Transcription
Fundamentals of metallurgy
Related titles:New developments in advanced welding(ISBN-13: 978-1-85573-970-3; ISBN-10: 1-85573-970-4)Recent developments in high-technology areas have significantly transformed thewelding industry. Automation, computers, process control, sophisticated scientificinstruments and advanced processing methods are all common in today's modernindustry. Today's engineers and technologists have to support complex systems and applysophisticated welding technologies. This comprehensive new book discusses the changesin advanced welding technologies preparing the reader for the modern industry.Welding residual stress and distortion(ISBN-13: 978-1-85573-771-6; ISBN-10: 1-85573-771-X)Measurement techniques for characterisation of residual stress and distortion haveimproved significantly. More importantly the development and application of computational welding mechanics have been phenomenal. Through the collaboration of experts,this book provides a comprehensive treatment of the subject. It develops sufficienttheoretical treatments on heat transfer, solid mechanics and materials behaviour that areessential for understanding and determining welding residual stress and distortion. It willoutline the approach for computational analysis that engineers with sufficient backgroundcan follow and apply. The book will be useful for advanced analysis of the subject andprovide examples and practical solutions for welding engineers.The science and technology of materials in automotive engines(ISBN-13: 978-1-85573-742-6; ISBN-10: 1-85573-742-6)This new book provides an introductory text on the science and technology of materialsused in automotive engines. It focuses on reciprocating engines, both four and two-stroke,with particular emphasis on their characteristics and the types of materials used in theirconstruction. The book considers the engine in terms of each specific part: the cylinder,piston, camshaft, valves, crankshaft, connecting rod and catalytic converter. Thematerials used in automotive engines are required to fulfill a multitude of functions. It is asubtle balance between material properties, essential design and high performancecharacteristics. The intention here is to describe the metallurgy, surface modification,wear resistance, and chemical composition of these materials. It also includessupplementary notes that support the core text. The book will be essential reading forengineers and designers of engines, as well as lecturers and graduate students in the fieldsof combustion engineering, machine design and materials science looking for a concise,expert analysis of automotive materials.Details of these and other Woodhead Publishing materials books and journals, as well asmaterials books from Maney Publishing, can be obtained by:· visiting our web site at www.woodheadpublishing.com· contacting Customer Services (e-mail: sales@woodhead-publishing.com; fax: 44 (0)1223 893694; tel.: 44 (0) 1223 891358 ext. 30; address: Woodhead PublishingLimited, Abington Hall, Abington, Cambridge CB1 6AH, England)If you would like to receive information on forthcoming titles, please send your addressdetails to: Francis Dodds (address, tel. and fax as above; email: francisd@woodheadpublishing.com). Please confirm which subject areas you are interested in.Maney currently publishes 16 peer-reviewed materials science and engineering journals.For further information visit www.maney.co.uk/journals.
Fundamentals ofmetallurgyEdited bySeshadri SeetharamanWoodhead Publishing and Maney Publishingon behalf ofThe Institute of Materials, Minerals & MiningCRC PressBoca Raton Boston New York Washington, DC
