as much of the heat, from the combustionprocess, directly into the process as possible. Tubeconfiguration is a large factor in this heat transfer withthe longer W and recirculating (double P) tubes allowinga greater heat transfer vs the shorter U and straight thrutubes. Burner efficiency is further enhanced by recoveringthe waste sensible heat from the products of combustionand preheating the incoming combustion air. Recuperationand regeneration are the two primary techniques forrecovering the sensible heat. Regenerative heat recoveryoffers a greater efficiency but at a greater capital cost thanrecuperation. Overall system efficiency is further enhancedby utilizing the remaining sensible heat, in the products ofcombustion, in accompanying system processes, such asheating rinse water. Bloom has the capability to engineertemperature of the products of combustion to optimizethe integration with the rest of the system.Within the restricted combustion environment of a radianttube, NOx emissions can be relatively high. The paradox ofNOx relative to combustion efficiency is that the higher thecombustion air temperature preheat (ie better efficiency) thedisproportionately higher is the emissions of NOx. Bloomuses its “Retention Nozzle” design, air-staged combustionand exclusive type “F” exhaust gas recirculation technique toreduce NOx. Recirculating tubes (such as P and double P) canbe inherently low in NOx. Bloom’s “retention Nozzle” and airstaged combustion techniques further reduce these emissions.With these multiple techniques, NOx emissions do not need tobe predicted from guesswork. The emissions can be engineeredto create the proper levels to meet a given requirement.TYPE “F” ULTRA LOW NOxPILOTFUELINLETU.S. Patent No.5, 775, 317REGENERATIVE BURNERRECUPERATIVE BURNERCOLD AIR BURNER
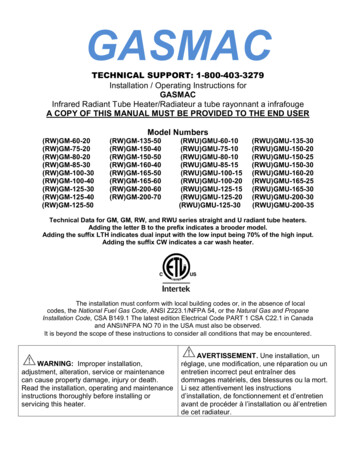
A unique and fundamental feature of a typical Bloom radianttube burner design is the “Retention Nozzle” fuel nozzle.Quiet stable operation and uniform tube temperatures areobtained by utilizing this patented nozzle design. The nozzledistributes the air uniformly around the (center) gas streamwhile creating a partial vacuum between the two streams. Thisallows for a controlled mixing of the fuel and air, promotingflame stability and safe, reliable burner operation.RADIANT TUBE LIFEAIRPILOTFUELRETENTION NOZZLEAIRT H E R M O C O U P L E N U M B E R A N D L O C AT I O NT12100T2T3T4T5 T6T7T8T9 T10 T11T12T13 T14 T15T16T17T1820001900T U B E T E M P E R AT U R E - º F1800170016001500GAS FIRING1400OIL 6080100120140160180200220D E V E L O P E D D I S TA N C E A L O N G T U B E ( I N C H E S )T E M P E R AT U R E D I S T R I B U T I O N C O M PA R I S O N200019001800T E M P E R AT U R E - º FFor proper radiant tube life, the maximumoperating temperature at any point along the tubemust not exceed the design working temperaturefor the tube material. Tube life can thus bepredicted, to a large extent, by its temperatureuniformity. A measure of temperature uniformityis expressed as the Hot Spot Over Average (HOSA)temperature. The HSOA is the difference betweenthe peak high (or low) tube temperature and theaverage tube operating temperature within theoperating range of the burner. A low HSOA is anindication of low peak tube temperature. A lowHSOA will cause the tube to have minimal thermalstresses, enhancing tube life. A low HSOA will alsocreate a better heating quality within the furnace.Due to the design flexibility of Bloom’s “RetentionNozzle”, the burner flame can be engineered toa customer’s specific radiant tube, achievingminimal HSOA.“RETENTION NOZZLE”1700L1308 2.2% O2;400 Kbtu/hrHSOA 11216001500L1129 Type Fon U-TubeHSOA 6114001300Temperature profiles of Self-RecuperativeBurner in P-Tube, firing at 400 KBtu/hr VS.Type F on U-Tube Adjusted to ATT 1777F120011001000020406080100120140D I S TA N C E F R O M N O Z Z L E ( I N C H E S )160240
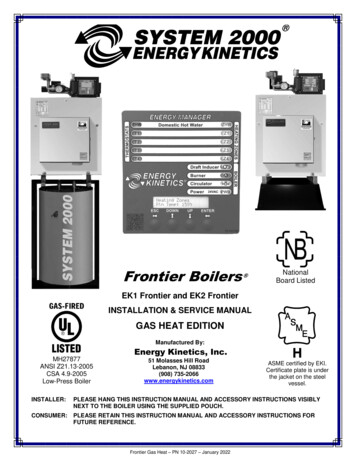
