Transcription
TORNO CNCPS400PS400ÍNDICE
PARÁGRAFOPÁGINASeção 0: DESCRIÇÃODescrições funcionais e dimensionais . 4Folha de verificação. 5Introdução . . 6Seção 2: INSTALAÇÃOPlano de fundação e ancoragem . 8Plano e medidas gerais da máquina . . 9Instruções de instalação . 10Içamento, retirada da embalagem da máquina . 10Limpeza inicial . 10Lubrificação . 10Diagrama de lubrificação . 11Instruções de nivelamento . 12Início da operação . 12Seção 3: FUNCIONAMENTONomenclatura das partes visíveis . 14Desenho das partes visíveis . 15Instruções de montagem das placas. 16Seção 4: MANUTENÇÃOAjuste das correias de transmissão . 19Correção do descentramento do cabeçote . 19Deslocamento lateral do contraponto. 21Ajuste da alavanca de fixação do contraponto . 21Nariz do eixo principal. 22Seção 5: PEÇAS DE REPOSIÇÃOProcedimento para solicitação de peças de reposição. 24Índice de nomenclaturas e ilustrações das peças de reposição. 25Seção A: TRABALHAR COM SEGURANÇAMecanismos de segurança . 6AMedidas de segurança. 7AInformação elétrica . 8ANormas gerais de segurança . 15ARiscos e acidentes. 19AEmissão de ruídos . 24ATroca de correias e codificadores . 25A
DESCRIÇÕES FUNCIONAIS E DIMENSIONAISMustang - 200CAPACIDADEmmAltura de pontos.200Distância entre pontos.900DiâDiâmetro sobre o barramento.400Diâmetro permitido sobre o carro longitudinal.370Diâmetro permitido sobre o carro transversal.210Largura do barramento.300CABEÇOTEOrifício do fuso principal.65Nariz do fuso principal.CAMLOCK - n 6DIN 55027 - n 6Cone Morse do fuso principal.5Faixa de velocidades.0-3000AVANÇOS E ETAPASAvanço de trabalho Z.X (mm/min.).0 - 7000Deslocamentos rápidos Z.X (m/min.).10CONTRAPONTODiâmetro do eixo do contraponto.58Deslocamento do eixo do contraponto.155Cone Morse do contraponto.4MOTORESPotência do motor principal em Kw.11kWPotência do motor do eixo Z C.A.Brushless em Nm.7.9Potência do motor do eixo X C.A.Brushless em Nm.3.9Potência do motor da bomba em Kw.0,57LUNETASCapacidade mínima / máxima da luneta fixa.10 - 130Capacidade mínima / máxima da luneta móvel.10 - 80-3-
INTRODUÇÃOJUNTO COM A MÁQUINA, SERÁ ENVIADO ESTE MANUAL DE INSTRUÇÕES, CUJALEITURA TOTAL E OBSERVAÇÃO DE SEU CONTEÚDO SÃO RECOMENDADAS.A MISSÃO DESTE MANUAL, ALÉM DAS INSTRUÇÕES PARA O INÍCIO DAOPERAÇÃO DA MÁQUINA E EXCLARECIMENTOS RELATIVOS AOS CASOS QUEOCORRAM DURANTE TAL PROCESSO, TEM POR OBJETIVO A SOLUÇÃO DEDÚVIDAS QUE POSSAM SURGIR COM RELAÇÃO A QUALQUER MECANISMO,CONSULTANDO, PARA TANTO, O NÚMERO DA PÁGINA DEDICADA AO ITEM.CERTIFICADO DE VERIFICAÇÃOTIPO/MODELO DA MÁQUINA:NÚMERO DE FABRICAÇÃO:FABRICANTE: METOSACERTIFICAMOS PELA PRESENTE QUE:- A MÁQUINA, CUJOS DADOS FORAM ANTERIORMENTEVERIFICADA DE ACORDO COM AS NORMAS D.I.N. 8606INDICADOS,FOI- A VERIFICAÇÃO COMPROVOU A OPERAÇÃO CORRETA DA MÁQUINA EM TODOSOS SEUS ASPECTOS.- A MÁQUINA É FORNECIDA DA FÁBRICA SEM NENHUM DEFEITO DE FABRICAÇÃO,CUMPRINDO AS EXIGÊNCIAS DO REGULAMENTO DE SEGURANÇA EM MÁQUINAS.- NÍVEL SONORO 85dB. NAS SEGUINTES CONDIÇÕES:FUNCIONAMENTO NO VAZIO E A 80% DA VELOCIDADE MÁXIMA DO EIXO.COM O DISPOSITIVO DE SUJEIÇÃO DA PEÇA MONTADO E ATIVADO.COM OS DISPOSITIVOS AUXILIARES DE MANUSEIO E OS CARROS PARADOS.COM OS DISPOSITIVOS DE ELIMINAÇÃO DE FRAGMENTOS EM FUNCIONAMENTO(SE FOR FORNECIDO).NOTA: OS DADOS INDICADOS SÃO NÍVEIS DE EMISSÃO E NÃO SÃONECESSARIAMENTE NÍVEIS SEGUROS DE TRABALHO. ENQUANTO HOUVER UMACORRELAÇÃO ENTRE OS NÍVEIS DE EMISSÃO E A EXPOSIÇÃO, ESTES NÃOPODEM SER UTILIZADOS DE MANEIRA CONFIÁVEL PARA DETERMINAR SE ESQUEINFLUENCIAM NO NÍVEL REAL DE EXPOSIÇÃO DO PESSOAL, INCLUINDO ASCARACTERÍSITCAS DA OFICINA, AS OUTRAS FONTES DE RUÍDOS, ETC., POREXEMPLO, O NÚMERO DE MÁQUINAS, OUTROS PROCESSOS ADJACENTES E ADURAÇÃO DA EXPOSIÇÃO AO RUÍDO DE CADA OPERÁRIO, ALÉM DO NÍVEL DEEXPOSIÇÃO ADMISSÍVEL, PODEM VARIAR DE UM PAÍS PARA OUTRO. ESTAINFORMAÇÃO, NO ENTANTO, PERMITIRÁ A UTILIZAÇÃO DO TORNO PARAEFETUAR UMA MELHOR AVALIAÇÃO DOS PERIGOS E RISCOS.