Woodhead Publishing Limited and Maney Publishing Limited on behalf ofThe Institute of Materials, Minerals & MiningPublished by Woodhead Publishing Limited, Abington Hall, Abington,Cambridge CB1 6AH, Englandwww.woodheadpublishing.comPublished in North America by CRC Press LLC, 6000 Broken Sound Parkway, NW,Suite 300, Boca Raton, FL 33487, USAFirst published 2005, Woodhead Publishing Limited and CRC Press LLCß Woodhead Publishing Limited, 2005The authors have asserted their moral rights.This book contains information obtained from authentic and highly regarded sources.Reprinted material is quoted with permission, and sources are indicated. Reasonableefforts have been made to publish reliable data and information, but the authors andthe publishers cannot assume responsibility for the validity of all materials. Neither theauthors nor the publishers, nor anyone else associated with this publication, shall beliable for any loss, damage or liability directly or indirectly caused or alleged to becaused by this book.Neither this book nor any part may be reproduced or transmitted in any form or byany means, electronic or mechanical, including photocopying, microfilming andrecording, or by any information storage or retrieval system, without permission inwriting from Woodhead Publishing Limited.The consent of Woodhead Publishing Limited does not extend to copying for generaldistribution, for promotion, for creating new works, or for resale. Specific permissionmust be obtained in writing from Woodhead Publishing Limited for such copying.Trademark notice: Product or corporate names may be trademarks or registeredtrademarks, and are used only for identification and explanation, without intent toinfringe.British Library Cataloguing in Publication DataA catalogue record for this book is available from the British Library.Library of Congress Cataloging in Publication DataA catalog record for this book is available from the Library of Congress.Woodhead Publishing Limited ISBN-13:Woodhead Publishing Limited ISBN-10:Woodhead Publishing Limited ISBN-13:Woodhead Publishing Limited ISBN-10:CRC Press ISBN-10: 0-8493-3443-8CRC Press order number: WP3443978-1-85573-927-7 (book)1-85573-927-5 (book)978-1-84569-094-6 (e-book)1-84569-094-X (e-book)The publishers' policy is to use permanent paper from mills that operate a sustainableforestry policy, and which has been manufactured from pulp which is processed usingacid-free and elementary chlorine-free practices. Furthermore, the publishers ensurethat the text paper and cover board used have met acceptable environmentalaccreditation standards.Project managed by Macfarlane Production Services, Dunstable, Bedfordshire(macfarl@aol.com)Typeset by Godiva Publishing Services Ltd, Coventry, West MidlandsPrinted by TJ International Limited, Padstow, Cornwall, England
ContentsContributor contact detailsPrefacexixiiiPart I Understanding the effects of processing on theproperties of metals1Descriptions of high-temperature metallurgicalprocessesH Y S O H N , University of Utah and S S R I D H A R , Carnegie Mellon3University, USA1.11.21.31.41.51.61.72IntroductionReactions involving gases and solidsReactions involving liquid phasesCasting processesThermomechanical processesReferencesAppendix: notationThermodynamic aspects of metals processingR E A U N E and S S E E T H A R A M A N , Royal Institute of34172731343738Technology, Sweden2.12.22.32.42.52.62.7IntroductionBasic concepts in thermodynamicsChemical equilibriumUnary and multicomponent equilibriaThermodynamics of solutionsThermodynamics of multicomponent dilute solutionsModelling of metallic systems38394449576670
viContents2.82.92.102.112.12Thermodynamics of ionic meltsBasics of electrochemical thermodynamicsConclusionsFurther readingReferences3Phase diagrams, phase transformations, and theprediction of metal propertiesK M O R I T A , The University of Tokyo and N S A N O , Nippon Steel727979808082Corporation, Japan3.13.23.33.43.53.63.74IntroductionPhase diagrams and potential diagramsTernary phase diagramsSolidification in ternary systems and four-phase equilibriaExamples of solidification behaviour from a phase diagramperspectiveConclusionsReferencesMeasurement and estimation of physicalproperties of metals at high temperaturesK C M I L L S , Imperial College London, 38795102107108109IntroductionFactors affecting physical properties and their measurementMeasurements and problemsFluid flow propertiesProperties related to heat transferProperties related to mass transferEstimating metal propertiesAcknowledgementsReferencesAppendix A: calculation of structural parameters NBO/T andoptical basicityAppendix B: notation109113120122136146148169169Transport phenomena and metals properties178IntroductionMass transferHeat transfer178178200A K L A H I R I , Indian Institute of Science, India175176