In the application of the burners, a variety ofcontrol techniques can be employed. The finalchoice would depend on such considerations as:system configuration, fuels utilized, environmentalconsiderations and product mix. Typicalalternative considerations include:- Suction, Forced Draft or Push/Pull- High/Low, On/Off or Modulating- Mass Flow, Pressure Balance or Pulse FiringRELIABILITYBloom burners are designed for continuous operation indemanding environments. The burners are manufacturedfrom heavy alloy castings. Bloom burner designs are basedon 50 years experience and backed up by the latest designtechniques including computational fluid dynamics (CFD).Laboratory testing ensures the optimization of the specificapplication. Additionally, customer feedback and laboratorybased research provides a source of continuous improvementof the fundamental designs. All of these characteristics arewhat to expect from an engineering based company. As such,reliability is not an unknown but an engineered process toachieve the maximum service life. Service lives in-excess oftwenty-five years have been documented.LABORATORY CAPABILITIESBloom operates one of the largest and most advancedprivate, applied combustion labs in North America.The lab occupies 20,000 ft2 (2,000 M2). It has twentyfully instrumented furnaces of varying configurationsto suit the range of industrial combustion applications.Additionally, the lab has a dedicated staff of engineersand technicians. Lab activities include: new burnerdevelopment, burner upgrades, production performance testing and emissions verification Bloom’scomputational fluid dynamics (CFD) capabilities arefully integrated into the laboratory activities.CFD TEMPERATURE PROFILE OF A DOUBLE P TUBECFD STUDY FOR “RETENTION NOZZLE” DESIGNBLOOM COMBUSTION LABORATORY - DOUBLE P TUBE
CAPABILITIESQuiet, stable operation across a wide range of parametersExclusive “Retention Nozzle”Easy conversion of older designs to low NOx operationEasy conversion of existing design to multi-fuel operation3” ID tubes and larger Rugged cast/machined alloy constructionOperating temperatures up to 1950 F (1065 C)Operating efficiencies up to 80% (LHV)BURNER OPTIONSRadiant Tube TypesA U tubeFuelsRADIANT TUBE BURNER MODELSANatural gasBW tubeBCoke oven gasCStraight thruCPropaneCSingle endedDP tubeDButaneEDouble P tubePiping ConfigurationASuction (pull)BForced draft (push)CPush/pullControlAModulating high/lowBModulating high/offCPulse high/lowDPulse on/offETempered flameBurner IgnitionAGlow pilotBLance pilotCDirect spark ignitionFAny mixed gas above176 Btu/Ft3 (HHV),(6.9 Mj/nM3) (HHV)E#2 fuel oil (nominally 20%excess air is required)Tube Diameter3in (76mm) to 10in (254MM) IDOperating Temperature RangeToday our customers can choose fromthe following burner types as bestfits their applications:2300Cold air, forced draft2310Type “R” Cold air, suction2320Recuperated, suctionand push-pull * #2350Recuperated, forced draft * #2370Type “F” Ultra low NOx *2301Single ended tube, recuperated2390Regenerative2450Recuperative P2460Recuperative double P2470Regenerative double P400 F (200 C) to 1950 F (1065 C)Flame MonitoringAU/V detectorBFlame rod*Type “L”Improved recuperated enhancementavailable as option#Air Staged – Availableas low NOx option
Bloom Engineering Company, Inc.5460 Horning Road Pittsburgh, PA 15236Phone: 412-653-3500 Fax: 412-653-2253 Copyright 2011BURNER SELECTION TABLE TYPICAL (Natural Gas Fuel)Burner ModelTypeAvailable 0LowPush/Pull2300Cold Air39-46LowForced Draft2310Cold Air39-46LowSuction2320Recuperated61-66LowSuction, Push/Pull2320-Air StagedRecuperated61-66Very LowSuction, Push/Pull2320-LRecuperated68-77LowSuction, Push/Pull2320-L, Air StagedRecuperated68-77Very LowSuction, Push/Pull2350Recuperated61-66LowForced Draft2350-Air StagedRecuperated61-66Very LowForced Draft2350-LRecuperated68-77LowForced Draft2350-L, Air StagedRecuperated68-77Very LowForced Draft2370Recuperated61-66Ultra-LowPush/Pull or F-D2370-LRecuperated68-77Ultra-LowPush/Pull or cuperated61-66Ultra-LowPush/Pull or F-D2460-PPRecuperated63-73Ultra-LowPush/Pull or F-D2470-PPRegenerative77-82Ultra-LowPush/PullFor your specific application, a Bloom engineer can assist with the selection process.
type f on u-tube adjusted to att 1777f 2000 1900 1800 1700 1600 1500 1400 1300 1200 1100 1000 02 04 06 08 01 00 1201 40 160 dist ance from nozzle (inches) tempera ture distribution comparison tempera ture - º f developed distance along tube (inches) thermocouple number and location tube tempera ture - º f burner exhaust t16t 15 t11 t12 t13 t9 .