NOTA: OS TESTES DE VERIFICVAÇÃO E ENSAIOS QUE CONSTAM NA FOLHA DENORMAS, E QUE FORAM EFETUADOS NA FÁBRICA, DEVEM SERAUTENTICADOS ANTES DE COLOCAR O TORNO EM FUNCIONAMENTO,DEVENDO ESTAR DE ACORDO COM AS OBTIDAS NAS REFERIDAS FOLHAS DEVERIFICAÇÃO.PARA ESTA OPERAÇÃO, DEVE SER UTILIZADO UM NÍVEL CENTESIMAL.RECOMENDAMOS UMA REVISÃO PERIÓDICA DO NIVELAMENTO, ATÉ QUETENHA TRANSCORRIDO O TEMPO DE ASSENTAMENTO DAS CIMENTAÇÕES.
FUNDAÇÃO
2980NOTA: Desenho meramente ilustrativo.
- INSTRUÇÕES DE INSTALAÇÃOA qualidade do trabalho produzido pela máquina depende principalmente daexperiência e habilidade de seu operador e, portanto, é de suma importância proporcionarao operário e à máquina as melhores condições possíveis.A iluminação é uma condição importante para os melhores resultados. A luz natural é amelhor, mas, da mesma forma, a luz artificial é satisfatória se possuir sombras mínimas efor de intensidade suficiente. Um ambiente quente e seco é um bom local para ainstalação do novo torno, assim como com suficiente folga de espaço entre as laterais, eisolado do local de passagem do recinto, permitindo, assim, um espaço suficiente para ooperário e para a manutenção.A vibração pode causar dano a qualquer torno, pode afetar adversamente ofuncionamento da máquina e os resultados do trabalho nas peças. É recomendável umsolo de cimento, não obstante, qualquer fundação sólida é admissível, desde que possasustentar a máquina de forma sólida. A colocação da máquina sobre suportesantivibratórios é recomendada em outras ocasiões.- IÇAMENTOA máquina deve ser içada utilizando faixas de acordo com o indicado no desenho,desde que tomadas às precauções necessárias. O carro e o contraponto devem estardeslocados em direção ao extremo da bancada para que seja obtida uma condição deequilíbrio sob o gancho.- RETIRADA DA EMBALAGEM DA MÁQUINASitue o torno em um local próximo à sua localização final permanente antes deproceder à retirada da embalagem da máquina. Se a embalagem mostrar sinais depossíveis danos de transporte, tome as precauções necessárias para não danificar amáquina ao retirar a embalagem. Se algum dano for localizado, este deve ser notificadoimediatamente ao transportador e/ou ao expedidor para estabelecer qualquer reclamaçãoque possa aparecer.Inspecione a máquina completa e cuidadosamente e certifique-se de que todo omaterial, tais como documentos de embarque, manuais e acessórios fornecidos com amáquina, tenham sidos recebidos.PRECAUÇÃONÃO DESLOQUE O CARRO OU O CONTRAPONTO ATÉ QUE O TORNO TENHA SIDOLIMPO E ENGRAXADO DE ACORDO COM O EXPLICADO NOS CAPÍTULOSSEGUINTES.- LIMPEZA FINALO novo torno deve ser completamente limpo depois de desembalado, para assegurarque todas as suas partes móveis e superfícies de deslizamento não possam estardanificadas ao operar a máquina. Cada unidade sai da fábrica com todas as suas partespolidas e superfícies de deslizamento convenientemente engraxadas, para evitaroxidações no período de tempo que transcorre entre a entrega e o inicio de sua operação.
