Transcription
Assembly System Design Issues Goals of this class––––understand basic decisions in assembly system designlook at some typical lines for small and large productsdifferent types of assembly machineryexample lines from industry1 Daniel E Whitney
Basic Factors in System Design Capacity planning - required number of units/yearResource choice - assembly methodsTask assignmentFloor layoutWorkstation designMaterial handling and work transportPart feeding and presentationQualityEconomic analysisPersonnel training and participation Daniel E Whitney2
Basic Decision ProcessSystem Requirements: Cycle time, available time Constraints CostProduct Requirements: Operations, flexibility Sequence QualityDesign phase Methods Layout Average capacity Preliminary costAnalysis Phase Detailed operations Simulation forrandom events Detailed economicanalysis Daniel E Whitney3
Available Methods Seat of the pantsThe supplier’s method, using his equipmentTrial and error, using simulation to evaluateAnalytical methods using math programming orheuristics Combination of technical and economic factorsand inequality constraints make this a hardproblem Daniel E Whitney4
The Basic TradeoffsHigh VolumeLow Volume“High volume” 100,000/yr or over?MachinesFeasibleEconomicallyManualAssy MayBeNecessaryTechnicallyManual AssyFeasibleEconomicallyMachinesMay BeNecessaryTechnicallyNote: Machines are good when variety is low; People are needed whenvariety is high. Variety tends to increase as the process runs from partfabrication to subassembly to final assembly. Daniel E Whitney5
Unit Cost ExampleUnit Assembly Cost by Three MethodsUnit Cost2f AC 0.381.8T 2s1.6L H 15/hr1.4S 500001.2 /tool 10000N 10 parts/unit1w 0.25 workers/sta0.80.6MANUAL /UNIT0.4FIXED /UNIT0.2FLEX /UNIT00100000200000300000400000500000600000Annual Volume Daniel E Whitney6
Characteristics of Manual Assembly Technical– dexterous, able to learn and improve, flexible– can overlap operations - move flip inspect– may be too innovative, or may be unable to repeatexactly the operation or the cycle time Economic– top speed dictates need for more people to get moreoutput (called variable cost) Daniel E Whitney7
Cellular Assembly Lineperson's work cycleSmall partsMain Assembly LineTools, gagesperson's work cycleSubassembly LineSmall partsTools, gagesperson's work cycleSubassembly LineMain Assembly Lineperson's work cycleSubassembly LineSmall partsTools, gagesperson's work cycleSubassembly LineSmall partsMain Assembly LineMain Assembly LineTools, gagesSubassembly LineMain Assembly LineTools, gagesSmall partsOne station Daniel E WhitneyWhole line8
Characteristics of Fixed Automation Technical– simple operations with few DoF and simple alternatives– each station is dedicated to one operation(place/fasten/confirm) built from standard modulesstrung together– small parts, relatively high speed– basic architectures include in-line and rotary Economic– the investment is in fixed increments regardless ofrequired capacity (fixed cost)– the payoff is in keeping uptime high (many stories) Daniel E Whitney9
Typical Cam-operated Assembly MachineMultiple identical base modules bolted together as neededCams cut by NC to do the necessary operationsSynchronous parts transport Daniel E Whitney10
Typical Dial MachineSame principle usedby Gillette for Mach 3razors Daniel E Whitney11
Integrated System for Washer Tubs Daniel E Whitney12
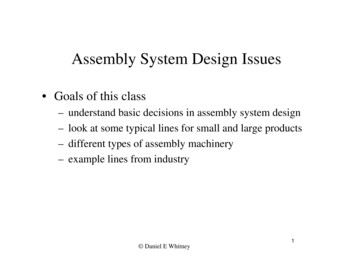
Typical Small Parts AssemblyMachine13
Characteristics of Flexible Automation Technical– multiple motion axes– motion (gross and fine) modulated by sensing anddecisions– multiple tasks with or without tool change Economic– multiple tasks (within a cycle or next year)– investment scalable to demand (variable cost)– tools and parts presentation costly (fixed cost) Daniel E Whitney14
Sony VCR Assembly System Daniel E Whitney15
Line Architectures Single serial line (car or airplane final assembly) Fishbone serial line with subassembly feeder lines(transmissions, axles) Loop (common for automated lines) U-shape cell (often used with people) Rotary dial (used for very short production cyclework with a single long task cycle like fillingbottles) Transport can be synchronous or asynchronous Daniel E Whitney16
Serial and Parallel Line Arrangements12345Series Task Arrangement1-51-51-51-51-5Parallel Task ArrangementHow do they compare on tool cost, reliability, time, flexibility? Daniel E Whitney17
Serial Line with Multiple Stations31234563TASK123456TIME349423(A) THREE COPIES OF STATION 3 ARE NEEDED BECAUSEITS TASK TAKES SO LONG Daniel E Whitney18
Serial Line with Uneven Task Assignment1,234,5,678TASK12345678TIME34922398(B) GROUPING WORK AT STATIONS IMPROVESBALANCE OF STATION TIMES Daniel E Whitney19
