Transcription
TECHNICAL PUBLICATION SERIESCORROSIONTECHNOLOGYINTRODUCTIONTO METALLURGYVersion 1.0Copyright 2013The Australasian Corrosion Association IncPO Box 112 Kerrimuir Victoria 3129 Australiawww.corrosion.com.au
The information contained in its publications is intended for general guidance only and in no wayreplaces the services of professional consultants on particular projects.No legal liability for negligence or otherwise can be accepted by the Association for the informationcontained in this publication.No part of this publication may be reproduced in whole or in part, or stored in a retrieval system, ortransmitted in any form or by any means, electronic, mechanical, photocopying, recording orotherwise, without written permission of the publisher.This publication is sold subject to the condition that it shall not be lent, resold, hired out, orotherwise circulated without the publisher’s prior consent in any form of binding or cover other thanthat in which it is published. This condition being imposed on any subsequent purchasers.For information regarding permission, write to:The Chief Executive OfficerThe Australasian Corrosion Association IncorporatedPO Box 112Kerrimuir Victoria 3129AustraliaEmail: aca@corrosion.com.auACA 13: Corrosion Technology – Introduction to Metallurgy. First Edition Published 2013ISBN – 978-0-9875650-2-0.The Australasian Corrosion Association IncorporatedAustralasian OfficeSuites 1 and 3458 Middleborough RoadBlackburn Victoria 3130AustraliaPHONE: 61 3 9890 4833FACSIMILE: 61 3 9890 7866EMAIL: aca@corrosion.com.auWEBSITE: www.corrosion.com.auFor contact information on ACA’s Branches and networks in Queensland, New South Wales,Newcastle, Victoria, Tasmania, South Australia, Northern Territory, Western Australia, and NewZealand see the ACA’s website www.corrosion.com.au.ACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013www.corrosion.com.aui
FOREWORDThe Australasian Corrosion Association has developed the Corrosion Technologytechnical publication series to provide an understanding of how and why corrosionhappens, how it manifests itself and how the relevant methods of corrosionprevention and control operate. This series describes corrosion and its mitigationin general terms, applicable to a wide range of industries. The publication series issuitable for many working in a corrosion-related field and is an integral part of thecertification scheme developed by the Association.The information in this publication series is largely taken from a number of textbooks and from the notes to other ACA courses and publications.CORROSION TECHNOLOGY TECHNICAL PUBLICATION SERIESThe following are included in the series:ACA 2 Corrosion Technology - Introduction1st Edition - 2013ACA 3 Corrosion Technology - The Corrosion Process1st Edition - 2013ACA 4 Corrosion Technology - Predicting Corrosion Reactions1st Edition - 2013ACA 5 Corrosion Technology - Types of Metallic Corrosion1st Edition - 2013ACA 6 Corrosion Technology - Corrosion in Natural Environments1st Edition - 2013ACA 7 Corrosion Technology - Corrosion Control by Design Improvement1st Edition - 2013ACA 8 Corrosion Technology - Corrosion Properties of Metals1st Edition - 2013ACA 9 Corrosion Technology - Environmental Modification1st Edition - 2013ACA 10 Corrosion Technology - Cathodic and Anodic Protection1st Edition - 2013ACA 11 Corrosion Technology - Metallic and Inorganic Coatings1st Edition - 2013ACA 12 Corrosion Technology - Organic Coatings and Linings1st Edition - 2013ACA 13 Corrosion Technology – Introduction to Metallurgy1st Edition - 2013ACKNOWLEDGEMENTThe Australasian Corrosion Association Inc would like to acknowledge Dr RobertFrancis for his contributions to this publication series.ii www.corrosion.com.auACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013
CONTENTSCORROSION TECHNOLOGY INTRODUCTION TO METALLURGY . 11. THE STRUCTURE OF PURE METALS . 12. THE STRUCTURE OF REAL METALS . 33. ALLOYING . 44. STRUCTURE AND PROPERTIES OF STEELS . 65. HEAT TREATMENT OF STEELS . 76. OTHER CONSTITUENTS OF METALS . 87. WELDING . 98. TENSILE PROPERTIES OF METALS . 99. FRACTURE AND FRACTURE TESTING . 11FURTHER INFORMATION . 14WEBSITES. 14BOOKS. 15STANDARDS . 15GLOSSARY OF CORROSION TERMS . 16ACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013www.corrosion.com.auiii