Elimine todos os invólucros e limpe todas as superfícies com um desengordurante paraabrandar e eliminar graxas protetoras e películas.Limpe todas as superfícies com um algodão limpo e lubrifique o torno de acordo com oexplicado no capítulo seguinte, antes de começar a operar com a máquina e conectar aenergia.PRECAUÇÃONÃO UTILIZE AR COMPRIMIDO PARA LIMPAR OU SECAR A MÁQUINA DEPOIS DALIMPEZA, O FLUXO DE AR PODERIA ARRASTAR PARTÍCULAS CONTRAS ÁREASSENSÍVEIS, DANIFICANDO-AS.- LUBRIFICAÇÃOA lubrificação é realizada automaticamente a partir de uma unidade de lubrificaçãocentralizada, situada no lado direito do caro longitudinal. A capacidade de depósito de óleoé de 1 litro.Quando o nível de óleo baixa, uma mensagem aparecerá na tela do monitor (NÍVELDE ÓLEO BAIXO) e, caso esteja trabalhando no modo automático, o programa seráinterrompido; a lubrificação é realizada durante 10 segundos, de forma automática, a cadaé possível45 minutos, sendo possível modificá-la. Ao mesmo tempo, através da teclalubrificar manualmente durante o tempo que se creia necessário, depois é preciso desligara tecla para encerrar o programa.Há uma válvula distribuidora de óleo no mandril que distribui o óleo aos pontos: dasporcas dos fusos, do carro transversal, do carro longitudinal e das guias da bancada.Da mesma forma, devem ser lubrificados os pontos do desenho anexo.Utilize alguns dos tipos de óleo recomendados na tabela, na qual aparece uma listadas principais empresas, marcas e suas séries, com óleos de máquinas de se ajustam àsnossas especificações. Esta tabela pode ser utilizada em comparação com ascaracterísticas de qualquer outra marca de sua preferência.MUITO IMPORTANTEVERIFIQUE SEMANALMENTE O FUNCIONAMENTO CORRETO DO SISTEMAAUTOMÁTICO DO SISTEMA DE LUBRIFICAÇÃO, VERIFICANDO VISUALMENTE SE OLUBRIFICANTE CHEGA EM QUANTIDADE SUFICIENTE A TODAS AS GUIAS DECARROS E AOS FUSOS LONGITUDINAL E TRANSVERSAL.
Esta localizada na partetraseira da máquinaPremiumSAE 30Óleo EssoÓleo de K100 ÓleoRenolinextraMobiloil A Motorde Motor30Motor 3SAE 3030Guias 68 Febis K68Vactra N 2 Zeus Óleo Tonna RENEPLCguia68 T68 (XHVI)2
NIVELAMENTOUma vez assentadas as bases em seus locais, proceda ao nivelamento, seguindoas indicações aconselhadas:- Coloque níveis de precisão (0,05 mm/mt) sobre o carro transversal, conforme indicadona figura.- Posicione o carro longitudinal sobre o centro da bancada e opere com os 4 tensoresextremos (C) até conseguir uma leitura aproximada nos níveis.- Desloque o carro longitudinal sucessivamente até o cabeçote e o contraponto,operando com os 4 tensores extremos (C) até conseguir uma leitura de 0,05 mm/mt nosníveis.- Opere sobre os tensores (D) até conseguir que exerçam pressão sem variar onivelamento.É CONVENIENTE REALIZAR UMA VERIFICAÇÃO COMPLETA, PERIODICAMENTE.INÍCIO DA OPERAÇÃOSomente pessoal qualificado pode realizar a conexão elétrica da máquina.Conecte o motor e os controles a uma fonte de corrente elétrica adequada, de acordo comtodos os códigos locais. Antes de conectar o motor, assegure-se de que todas aspotências e outros requerimentos de corrente do motor estão ajustados à fonte depotência elétrica. Quando a conexão estiver completa, verifique se a fase (rotação) dosmotores de refrigeração e torre porta ferramenta estão corretas, averiguando se o giro doeixo principal ou do prato se move para frente quando a alavanca posta de operação estáabaixada.