Multiple Paths Are Good and Bad123123THERE ARE 6 POSSIBLE PATHS Daniel E Whitney20
Buffers - Conservative Design They insulate the line from stopped stations The only buffers that matter are the ones justahead and after the bottleneck station (the onewhose speed paces the line) But it is often hard to tell which station is thebottleneck Since a blocked buffer is as bad as a starved one,the ideal state of a buffer is half full Let a the average number of cycles to fix asimple breakdown Then if b/2 a, there will be enough parts in thebuffer to keep everything going while a simplebreakdown is fixed21 Daniel E Whitney
Single Piece Flow Necessary for big things like airplanes Not necessary for little things The alternative is batch transport– This creates work in process inventory, takes up space,and seems associated with big inefficient factories (seeresearch by Prof Cochran)– Errors can hide in the batch and the whole thing mighthave to be thrown away– Transport is infrequent so transport resources can beshared– Creates a transport mafia and finger pointing (VWengine plant story) Daniel E Whitney22
Kanban and Just in Time Systems The kanbans are like money Work is done when a ticket (“kanban”) arrives– Unwanted work is not done– Machines are not used just to use them (misplaced costidea) “The whole factory operates, as much as possible,like one big conveyor.” “You never don’t make the same thing every day.” It doesn’t work unless the suppliers are doing ittoo Kanban single piece flow means piece rate takt time Daniel E Whitney23
Toyota Georgetown KY PlantLOAD-LEVELINGPRESS SHOPBODY ASSEMBLYMACHININGPAINTFINAL ASSEMBLYDEALERSCUSTOMERSASSEMBLYENGINESSEAT FRAMESEAT ASSEMBLYSEAT SUPPLIERSTORECUTSEWMATERIAL FLOWINFORMATION FLOW (KANBANS)SEAT COVER SUPPLIERREMOVAL FROM STORE Daniel E Whitney24
Sometimes it Isn’t Possible 18-20 HOURS4 HOURS NOTICE OF NEEDFOR A PARTICULAR ENGINE1.5 hours tomake one block3 weeks offinished blocksin about 30varieties 1.5 HOURSAN ENGINECAR ASSEMBLYONEBLOCKENGINE BLOCK MACHININGENGINE ASSEMBLY400 OTHER PARTS:6 ARE MADE HERE.THE REST ARE BOUGHTAND ARRIVE IN BOXES Daniel E WhitneyYou can make a blockquickly enough butnot soon enough25
Sub-Delayed Commitment in a FishBone ArrangementSUSUBABASSSSEEMMBDECOUPLINGBLLYYBPOINT FORASUBASSEMBLY A Daniel E WhitneyDECOUPLING POINTFOR SOMETHING THATIS NOT IN ANY SUBASSEMBLY26
Basic Nominal Capacity Equations# operations/unit * # units/year # ops/yr# ops/sec # ops/yr * (1 shift/28800 sec)*(1 day/n shifts)*(1 yr/280 days)cycle time 1/(ops/sec) required sec/opequipment capability actual sec/opactual sec/op required sec/op - happinessrequired sec/op actual sec/op - misery (or multiple resources)Typical cycle times: 3-5 sec manual small parts5-10 sec small robot1-4 sec small fixed automation10-60 sec large robot or manual large parts Daniel E Whitney27
Basic Cycle Time EquationCycle time 1ε assy time in – out time tool ch. time * #ch. / unit# units / pallet# units / tool ch./unitcycle time net avg time per assemblyin – out time time to move one pallet out and another intool ch. time time to put away one tool and pick up another# ch. / unit number of tool changes needed to make one unit# units / tool ch. number of units worked on before tool ischanged (cannot be larger than numberunits / pallet)ε station uptime fraction: 0 ε 1 Daniel E Whitney28
Example Lines from Industry First Sony Walkman Line ( 1981)Four programmable robots with XYZ motionsParts on trays, tools on robot frameAssembly visits two stations, then person puts iton a second tray upside down Assembly then visits the other two stations Daniel E Whitney29
Example Lines from Industry - 2 Denso Alternator Line ( 1986)––––––– 20 parts installedloop arrangement20 home-made robotsable to switch size of alternatorbrushes retained by throw-away pincycle time perhaps 10 sec, two or three shiftsinspired by Draper movie of alternator assembly shownin 1980 Daniel E Whitney32
Denso Robotic Alternator Assembly Line Daniel E Whitney33
Denso Alternator34
Alternator Exploded View35ney
Denso Assembly Station Daniel E Whitney36
Photos from Denso Alternator Line Daniel E Whitney37
Example Lines from Industry - 3 Boeing 777 Assembly ( 1993)––––whole airplanes from structural subassemblieslots of outsourcingbasically single serial linefuselage segments built upside down on floors, thenflipped for installation of crowns– successive joining from front, rear and sides– a lot of systems installed before final body join– cycle time moving toward 3 days, 3 shifts/day Daniel E Whitney38
Assembly System Design Issues Goals of this class . Product Requirements: Operations, flexibility Sequence Quality . Design phase Methods . Characteristics of Fixed Automation Technical