Contents5.45.55.66Fluid flowFurther readingReferencesInterfacial phenomena, metals processing andpropertiesK M U K A I , Kyushu Institute of Technology, 97.1088.18.28.38.48.5IntroductionFundamentals of the interfaceInterfacial properties of a metallurgical melts systemInterfacial phenomena in relation to metallurgical processingFurther readingReferencesThe kinetics of metallurgical reactionsS S R I D H A R , Carnegie Mellon University, USA andH Y S O H N , University of UtahIntroductionFundamentals of heterogeneous kineticsSolid-state reactionsGas solid reactionsLiquid liquid reactionsSolid liquid reactionsGas liquid reactionsComprehensive process modelingReferencesAppendix: notationThermoanalytical methods in metals processingO N M O H A N T Y , The Tata Iron and Steel Company, IndiaIntroductionThermogravimetry (TG)Differential thermal analysis (DTA) and differential scanningcalorimetry (DSC)Evolved gas analysis (EGA) and detection 0270270278290311313318321341346350350356358363365
viiiContentsPart II Improving process and product quality9Improving process design in steelmakingD S I C H E N , Royal Institute of Technology, Sweden9.19.29.39.49.59.69.79.8IntroductionOverview of process designThermodynamics and mass balanceKinetics mass transfer and heat transferOptimization of interfacial idification and steel idification fundamentalsThe growth of solidsThe casting of sing metal working ork hardeningRate effectsInteraction with phase transformationsExamples of material behaviour during processingDevelopment trendsReferences12Understanding and improving powdermetallurgical processesA W C R A M B , Carnegie Mellon University, USAG E N G B E R G , SSAB TunnplaÊt AB and MIK Research AB(MIKRAB) and L K A R L S S O N , Dalarna University, SwedenF L E M O I S S O N and L F R O Y E N , Katholieke Universiteit 12.3IntroductionProduction processes for powdersForming processes towards near-net shape471471486
ConclusionsReferencesImproving steelmaking and steel propertiesT E M I , Royal Institute of Technology, Swedenix500500503IntroductionDeveloping processes and properties with reference to market,energy, and environmentOptimization of processes to meet properties and productivityEconomic optimizationEnvironmental optimizationFuture trendsFurther readingReferences503506523537546550553553Index555
Contributor contact details(* main contact)Chapters 1 and 7Professor H. Y. Sohn*Department of MetallurgicalEngineeringUniversity of Utah135 S 1460 ESalt Lake CityUT 84112-0114USAE-mail: hysohn@mines.utah.eduProfessor S. SridharDepartment of Materials ScienceCarnegie Mellon UniversityPittsburghPA 15213-3890USAE-mail: sridhars@andrew.cmu.eduChapter 2Dr R. E. Aune* and Professor S.SeetharamanDivision of Materials ProcessScienceDepartment of Materials Science andEngineeringRoyal Institute of TechnologySE-100 44 StockholmSwedenE-mail: aune@mse.kth.seE-mail: raman@kth.seChapter 3Professor K. Morita*Department of MetallurgyThe University of TokyoBunkyo-kuTokyo 113-8656JapanE-mail: morita@wood2.mm.t.utokyo.ac.jpProfessor N. SanoExecutive AdvisorNippon Steel CorporationE-mail: sano@re.nsc.co.jpChapter 4Professor K. C. MillsDepartment of MaterialsImperial College of Science,Technology and MedicinePrince Consort RoadSouth KensingtonLondon SW7 2BPUKE-mail: kenmills@tesco.net
xiiContributor contact detailsChapter 5Professor A. K. LahiriDepartment of MetallurgyIndian Institute of ScienceBangalore 560012IndiaCarnegie Mellon UniversityPittsburghPA 15213USAE-mail: metakl@metalrg.iisc.ernet.inChapter 11Dr G. Engberg*MIK Research AB (MIKRAB)TeknikdalenForskargatan 3SE-781 27 BorlangeSwedenChapter 6Professor Emeritus K. MukaiDepartment of Materials Science andEngineeringKyushu Institute of TechnologySensui-ChoTobata-kuKitakyushu 804 8550JapanE-mail: hiro mukai@nifty.comChapter 8Professor O. N. MohantyResearch and Development ServicesThe Tata Iron and Steel Company Ltd11T Kharagpur-721302IndiaE-mail: inChapter 9Professor Du SichenDepartment of Materials Science andEngineeringRoyal Institute of TechnologySE-100 44 StockholmSwedenE-mail: du@mse.kth.seChapter 10Professor A. W. CrambDepartment of Materials Science andEngineeringE-mail: cramb@andrew.cmu.eduE-mail: goran.engberg@mikrab.seDr L. KarlssonDalarna UniversityChapter 12Dr F. Lemoisson* and Professor L.FroyenPhysical Metallurgy and MaterialsEngineering SectionKatholieke Universiteit LeuvenKasteelpark Arenberg 44BE 3001 HeverleeBelgiumE-mail: royen@mtm.kuleuven.ac.beChapter 13Professor T. EmiTakasu 5-1B1905Urayasu-shiChiba 279-0023JapanE-mail: t-emi@yb3.so-net.ne.jp