PARTES VISÍVEIS DOS TORNOS CNCItem12345678910111213141516DescriçãoGabinete elétricoProteção do cabeçoteCortinaPé frontalProteção dos cabosTecladoTelaTorreBase da torreContrapontoProteção frontalBotão de emergênciaVolante manual do eixo X e ZFuso padrão eixo ZProteção frontalPé traseiroO desenho é somente ilustrativo, podendo não corresponder exatamente ao desenho que lhe foi fornecido.
INSTRUÇÕES DE MONTAGEM DAS PLACAS* DIN 55027 *- Inserir todas as cavilhas (B) no contraplaca da placa.- Colocar as porcas e arruelas em suas cavilhas (B).- Girar o disco da baioneta (A) no sentido horário, até o tampão.Uma vez girado, o furo (C) do disco da baioneta deve coincidir com o furo do nariz doeixo.- Girar de novo o disco da baioneta (A) em sentido anti-horário até o tampão e apertaras porcas adequadamente.Casquilho do tampãoDisco da baionetaNariz do fusoCavilha (B)Porca com aro* CAM-LOCK *Insira todas as cavilhas na contraplaca da placa, até que a linha circular de referência(F) esteja alinhada com a parede da contraplaca (Fig. 2) e as ranhuras semicircularesestejam alinhadas com os furos dos fusos de bloqueio ou com o disco excêntrico.Coloque os parafusos de bloqueio (E) em cada cavilha (D) e aperte adequadamente.Assegure-se de que as duas faces de contato (placa e eixo) estejam bem limpas elivres de impurezas.- AGORA A PLACA PODE SER MONTADA Antes de prender a placa ao nariz do eixo, verifique se a linha de referência do discoexcêntrico coincide com a linha de referência de cada alojamento no nariz do eixo(posição desbloqueada).Nestes alojamentos, também existem duas marcas (V), uma a 90 e outra a 180 dalinha de referência (I). A área compreendida entre 0º e 90º é a área de ligação e aárea de 90 a 180 é de segurança.Prenda a placa na posição adequada e aperte os discos excêntricos girando emsentido horário com a chave fornecida para tal fim.Se a linha de referência do disco excêntrico não estiver na área de 90 a 180 , a placadeve ser retirada e essa cavilha em particular deve ser ajustada novamente.MODO DE AJUSTE DA CAVILHA CAM-LOCK- Solte e retire o parafuso de bloqueio (E).- Gire a cavilha (D) em uma volta completa para dentro ou para fora, conforme sejanecessário.
- Coloque o parafuso de bloqueio (E) novamente em seu alojamento e torne aapertá-lo.NÃO COLOQUE NENHUMA PLACA DE OUTRA MÁQUINA SEM ANTES VERIFICARO AJUSTE CORRETO DE CADA UMA DAS CAVILHAS COM SEUS DISCOSEXCÊNTRICOS.
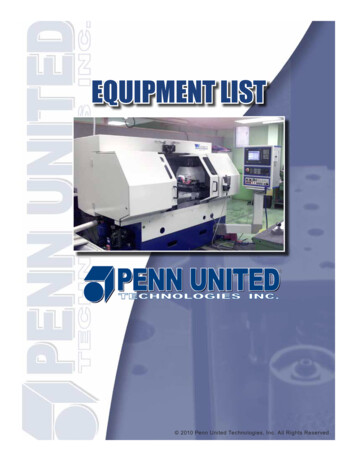
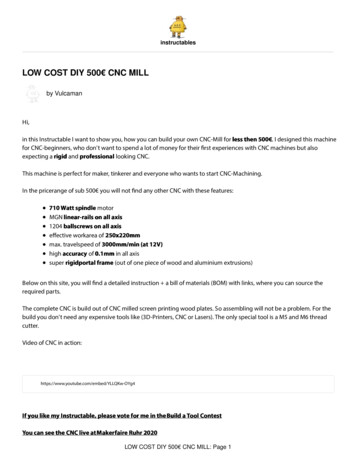
AJUSTE DAS CORREIAS DE TRANSMISSÃOAs correias saem da fábrica com a tensão regulada.O ajuste da tensão é realizado afrouxando ou apertando o parafuso (H) até chegar àtensão adequada.CORREÇÃO DO DESCENTRAMENTO DO CABEÇOTEO descentramento do cabeçote ou a falta de paralelismo do cabeçote com a bancada écorrigido ajustando as porcas (J) em um sentido ou outro, conforme seja necessário.Para tanto, antes é necessário afrouxar os quatro parafusos de fixação do cabeçote ou dabancada.IMPORTANTE: Antes de realizar a correção do descentramento do cabeçote, paradeterminar o torneado cônico, assegure-se de que o nivelamento esteja correto, conformeo indicado na página 12.LIMPEZA DO TUBO DE RETORNO DO FLUIDO DECORTE DO CABEÇOTEIMPORTANTE: É necessário manter o tubo de retorno do fluido de corte limpo defragmentos e impurezas.LIMPAR