CORROSION TECHNOLOGYINTRODUCTION TO METALLURGYCorrosion processes are generally discussed from an electrochemical point ofview. In many cases of corrosion, however, the point of initiation, the rate of attackand the effectiveness of control measures are related to the various metallurgicalor microstructural features of the metal. Furthermore, a basic understanding of thestructure and properties of metals is an essential part of metal selection. Finally, anumber of metallurgical terms are used throughout this technical publication, andother corrosion literature, which may not be understood by the corrosionist. Abasic knowledge of metallurgy is therefore essential for corrosion technologists.This technical publication reviews some of the elements of metallurgy which are ofrelevance.1. THE STRUCTURE OF PURE METALSMetals have relatively high melting points and boiling points and are goodconductors of heat and electricity. They also possess ductility, the property whichpermits permanent deformation without fracture occurring. These properties arerelated to the nature of the metallic bond. Metals consist of positive ions arrangedin a regular repeating array with a cloud of free electrons surrounding them (seeFigure 1). The attraction between the positively-charged ions and the electrons isresponsible for the properties mentioned above.Figure 1: Simplified picture of themetallic bond.The perfectly regular structures are idealised concepts and, in reality, thestructures of metals and alloys contain many imperfections. Point defects includevacancies caused by missing atoms in the structure, impurity atoms replacing oneof the atoms and interstitials where an extra atom is positioned in an interstitialsite. Point defects can influence physical properties of the metal, such as strengthand behaviour at high temperatures. Creep, for example, which often causes hightemperature failure, is believed to proceed through movement of vacancies.Dislocations are imperfections which form a continuous path of misalignmentthrough a crystal lattice. These cause more significant effects on the metalproperties than point defects. The simplest form of dislocation is called an edgeACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013www.corrosion.com.au1
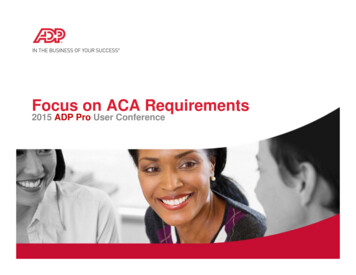
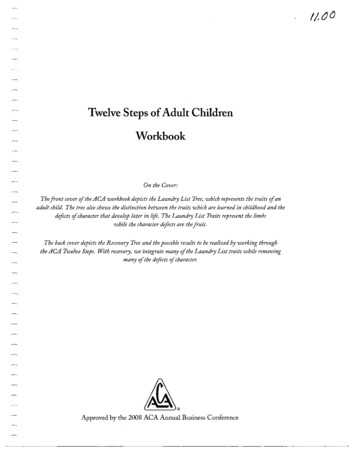
dislocation which consists of an extra half plane of atoms in the lattice.Dislocations can be moved about with relatively low applied forces, and it is themovement of dislocations that produces observed deformation of metals.The mechanism by which dislocations move causing plastic (or permanent)deformation is known as slip. A zone of distortion of the atomic structure formsaround the dislocation so it can easily move along the plane of atoms normal tothe extra plane (see Figure 2). When the slip process is completed, the crystal isagain perfect but with the atoms above the slip plane displaced one unit to theright relative to the atoms below the slip plane. Instead of every bond on the slipplane having to rupture at one instant, the presence of a dislocation means thatonly one row of bonds at a time have to be ruptured for slip to occur.Figure 2: Movement of an edge dislocation causing slip.Dislocations are important defects within crystals. Their density and interactionwith each other and various microstructural features affect the strength andductility of metals. If dislocations are free to move, the metal can be deformed withonly a small applied force so is relatively weak. However, the metal will be ductile,meaning it can be deformed considerably before breaking. On the other hand, ifdislocations are blocked, the metal is more resistant to slip and is stronger.However, if dislocation movement is restricted too much, the metal will becomebrittle. Finding means of preventing dislocation movement to strengthen a metalwithout it becoming too brittle is an important subject so covered in a later section.After undergoing some deformation, metals possess the unique property that theybecome stronger. This phenomenon is known as strain hardening or, morecommonly, work hardening. This behaviour can again be explained in terms ofdislocations and barriers to their movement. As dislocations move, they encounterand interact with other dislocations which impedes further motion. Moreover,mechanisms exist to markedly increase the number of dislocations in a metalundergoing deformation. As a result, the probability of dislocation interaction, andtherefore the strength, increases with the amount of plastic deformation. Thedislocation density, the total length of dislocations per unit volume, in a metalincreases from around a kilometre for each cubic centimetre in an undeformedmetal to around ten million kilometres per cubic centimetre after deformation.2 www.corrosion.com.auACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013
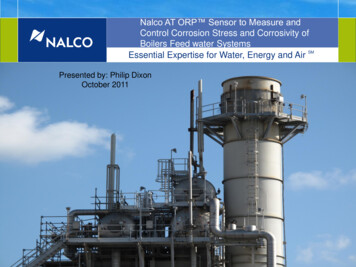
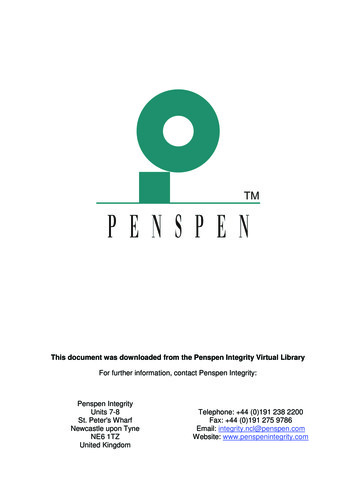