PrefaceMetallurgy refers to the science and technology of metals. The subject area canbe considered as a combination of chemistry, physics and mechanics withspecial reference to metals. In later years, metallurgy has expanded intomaterials science and engineering encompassing metallic, ceramic andpolymeric materials.Metallurgy is an ancient subject linked to the history of mankind. Thedevelopment of civilisations from stone age, bronze age and iron age can bethought of as the ages of naturally available ceramic materials, followed by thediscovery of copper that can be produced relatively easily and iron that needshigher temperatures to produce. These follow the pattern of the Ellinghamdiagram known to all metallurgists. Faraday introduced the concept ofelectrolysis which revolutionised metal production. Today, we are able toproduce highly reactive metals by electrolysis.The prime objective to produce metals and alloys is to have materials withoptimised properties. These properties are related to structure and thus, physicalas well as mechanical properties form essential parts of metallurgy. Properties ofmetals and alloys enable the choice of materials in production engineering.The book, Fundamentals of Metallurgy is a compilation of various aspects ofmetallurgy in different chapters, written by the most eminent scientists in theworld today. These participants, despite their other commitments, have devoteda great deal of time and energy for their contributions to make this book asuccess. Their dedication to the subject is admirable. I thank them sincerely fortheir efforts.I also thank Woodhead Publishing Company for this initiative which bringsthe subject of metallurgy into limelight.Seshadri SeetharamanStockholm
Part IUnderstanding the effects of processingon the properties of metals
1Descriptions of high-temperaturemetallurgical processesH Y S O H N , University of Utah andS S R I D H A R , Carnegie Mellon University, USA1.1IntroductionMetallurgical reactions take place either at high temperatures or in aqueoussolutions. Reactions take place more rapidly at a higher temperature, and thuslarge-scale metal production is mostly done through high-temperature processes.Most metallurgical reactions occurring at high temperatures involve aninteraction between a gas phase and condensed phases, which may be moltenliquids or solids. In some cases, interactions between immiscible molten phasesare important.High-temperature metallurgical reactions involving molten phases are oftencarried out under the conditions of near equilibria among all the phases; othersuch reactions proceed under the control of interphase mass transfer withequilibria at interphase boundaries. Reactions involving gas solid contact alsooften take place under the rate control of mass transfer with chemicalequilibrium at the interface, but the chemical kinetics of the heterogeneousreactions are more often important in this case than those involving moltenphases. Even in this case, mass transfer becomes increasingly dominant astemperature increases. The solid phases undergo undesirable structural changes,such as fusion, sintering, and excessive reduction of internal porosity andsurface area, as temperature becomes too high. Thus, gas solid interactions arecarried out in practice at the highest possible temperatures before theseundesirable changes in the solid structure become damaging. In the case of hightemperature oxidation, the structure of the product oxide determines the masstransport of gases and ions.The treatment of metals in their molten state, e.g. refining and alloying,involves reactions between the melt and a gas phase or a molten slag. Interfacialreaction kinetics, mass transport in the molten or gaseous phase becomesimportant. The production of metals and alloys almost always involvessolidification, the rate of which is often controlled by the rate of heat transferthrough the mold.