AJUSTE DA TENSÃO DA CORREIA DO MOTOR (H)CORREÇÃO DO DESCENTRAMENTO DO CABEÇOTE(J)
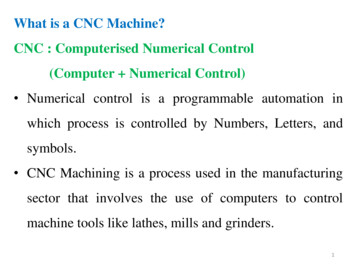
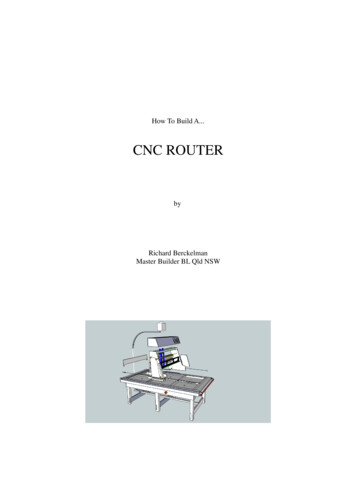
CORREÇÃO DO DESCENTRAMENTO LATERAL DOCONTRAPONTO- Afrouxe as porcas (D).- Afrouxe os parafusos (E).- Afrouxe os parafusos (F).- Afrouxe o parafuso (G2) e aperte o parafuso (G1), caso seja necessário deslocar ocontraponto para o lado do operário.- Afrouxe o parafuso (G1) e aperte o parafuso (G2), caso seja necessário deslocar ocontraponto para o lado contrário.- Volte a apertar os parafusos (F) para deixar o contraponto fixado com o deslocamentolateral necessário.- Aperte novamente os parafusos (E) e as porcas (D).As marcas de alinhamento (H) na parte direita podem ser utilizadas como referência paradeslocar o contraponto novamente à sua posição de origem.AJUSTE DAS GUIAS DO CARRO TRANSVERSALIMPORTANTE: Realizar o primeiro reajuste depois de 200 horas de trabalho.- A folga nas guias do carro é corrigida por meio da régua cônica, localizada na partedireita do carro transversal.Para realizar a correção, ajuste o parafuso (G) localizado na parte posterior do carro,afrouxando-o. Em seguida, aperte o parafuso (H) localizado na parte anterior do carro, atéconseguir o ajuste adequado.Uma vez alcançado o ajuste adequado, volte a apertar o parafuso (G) para fixar a réguaem sua posição correta.
PARAFUSO DE DESLOCAMENTO LATERALMARCAS DE ALINHAMENTOTRAVA DO CONTRAPONTORÉGUAS CÔNICAS DE AJUSTE
* INDICAR O MODELO DA MÁQUINA* INDICAR O NÚMERO DE FABRICAÇÃO DA MÁQUINAEste se encontra gravado na extremidade da bancada, na área de alívio das guias, (verdesenho).* COM REFERÊNCIA AO CONJUNTO DESEJADOIndicar:- N da página do manual.- Número da peça e denominação.Ao localizar a peça no desenho ilustrativo (pág. direita), na pág. anterior ou na pág.esquerda, localize também o N . da peça e denominação.- Indique a quantidade ao fornecedor.* Ao solicitar peças de reposição que possam variar em seu comprimento, indique adistância entre os pontos da máquina.* Ao solicitar a reposição do fuso padrão ou da porca do fuso padrão, indique se o fuso éMM ou T.P.I.Nº da máquina
ÍNDICE DE PEÇAS DE REPOSIÇÃOCONJUNTOPÁG.- CABEÇOTE - Eixo principal27- CABEÇOTE - Eixo de saída29- CABEÇOTE - Tensores do cabeçote31- FUSO COM ESFERAS DO EIXO "Z"35- FUSO COM ESFERAS DO EIXO "X"39- VOLANTES DO EIXO "Z" e "X"41- TORRE AUTOMÁTICA43- TORRE DE MUDANÇA RÁPIDA45- TORRE MANUAL47- TORRE MH49- CONTRAPONTO51- BANCADA - PÉS53- LENTES - CAPACIDADE55- PROTEÇÃO FRONTAL E POSTERIOR57
CABEÇOTEItem Peça nº.1A 15.01.011641B 15.01.011632DIN 913301.01.001314567891011121314DescriçãoEixo principal CAM-LOCK Nº6Eixo principal DIN 55027 Nº6Parafuso Allen M12 x 10Bucha da porca de ajusteQtdd113315.01.01043 Contraporca do eixo principal15.01.01413 Polia dentada do eixo principal15.01.01408 Polia dupla do eixo principalCorreia POLY-V-Perfil PK Lefe. 1015 (9canais)15.01.01157 Casquilhos de aperto dosrolamentosDIN 625Rolamentos 6016- 2Z1113DIN N 91.215.01.01024DIN DIN 91201.01.0006701.01.00054DIN 688501.01.000552627DIN N 01.01155DIN 91215.01.0003315.01.00225DIN 