2. THE STRUCTURE OF REAL METALSSo far, metals have been considered as single crystals consisting of a uniformstructure with point and line defects. However, most metals are, in fact,aggregations of many crystals, more commonly called grains. Grains are formedbecause, when molten metal solidifies, it does not take place all at once, but rathersmall particles of solid material form each having their characteristic uniformstructure. These particles act as nuclei onto which other atoms tend to attachthemselves, producing growth of the solid. These grow until they interfere withtheir neighbours. At the places where they interfere, further growth ceases, andthe boundaries between them are known as grain boundaries. A diagrammaticrepresentation of the process of solidification is shown in Figure 3.Figure 3: Stages in the process of solidification of a metal.Grains are the smallest structural units of a metal that are observable with a lightmicroscope. They can be various sizes and shapes within a metal. Typical sizesvary from approximately 0.5 mm for coarse grained metals to 0.005 mm for finegrained metals. They may be ‘equiaxed’, with all grains having approximately thesame diameter, or elongated, where one dimension is many times the other. Thegrain size and shape is controlled by heat treatment and fabrication processes.Figure 4 shows how grain structure changes from equiaxed to elongated after coldrolling of the metal.Figure 4: Grain structure in (a) anunworked and (b) worked metal.(a)(b)ACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013www.corrosion.com.au3
Grains and grain boundaries are very important features of metals havingconsiderable influence on their properties. Grain boundaries are regions of highenergy and can be attacked more rapidly than grains when exposed to a corrosiveenvironment, although generally their effect on corrosion properties is minimal.During solidification, impurities tend to accumulate at the grain boundaries,influencing corrosion and some physical properties. Grain boundaries hinder slipby preventing dislocation movement so the smaller the grains, the greater thegrain boundary density and the stronger the metal.When a metal is subject to plastic deformation, as well as increasing thedislocation density, the grains will be deformed and the grain structure completelydisrupted. There is a limit to the amount of deformation a metal can undergo and itwill fracture if this limit is exceeded. Therefore, heavily cold worked metals areoften annealed which, for non-ferrous metals, means heating to a relatively lowtemperature. This softens the metals by removing internal stresses, decreasingthe dislocation density and by causing new grains to form. Depending on theannealing temperature, these new grains may be very large, which gives a softductile metal or very small giving a strong metal. Annealing is an important way ofchanging mechanical properties of a metal. The term annealing when applied tosteel can have a number of meanings, as discussed in a later section.3. ALLOYINGMetals in their pure form are seldom used in engineering applications, mainlybecause of their low strength. Most metallic materials used in engineering arecombinations of metals known as alloys. Even small amounts of a second elementadded to a pure metal can significantly change the properties. For example, pureiron is a very weak metal, but addition of just 0.1 per cent of carbon increases itsstrength significantly to make it a very useful material. Small amounts ofchromium, nickel and other elements can increase the room temperature strength,high temperature strength and improve the heat treating properties. Adding 12 percent of chromium to iron dramatically improves its corrosion resistance by forminga stainless steel. Therefore a study of alloying, and the different ways elementscan combine, is important in understanding metal properties.Metallic and non-metallic elements can combine in many different ways to formalloys; they may completely dissolve in one another in a similar manner to waterand alcohol, they may remain separate (similar to water and oil), they may formchemical compounds or act in some combination of these.When elements completely dissolve in one another they form a solid solution.This can take place in two ways, shown in Figure 5. In a substitutional solidsolution, the solute atoms take the place of some of the solvent atoms. Forexample, copper will dissolve in nickel in all proportions forming a solid solution.The second form of solid solution is an interstitial solid solution. In these cases,the solute is much smaller than the solvent atoms. Examples are carbon, nitrogenand hydrogen in iron. Adding a second element to a metal makes dislocationmovement harder and provides ‘pins’ to lock dislocations, so the strength of a solidsolution is greater than the solvent.4 www.corrosion.com.auACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013