4Fundamentals of metallurgy1.2Reactions involving gases and solidsSince metals occur in nature mostly as compounds (minerals), the first step inthe utilization of the naturally occurring sources is their chemical separation intoelemental forms. More often than not, the first reaction in this chemicalseparation step involves an interaction between the solid-phase minerals and areactant gas.1.2.1 Reduction of metal oxides by carbon monoxide, carbon,or hydrogenMetal oxides are most often reduced by carbon or hydrogen. The reason whyreduction by carbon is treated in this section on gas solid reaction is because theactual reduction is largely effected by carbon monoxide gas generated by thereaction of carbon dioxide with carbon, when carbon is used to reduce metaloxides in solid state. These reactions can in general be expressed as follows:MxO (s) CO (g) xM (s) CO2 (g)yC (s) yCO2 (g) 2yCO (g)Overall, MxO (s) yC (s)(1.1)(1.2) xM (1 ÿ y)CO2 (2y ÿ 1)CO(1.3)The amount y, which is determined by the pCO2 pCO ratio in the product gasmixture, depends on the kinetics and thermodynamics of the two gas solidreactions (1.1) and (1.2). In many systems of practical importance, reaction (1.1)is much faster than reaction (1.2), and thus the pCO2 pCO ratio approaches theequilibrium value for reaction (1.1). The overall rate of reaction (1.3) is thencontrolled by the rate of reaction (1.2) taking place under this pCO2 pCO ratio(Padilla and Sohn, 1979).The reduction of iron oxide is the most important reaction in metalproduction, because iron is the most widely used metal and it occurs in naturepredominantly as hematite (Fe2O3). The production of iron occupies more than90% of the tonnage of all metals produced. The most important reactor for ironoxide is the blast furnace, in the shaft region of which hematite undergoessequential reduction reactions by carbon monoxide (Table 1.1).Table 1.1Reaction3Fe2O3 CO 2Fe3O4 CO2Fe3O4 CO 3FeO CO2FeO CO Fe CO2Equil. CO/CO2ratio at 900 ëCHeat generation(900 ëC)00.252.310.3 kcalÿ8.8 kcal4.0 kcal(1.4)(1.5)(1.6)
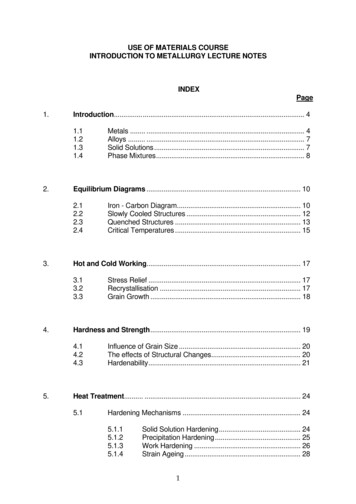
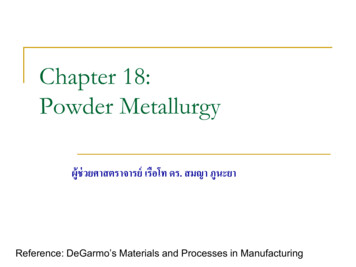
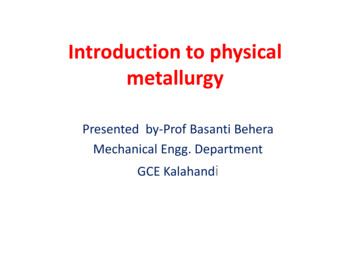
Descriptions of high-temperature metallurgical processes5In the blast furnace, the solid charge flows downward, and the tuyere gas witha high CO/CO2 ratio flows upward. Thus, the tuyere gas first comes into contactwith wustite (FeO), the reduction of which requires a high CO/CO2 ratio, as seenabove. The resulting gas reduces magnetite (Fe3O4) and hematite (Fe2O3) on itsway to the exit at the top of the furnace.The equilibrium percentage of CO in a mixture with CO2 is shown in Fig. 1.1as a function of temperature. Again, it is seen that the equilibrium concentrationof CO for the reduction of hematite to magnetite is essentially zero; i.e., CO iscompletely utilized for the reduction. The equilibrium content of CO for thereduction of Fe3O4 to FeO and that of FeO to Fe depend on temperature. It isalso noted that wustite is a non-stoichiometric compound FexO with an averagevalue of x equal to 0.95 in the temperature range (approximately 600 ëC 1400 ëC) of its stability. The actual value of x and thus oxygen content dependon temperature and CO/CO2 ratio, as illustrated by the curves drawn within thewustite region in Fig. 1.1. Furthermore, the CO/CO2 ratio is limited by theBoudouard reaction given by eqn (1.2) and shown as a sigmoidal curve in Fig.1.1 (for 1 atm total pressure without any inert gas). Thus, the reduction reactionsindicated by the dashed lines to the left of this curve are thermodynamically notfeasible. (In practice, however, reduction by CO to the left of the Boudouardcurve is possible because the carbon deposition reaction (the decomposition ofCO) to produce solid carbon is slow.)1.1 Equilibrium gas compositions for the reduction of iron oxides by carbonmonoxide. (Adapted from Evans and Koo, 1979.)