6885DIN 7984DIN 933DIN 93415.01.00099DIN 62515.01.0003215.01.01034Parafuso Allen M10 x 10Bucha da porca de ajusteContraporca do eixo principalCasquilho de aperto dosrolamentosParafuso Allen M6 x 20Tampa do eixo principalRolamento 7018 ET 3ULP4Casquilho separador derolamentosCasquilho separador derolamentosProteção dos rolamentos do eixoprincipalParafuso Allen M8 x 25Casquilho do disco da baionetaDisco da baionetaChaveta 12 x 7 x 120Casquilho do nariz do eixoprincipalParafuso Allen M8 x 15Casquilho cônico do eixoprincipalParafuso Allen M8 x 30Ponto fixo do eixo principalChave excêntricaDisco excêntrico Cam-LockMola excêntricaParafuso excêntricoParafuso Allen M8 x 60Arruela da biela do codificadorBiela do codificadorChaveta 6 x 6 x 15Parafuso Allen M6 x 15Parafuso hexagonal M8 x 35Porca hexagonal M8Eixo da polia ENCODERSRolamento 6004-2ZTampa da biela do codificadorPolia dentada do codificadorItem Peça nº.Descrição51 DIN 7984 Parafuso Allen M6 x 1552 15.01.00081 Suporte para codificador53 DIN 912Parafuso Allen M8 x 2554 15.01.00176 Placa de fixação docodificador55 15.01.00171 Casquilho56 Placa de Interconexão Inamatic 174 6V257 DIN 912Parafuso Allen M6 x 15Qtdd21311112160616263646515.01.00232 Biela do codificadorDIN 912Parafuso Allen M8x60DIN 471Anel elástico A-1415.01.01107 Polia dentada do codificadorDIN 6885 Chaveta 5 x 6 x 25DIN 912Parafuso Allen M5 x 20111111613166Codificador A860-0309-T302117211021111121166611111111117071DIN 912Parafuso Allen M8 x 2015.01.01407 Tampa traseira do eixoprincipalDIN 6885 Chaveta 12 x 7 x 16611
45464748495015.01.00035 ArruelaDIN 912Parafuso Allen M6 x 15Correia 850 5M 09Codificador 1024DIN 912Parafuso Allen M3 x 12Acoplamento elástico EK9/21 (66)111131
EIXO ZItem Peça nº.DescriçãoQtdd Item Peça nº.Descrição1 DIN 914Parafuso M6 x 10349 12.02.10048 Arruela de aperto da tampa2 12.02.10041 Porca de aperto150 12.02.10052 Tampa do rolamento3 12.02.10042 Polia 48-5M 34151Rolamento 6004 2-Z4 DIN 7984 Parafuso Allen M6 x 201052 12.02.10051 Casquilho do separador5 12.02.10036 Tampa da lateral do cabeçote16 DIN 3760 Fecho 32 x 45 x 717 12.02.11005 Casquilho do tampão dos rolamentos 18 DIN 628Rolamento 7205 CTDUH P4V29 12.02.10003 Tampa frontal110 DIN 912Parafuso Allen M8 x 20911 DIN 3760 Fecho 40 x 52 x 7112 DIN 6885 Chaveta 6 x 6 x 30113 12.02.10012 Fuso de esferas de Torno 1000113 12.02.10011 Fuso de esferas de Torno 1500113 12.02.10013 Fuso de esferas de Torno 2000113 12.02.10014 Fuso de esferas de Torno 3000114 DIN 931Parafuso hexagonal M8 x 20115 12.02.11015 Suporte do fuso da lateral do1contraponto16 DIN 912Parafuso Allen M8 x 80117 DIN 912Parafuso Allen M8 x 65218 12.02.10038 Tampa da lateral do contraponto119 DIN 912Parafuso Allen M6 x 15620 DIN 625Rolamento 6205-2RS - 2ª opção13205B21 12.02.10039 Tampa da lateral do contraponto122Correia 400-5M 34123 12.02.11032 Suporte do fuso da lateral do1cabeçote24 DIN 7979 Filtro cilíndrico Ø10 x 35225 DIN 913Pino M6 x 155226 DIN 125Arruela plana Ø 6227 DIN 934Porca M6228 DIN 912Parafuso Allen M10 x 75529 12.02.10043 Polia 24-5M 34130 DIN 6885 Chaveta 6 x 6 x 30131Motor Fagor132 DIN 933Parafuso hexagonal M 10 x 35433 DIN 7984 Parafuso Allen M8 x 50134 10.02.10044 Casquilho135 DIN 472Anel elástico J35136 DIN 625Rolamento 6202 2RS237 12.02.10045 Rolo tensor da correia138 12.02.11045 Casquilho do tensor139 08.03.01083 Placa140 12.02.11046 Casquilho de suplemento141 DIN 933Parafuso hexagonal M 10 x 25142 DIN 912Parafuso Allen M6x25143 12.02.11121 Tampão do tensor144Proteção do fuso padrão145 ISO 7380 Parafuso Gota de Sebo Allen M6x15 6/846Motor Fanuc147Chaveta média do eixo148 12.02.10046 Polia 24-5M 341Qtdd1111