Figure 5: (a) Substitutional solid solutionand (b) interstitial solid solution.(a)(b)While many alloy systems will show solubility in one another when small amountsof solute are added to the solvent, at higher proportions new components calledphases will appear. One or several chemical compounds may form in many alloysystems where bonding attractions of the components are sufficiently strong.These are often of fixed chemical composition, such as iron carbide (Fe3C) in theiron-carbon system, discussed in the following section. These are known asintermetallic compounds. Such compounds are usually very hard and brittle andare often in the form of small, isolated particles in the matrix. In such a form, theywill provide excellent barriers to dislocation movement so will greatly strengthen ametal. This process is known as precipitation hardening. However, if present inlarger amounts, the metal will be brittle and of little use for engineering purposes.In other cases, two metals combine with one another but only over a limited rangeof compositions. For example, zinc will combine with copper forming brasses. Upto 36 per zinc, a single solid solution known as -brass forms. However, above 36per cent zinc, no more will dissolve in the copper. If more zinc is added, it forms aseparate component known as the phase which is observable under themicroscope. This phase is harder, so a brass consisting of and phases isharder, but less ductile. Above 42 per cent zinc, the brass structure is entirely and such brasses are the strongest available. Above 50 per zinc, different phasesform but such alloys are too brittle to be of commercial use. Many other alloys areformed in similar ways, some with fewer phases, others even more complex thanbrass.Aluminium is alloyed with a range of additions and can be heat treated to improveits properties. Manganese and magnesium are added to form a solid solution withaluminium which has little effect on properties, but such alloys can be hardened bywork hardening. Aluminium alloys with small amounts of zinc, lithium or coppercan be heat treated to form an alloy whose strength is achieved by precipitationhardening. These alloys can be heat treated in such a way that holding at lowtemperatures causes precipitates to grow and strength to increase. This process isknown as age hardening. Specific ageing temperatures and times are required toproduce optimum strength levels. Aluminium alloys containing copper areunfortunately very susceptible to corrosion. Age hardening is also used tostrengthen a group of corrosion resistant nickel-copper alloys known as Monels.ACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013www.corrosion.com.au5
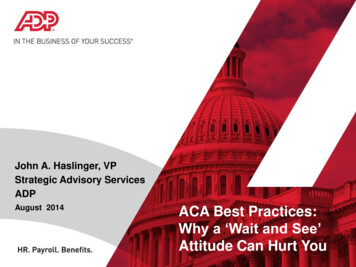
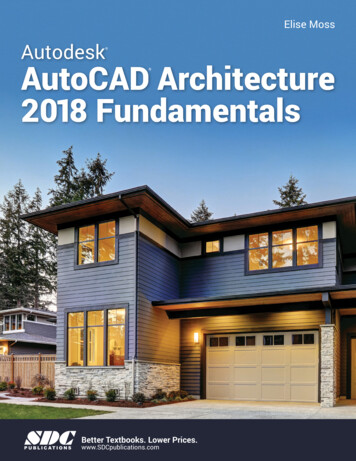
So, in summary, an alloy is made from two or more metals mixed together.Generally, alloys are harder and stronger than the parent metals. The metals maydissolve completely in one another to form a single phase alloy. More commonly, arange of different phases forms with components of different properties which areobservable under the microscope. Sometimes, intermetallic compounds form ofdefinite chemical composition. The structure of such alloys assists inunderstanding the properties of the metal, and how these may be altered bychanging composition, heating and cooling.4. STRUCTURE AND PROPERTIES OF STEELSBecause steel, composed essentially of iron and carbon, is such an importantengineering material, it is worth spending some time looking at the variousstructures which can arise in this metal. The components which appear, and theirproportions, vary with different types of steel and understanding these greatlyassist in explaining their properties. Most of the carbon in steel exists as theintermetallic compound iron carbide (Fe3C), known as cementite. As the carboncontent increases, so does the cementite content. At high temperatures, aboveabout 750 C, low carbon alloys consist of a material known as austenite, or -iron.All the carbon is dissolved in solid solution in this phase. It tends to be a soft,ductile phase but, of course, only exists at high temperatures in carbon steels. Atlower temperatures, the iron changes to two phases. One phase consists ofalmost pure iron, known as ferrite or -iron. Being an almost pure metal, this is asoft phase. The other phase is cementite. The mixture of soft ferrite and hardcementite in a layered structure observed in most steels is given the name,pearlite. It is very strong, but somewhat brittle. Most steels contain free ferrite andpearlite, the lower the carbon content the greater the proportion of free ferrite. Theappearance of a low carbon steel under the microscope is shown in Figure 6.Figure 6: Structure of a low carbon steel. The structure consists offerrite, shown in white and cementite shown