6Fundamentals of metallurgyThe reduction of iron oxide by hydrogen is important in the production ofdirect reduced iron. This method of iron production is gaining increasingsignificance as an alternative route to the blast furnace technology with themany difficult issues facing the latter, the most important being the problemsrelated to environmental pollution and the shear size of the blast furnace. Directreduction technology for iron encompasses the processes that convert ironoxides into metallic iron in solid state without going through a molten phase. Inthis technology, iron-bearing materials are reduced by reacting with reducingsubstances, mainly natural gas or a coal, at high temperatures but below themelting point of iron. The product, direct reduced iron (DRI), is a porous solid,also known as sponge iron. It consists primarily of metallic iron with someunreduced iron oxides, carbon and gangue. Carbon is present in the range of 1 4%. The gangue, which is the undesirable material present in the ore, is notremoved during reduction as no melting and refining take place during thereduction process. The main usage of DRI products is in the electric arc furnace(EAF). However, due to its superior characteristics, DRI products have foundtheir way into other processes such as blast furnaces, basic oxygen furnaces andfoundries. Globally, DRI comprises about 13% of the charge to the EAF (Kopfleet al., 2001). Nowadays, the percentage of crude steel produced by BOF isapproximately 63%, while that of EAF is about 33%, and the balance 4% ismade up of the open hearth (OH) steel (International Iron and Steel Institute,2004). However, the contribution of EAF to the world crude steel output isexpected to increase to reach 40% in 2010 (Gupta, 1999) and 50% in 2020(Bates and Muir, 2000).Direct reduction technology has grown considerably during the last decade.The main reasons that make this technology of interest to iron and steel makersare as follows:1.2.3.4.5.6.Shortage, unpredictability and high price of scrap.The movement of EAF producers into high quality products (flat products).High capital cost of a coke plant for the blast furnace operation.Desire of developing countries to develop small steel industries andcapabilities.Availability of ores that are not suitable for blast furnace operation.Necessity for increasing iron production within a shorter time frame.There have been major developments in direct reduction processes to cope withthe increasing demand of DRI. DRI production has increased rapidly from 0.80million tons per year in 1970 to 18 million tons in 1990, 44 million tons in 2000,and 49 million tons in 2003 (MIDREX, 2004). The worldwide DRI production isexpected to increase by 3 Mt/y for the period 2000 2010 (Kopfle et al., 2001).Reduction of iron bearing materials can be achieved with either a solid orgaseous reductant. Hydrogen and carbon monoxide are the main reducing gasesused in the direct reduction' (DR) technology. These gases are largely
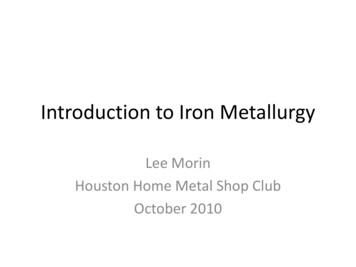
Descriptions of high-temperature metallurgical processes7generated by the reforming of natural gas or the gasification of coke/coal. Inreforming, natural gas is reacted with carbon dioxide and/or steam. The productof reforming is mainly H2 and CO, whereas CO is the main product from coalgasification. Reduction reactions by reducing gases take place at temperatures inthe range of 850 ëC 1100 ëC, whereas those by solid carbon occur at relativelyhigher temperatures of 1300 ëC 1500 ëC. Carburization reactions, on the otherhand, take place at relatively lower temperatures below 750 ëC. For reformingreactions, the reformed gas temperature may reach 950 ëC for the stoichiometricreformer, and 780 ëC in the case of a steam reformer.Various reactions important in direct reduction processes are listed below.Reduction reactionsFe2O3 (s) 3CO (g) 2Fe (s) 3CO2 (g)Fe2O3 (s) 3H2 (g) 2Fe (s) 3H2O (g)FeO (s) CH4 (g) Fe (s) 2H2 (g) CO (g)3Fe2O3 (s) 5H2 (g) 2CH4 (g) 2Fe3C (s) 9H2O (g)C (s) CO2 (g) 2CO (g)(1.7)(1.8)(1.9)(1.10)(1.11)Reforming reactionsCH4 (g) 0.5 O2 (g) CO (g) 2H2 (g)CH4 (g) H2O (g) CO (g) 3H2 (g)CH4 (g) CO2 (g) 2CO 2H2 (g)2CH4 (g) H2O (g) 0.5 O2 (g) 2CO (g) 5H2 (g)CH4 (g) C (s) 2H2 (g)H2O (g) C (s) CO (g) H2 (g)H2O (g) CO (g) H2 (g) CO2 rizing reactions3Fe (s) CO (g) H2 (g) Fe3C (s) H2O (g)3Fe (s) CH4 (g) Fe3C (s) 2H2 (g)3Fe (s) 2CO (g) Fe3C (s) CO2 (g)(1.19)(1.20)(1.21)Direct reduction (DR) processes have been in existence for several decades. Theevolution of direct reduction technology to its present status has included morethan 100 different DR process concepts, many of which have only been operatedexperimentally. Most were found to be economically or technically unfavorableand abandoned. However, several were successful and subsequently improved todevelop into full-scale commercial operations. In some instances, the bestfeatures from different processes were combined to develop improved processesto eventually supplant the older ones.Direct reduction processes may be classified, according to the type of thereducing agent used, to gas-based and coal-based processes. In 2000, DRIproduced from the gas-based processes accounted for 93%, while the coal-based
8Fundamentals of metallurgyprocesses produced 7%. Gas-based processes have shaft furnaces for reducing.These furnaces can be either a moving bed or a fluidized bed. The two mostdominant gas-based processes are MIDREX and HYL III, which combined toproduce approximately 91% of the world's DRI production. Fluid-bedprocesses, by contrast, have recently received attention, because of its abilityto process fine iron ores. These processes are based either on natural gas or coal.A list of the processes together with their relevant characteristics is given inTable 1.2 (MIDREX, 2001).The gaseous (or carbothermic) reduction of nickel oxide, obtained by deadroasting of nickel sulfide matte or concentrate, is an important intermediate stepfor nickel production. In the Mond process, crude nickel is obtained this waybefore undergoing refining by carbonylation. Crude nickel has sometimes beencast into anodes and electrolytically refined. Nickel laterite ores are reduced bycarbon monoxide before an ammoniacal leach. Nickel oxide reduction reactionsare simple one-step reactions, as follows:NiO (s) H2 (g) or CO (g) Ni (s) H2O (g) or CO2 (g)(1.22)Both reactions have negative Gibbs free energy values. For hydrogen reductionit is ÿ7.2 and ÿ10.3 kcal/mol, respectively, at 600K and 1000K. For reductionby CO, the free energy values are ÿ11.1 kcal/mol at both 600K and 1000K. Thethermodynamic data used here as well as below were obtained from Pankratz etal. (1984). The corresponding equilibrium ratio pH2 pH2 O is 2.4 10ÿ3 and 5.6 10ÿ3, respectively, at 600K and 1000K, and the equilibrium ratio pCO2 pCO is9.5 10ÿ5 and 3.7 10ÿ3, respectively, at the same temperatures. Therefore,the reactant gases are essentially completely consumed at equilibrium in bothcases. These reduction reactions are mildly exothermic, the standard enthalpy ofreaction ( Hrë) being ÿ2 to ÿ3 kcal/mol for hydrogen reduction and ÿ11.2 toÿ11.4 kcal/mol for reduction by carbon monoxide.Zinc occurs in nature predominantly as sphalerite (ZnS). The ZnS concentrateis typically roasted to zinc oxide (ZnO), before the latter is reduced to producezinc metal by the following reactions (Hong et al., 2003):ZnO (s) CO (g) Zn (g) CO2 (g)C (s) CO2 (g) 2CO (g)(1.23)(1.24)ZnO (s) C (s) ! Zn (g) CO (g)(1.25)The overall reaction is essentially irreversible ( Gë ÿ12.2 kcal/mol at1400K) and highly endothermic ( Hë 84.2 kcal/mol at 1400K) and thegaseous product contains a very small amount of CO2 at temperatures above1200K (Hong et al., 2003). It is also noted that this reaction is carried out abovethe boiling point of zinc (1180K), and thus zinc is produced as a vapor mixedwith CO and the small amount of CO2 from the reaction. Zinc is recovered bycondensation. Zinc vapor is readily oxidized by CO2 or H2O (produced when
Table 1.2 Characteristics of some DR processesProcessBuilderMIDREXHYLFINMETCIRCOREDIRON rgiREDSMELTSMS DemagIRON DYNAMICS elletLump/pelletFinesFinesFinesDRI/HBIDRI/HBIH
9.1 Introduction 369 9.2 Overview of process design 369 9.3 Thermodynamics and mass balance 375 9.4 Kinetics – mass transfer and heat transfer 385 9.5 Optimization of interfacial reactions 387 9.6 Micro-modelling 393 9.7 Conclusions 396 9.8 References 396 10 Solidificationand steelcastin