EIXO XItem Peça nº.Descrição1 12.05.010782 DIN 9123 DIN 79844 08.05.011505 01.05.010616 12.05.010417 08.05.011498 DIN 68859 12.05.1100110 DIN 912Carro transversal11 DIN 91212 12.05.1110313 12.05.0109814 12.05.010021516 DIN 798417 12.05.0009018 DIN 376019 DIN 62820 12.05.1104621 12.05.1109222 DIN 91223 DIN 91224 01.05.0105325 01.05.0103726 DIN 91227 01.04.0004928 12.05.1101629 01.05.0105430 01.05.010393132 ISO 738033 01.05.0103834 01.05.01036Qtd Item Peça nº.d154 ISO 7380DescriçãoQtddParafuso Allen M5 x 152Parafuso Allen M8 x 35Parafuso Allen M5 x 15Limpador de guia traseiro46155 ISO 7380Parafuso Allen M6 x 155657 12.05.10094 Porca do fuso16Parafuso de ajuste da grade258 12.05.11145 Polia 26-5M341Régua de ajuste da corrediça1591Limpador de guia frontal160 12.05.11112 Placa motor1Chaveta 5 x 5 x 20Fuso de esferas1161 DIN 688562 DIN 91214Parafuso Allen M5 x 15463 DIN 7991Parafuso Allen M6 x 45Arruela do tampãoCorreia 565-5M34Chaveta 6 x 6 x 30Parafuso Allen M8 x 201141Parafuso escareado Allen M6 x2064 12.05.11043 Arruela65 12.05.11144 Polia 26-5M34Tampão traseiro do fuso166Motor Faqor1Suporte da porca do fuso deesferas167Parafuso Allen M5 x 10Tampão frontal do fuso216869 DIN 91370Parafuso Allen M5 x 52Fecho 20 x 30 x 5Rolamento 7202 CTDUH P4VCasquilho do separador derolamentosArruela de ajuste do rolamento22771 12.05.11122 Proteção esquerda motor72 DIN 934Porca hexagonal M673 12.05.11119 Proteção do motor174Parafuso Allen M4 x 15Parafuso Allen M6 x 20Placa de prisma682757677 DIN 934Borracha do prisma frontal178 12.05.01092 Arruela1Parafuso Allen M 10 x 60Filtro frontal4279 12.05.11147 Polia 26-5M3480Chaveta de meia lua11Carro longitudinal1811Placa reta182 12.05.11112 Placa do motorBorracha frontal reta183Micro contrapontoParafuso Allen M4 x 25Borracha traseira reta12184 DIN 912Parafuso Allen M 10 x 2585 12.05.11123 Proteção direita do motor86 12.05.01105 Proteção frontal do motor411Borracha do prisma traseiro187 DIN 9122Porca hexagonal M10Motor FanucParafuso Allen M4 x 301112151
35363738 12.05.1114 Régua lisa839 DIN 933Parafuso hexagonal M10 x 35404142 12.05.010274344 DIN 91245 12.02.1103346 DIN 91247 12.05.0105848 12.05.11137495051525314Régua de esquadra1Parafuso Allen M8 x 25Suporte da porca do fuso Z51Parafuso Allen M5 x 35Válvula distribuidora de óleo21Tampa da unidade delubrificaçãoUnidade de lubrificaçãocentralizada12.05.1113 Arruela8ISO 7380 Parafuso Allen M8 x 2512.05.1113 Proteção da unidade de9lubrificaçãoDIN 934Porca hexagonal M5112212- 39 -88 12.05.10091 Tampa de fechamento89 DIN 7991Parafuso escareado Allen M5 x1090 12.05.10090 Tampa de apoio do rolamento91 12.05.10092 Arruela de separação1292Rolamento 6202-2Z93 12.05.10095 Casquilho de aperto dorolamento94 DIN 913Parafuso Allen M5 x 1511113
Motor FAGORMotor FANUC- 40 -