in black. The layeredstructure is known as pearlite.As outlined above, ferrite is a very soft but ductile material while cementite is avery hard but brittle material. Therefore, the proportion of carbon has a significanteffect on properties and uses of the steel. Increasing carbon content increasesstrength, but decreases ductility. Applications where ductility is important, such assheet products, tend to be low carbon, while applications where hardness andstrength are important, such as tools and knives, tend to be high carbon. Theseproperties and some applications for simple carbon steels are shown in Figure 7.When the carbon content is greater than 0.8 per cent, brittle free cementite formsat the grain boundaries and causes a drop in tensile strength. In practice, theproperties are usually improved with alloying elements or heat treatment, asdescribed below.6 www.corrosion.com.auACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013
Figure 7: Mechanical properties and uses of plain carbon steels.Alloy steels generally contain the same phases as found in carbon steels. Thevarious alloying elements are added to alter the properties in some way. Forexample, small amounts of titanium, vanadium or niobium form carbideprecipitates which markedly increase the strength. Manganese, silicon andaluminium are added to remove oxygen from the steel while molten. Smallamounts of chromium, nickel and molybdenum improve the strength, especially atelevated temperatures, and heat treatment properties. Larger percentages ofthese elements are used in stainless steels where they give corrosion resistance.Other alloying elements are used for other purposes. Large additions of alloyingelements can considerably change the stability of the phases so, for example,addition of large amounts of nickel or manganese means austenite is stable atroom temperature, and such alloys are soft, single phase steels, which cannot beheat treated but can be hardened by work hardening.5. HEAT TREATMENT OF STEELSHeat treatment involves subjecting the metal to one or more temperature cycles toconfer certain desirable properties. Heat treatment can change the grain size andshape and alter the amount and type of micro-constituents. The simplest heattreatment processes for steel involve relatively low rates of cooling. Normalisingis a common treatment for steels to obtain a structure which is uniform throughout.The metal is heated to around 800 C, held at this temperature for a suitable periodof time to obtain a uniform austenite structure, and allowed to cool in air. Theresulting structure is a fine pearlite and ferrite and normalised steels usually haverelatively high strength and hardness. Thin sections cool faster and have evenfiner grains and pearlite spacing, so tend to be stronger than heavy sections. Anumber of other equilibrium treatments can also be carried out and classifiedunder the general term annealing. These are employed to reduce hardness,remove residual stresses, improve toughness, restore ductility, refine grain size,reduce segregation or alter other properties of the steel.Most heat treatment of steels involves heating and rapid cooling of the metal andthe structures which form are completely different. To harden a steel, it is heatedinto the austenite region so all the carbon is dissolved to form a single phase, thenquenched. As a result of quenching, the transformation to ferrite and cementitedoes not have time to occur but rather a new structure known as martensite formswhich is extremely hard, but very brittle. Whether or not martensite forms dependson the carbon and alloy content and the cooling rate, which must be quite high forACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013www.corrosion.com.au7
carbon steels to harden. Such high cooling rates tend to cause cracking,especially in thick sections. Alloy additions such as chromium tend to causemartensite formation at slower cooling rates; sometimes even with air cooling, andlarge items are usually made from alloy steels if they are to be heat treated. Brittlemartensite is undesirable in normal steels and cooling after welding cansometimes cause its formation. Conditions under which martensite can form arevery important to welding engineers as well as heat treaters.If medium carbon steel is cooled in air, pearlite will form while if it is quenched inwater, martensite will result. A slower quench than water, such as oil, results inmartensite and pearlite. Between the water and oil quench will be a criticalcooling rate which is required if the structure is to be completely martensitic. Thiscooling rate is important as it determines the depth to which a fully martensiticstructure, and therefore maximum hardness, can be obtained in a large structure.Conversely, if