EIXO XItem1234567891011121314Peça nº.DIN 93412.02.11121DIN 912DIN 91212.05.1105512.05.11060DIN 798412.05.11061DIN 47212.05.11051DIN 62512.05.11053DescriçãoVolante FagorPorca M4Suporte da porca do fusoTampão do tensorParafuso Allen M6 x 15Parafuso Allen M6 x 30PlacaCasquilho do separadorParafuso escareado Allen M8 x 35Casquilho do porta-rolamentoAnel elástico J 26Rolo tensorRolamento 6001 2RSCasquilho do tampão- 41 -Qtdd.26122222222222
VOLANTES Z E XTENSOR DA CORREIA- 42 -
TORRE AUTOMÁTICA PS400Item1234Peça çãoDisco de porta-ferramenta octogonalTorre Pragati (8 POSIÇÕES)Base do complemento da torre (200)Carro transversal- 43 -Qtdd.1111
- 44 -
5Peça nº.12.07.01021700EN8DIN 934-01.07.0101601.07.01028DIN 912DIN 914DIN 91401.07.0102401.07.01026DIN 07.00052DescriçãoEstrutura do contrapontoLubrificador de esfera Ø8Porca hexagonal M18 x 2Arruela de travaChaveta do eixoRégua de centragemParafuso Allen M 10 x 25Parafuso de centragem M 12 x 35Parafuso de fixação M 12 x 20Borracha do prisma do limpador de guiaPlaca do prisma do limpador de guiaParafuso Allen M6 x 12Placa reta do limpador de guiaBorracha reta do limpador de guiaBase do contraponto Mustang 200Base do contraponto Mustang 225Braçadeira de 03201.07.01005DIN 91212.07.00033DIN 540501.07.00007DIN 5405Parafuso de trava Mustang 200Parafuso de trava Mustang 225Ponto fixoEixo de contrapontoPorca do fuso do contrapontoParafuso Allen M8 x 20Fuso do contrapontoRolamento axial (WS81104 AXK2035 AS2035)Suporte do fusoRolamento axial (AXK3047 2 0DIN 47DIN 6885Mola com faixaNônioVolante do contrapontoArruela de fixação do fusoParafuso Allen M 12 x 25AlavancaBotão da AlavancaAlavanca de travaBotão de trava do eixoCasquilho de trava do eixoCasquilho de trava do eixoParafuso de trava do eixoFuso do contraponto pneumáticoFuso do contraponto hidráulicoChaveta 20 x 6 x 6Acoplamento do cilindro pneumáticoCilindro pneumáticoPlaca Union PPU 170 11111111111
- 51 -ACOPLAMENTO HIDRÁULICO E PNEUMÁTICO
BANCADA - 3242526272829303132333435363738Peça nº.01.06.0000101.01.0109915.08.010127463723DIN 912DIN 7980DIN 125DIN 7980DIN 91201.06.00002DIN 91212.08.0000415.08.0101301.08.00008ISO 7380ISO 738001.08.00007DIN 125DIN 912DIN 933DIN 933DIN 7980DIN 7980DIN 933DIN 934DIN 912DIN 912DIN 933DIN 933DIN 125DIN 7980DIN 91215.08.00015DescriçãoBancada 1000Cavilha de centragem do cabeçotePé frontalMotor da bomba de refrigeraçãoParafuso Allen M6 x 12Arruela Grower Ø 6.2Arruela A-14Arruela Grower Ø 14.2Parafuso Allen M14 x 75Tampa traseiraParafuso Allen M6 x 20Recolhedor de fragmentos 1000Pé traseiroCortina traseiraParafuso Gota de Sebo M6 x 12Cortina frontal FagorCortina frontal FanucParafuso Gota de Sebo M6 x 20Tensor de nivelamentoArruela A-8Parafuso Allen M8 x 10Parafuso hexagonal M 10 x 35Parafuso hexagonal M 12 x 35Arruela Grower Ø 10.2Arruela Grower Ø 12.2ArruelaCorreia de transmissãoPolia de motor FagorParafuso hexagonal M 12 x 70Porca MI 2Bucha
O novo torno deve ser completamente limpo depois de desembalado, para assegurar que todas as suas partes móveis e superfícies de deslizamento não possam estar danificadas ao operar a máquina. Cada unidade sai da fábrica com todas as suas partes polidas e superfícies de deslizamento convenientemente engraxadas, para evitar