a martensitic structure is not required, such as in welding of carbonsteel structures, a cooling rate faster than the critical cooling rate is undesirable asit can cause brittle martensite to form resulting in cracking.A steel with a martensite structure is far too brittle for most engineeringapplications and not used in this form. Instead, it is heated in the range 200 to500 C, a process known as tempering, during which stresses are relieved andcarbides precipitate. As a result, a steel with a tempered martensite structure is astrong and tough material. By controlling the tempering temperature, a range ofstrengths and other properties can be obtained.6. OTHER CONSTITUENTS OF METALSCommercial alloys always contain unwanted impurities as a result of variousprocessing treatments. For example, manganese sulphides, oxides and silicatesare frequently present in steel. These are commonly known as non-metallicinclusions or simply inclusions. Steel with a high content of inclusion is knownas ‘dirty steel’. Most steels produced these days are relatively ‘clean’ and areknown as killed steels in which most of the oxygen has been removed by theaddition of manganese, silicon or aluminium. The products of such deoxidationgenerally rise to the surface and are removed with the slag. Killed steels tend tohomogeneous in structure with low non-metallic inclusion content. In the past,sheet steels had little if any deoxidation and are known as rimmed steels. Theseoften have oxides and other impurities in the centre and have varying chemicalcomposition. However, they have a very good surface finish without inclusionswhich provides good adhesion for specialised coatings, especially vitreousenamels and electroplated coatings. Modern steelmaking techniques require allsteels to be killed, and even sheet steels these days are in this form. Inclusionsare found in other commercial alloys. Iron and silicon-rich inclusions are commonimpurities in aluminium alloys. Inclusions can effect some mechanical propertiesby reducing ductility and fatigue strength and can influence corrosion behaviour.For example, sulphide inclusions are known to be initiation sites of pittingcorrosion in steel and stainless steels. They are also the initiation sites forhydrogen cracking and blistering.8 www.corrosion.com.auACA 13 – Corrosion Technology – Introduction to Metallurgy The Australasian Corrosion Association Inc 2013
There are other defects in metals which can influence physical and corrosionproperties of metals. Castings, for example, often contain areas of porosity due toshrinkage on cooling, the presence of gases or moisture or entrapment of air.Rolled or other formed products may contain laps and folds worked into thesurface. Cracks can arise during casting, forging or welding due to uneven rates ofcooling.7. WELDINGWelding is a common procedure for joining materials when fabricating equipmentand structures. The application of heat can have a marked effect on themechanical, metallurgical and corrosion properties of the parent metal. Some ofthe characteristics of welding that influence corrosion properties are: The metallurgical structure of the weld and surrounding regions (the heataffected zone or HAZ) is different from the wrought parent metal. The heat maycause phase transformations or precipitation to occur in these regions. Forexample, welding can cause precipitation of chromium carbides in the grainboundaries of certain types of stainless steels, dramatically influencingcorrosion properties. The heat may produce high residual stresses in and adjacent to welds. This willinfluence the possibility of stress-related corrosion occurring, such as stresscorrosion cracking, hydrogen induced cracking or corrosion fatigue. As a result of rapid cooling of the weld metal or adjacent parent metal, brittlemartensite can form in a steel. The likelihood of cracking in a weld heat affectedzone depends on the composition of the metal and the presence of hydrogen.Special welding procedures have to be used when the composition of the steelis such that martensite may form. Poor welding techniques can lead to crevices, spatter, flux residues, porosity,slag inclusions, and many other faults which are potential corrosion initiationsites.Despite these problems, welding is by far the best and soundest method of joiningmetals.8. TENSILE PROPERTIES OF METALSOf all the tests used to evaluate the mechanical properties of metals, the tensiletest is probably the most useful. As well as d
ACA 13 Corrosion Technology – Introduction to Metallurgy 1st Edition - 2013 ACKNOWLEDGEMENT The Australasian Corrosion Association Inc would like to acknowledge Dr Robert Francis for his contributions to this publication series. ACA 13 – Corrosion Technology – Introdu