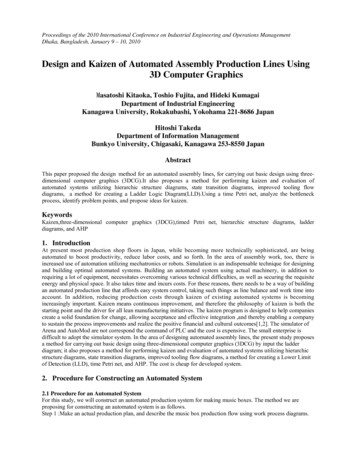
Transcription
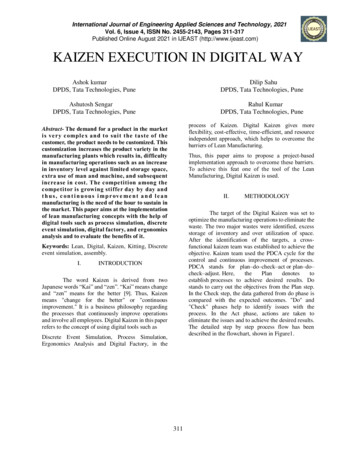
KAIZEN Concept of AssemblyDate of issue;Method development1Synchronization of mainassembly line andsub-assembly lineJanuary 11, 2010Image Assembly line layout sub-assembly lineInformation*Information flow;Order instruction of productionshould be sent only to thebeginning process of mainassembly line.Order sequence forsub-assembly line will bedetermined by the progress ofcar assembly on mainassembly lineMain lineInformationSub-assemblyOrder instruction oflineproductionMain line is considered as a back bone of fish andsub-assembly lines are medium and small bones connected tothe back bone.Major work should be assigned *Major work Assembly of unit component Main line to main assembly line. Mediumand small work should be*Small and medium workassigned to sub-assembly line assembly to make unit component sub-assembly line Example*Air tank, Door assembly, Tire, Instrument panel,Layout of sub-assembly lineagainst main assembly lineBy positioning sub-assembly line next to main assembly line, anoperator of sub-assembly line can help main unit assembly lineprocess as needed (Same TAKT time)(Connect sub-assembly line tomain assembly line ) Flexibility to adjust the difference of number of processesbetween main and sub assembly line (One large room concept andShort lead time)1/6KAIZEN Management Consulting Co., Ltd.
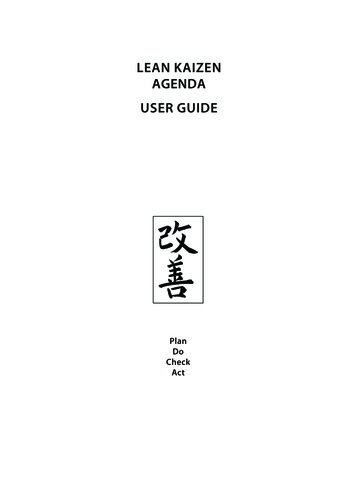
2Easy to let go after using tools(What is value?)(Natural 5S)When tightening process is completed, an operator can let theChaku-Chaku for tools(Automatic tightening,automatic return)When an operator set up tightening tools into the position, hetool go and tool will go back to the original position automaticallycan be away from that process and start to assemble next part.The tool which has been set for tightening recognizes(During tightening process,completion of process and automatically return back to originalactual tightening is done by the position.tool and the operator onlyExamplesupports the tool to be inMulti-nut runner for the assembly process of the tire lineposition)Kaizen from Commercial tool toProfessional toolStep to make a commercial tool into a professional tool(A commercial tool is modifiedby good idea, then it becomesprofessional tool which isoperator friendly)Ⅰ:Observe the way operator is processing and find out wherethe difficulty liesⅡ:Modify tool to make a process-appropriate professional tool . commercial tool is not good enoughⅢ:when good professional tool is created, try to make it easy tolet goⅣ: A professional tool should be registered as a standard tool ofthe company.2/6KAIZEN Management Consulting Co., Ltd.
3One Grip conceptDuring assembly operation, once an operator grips a tool and/ora part, he should never need to change grip position in order touse them.Guide function (DFA) Blind process concept Concept 1, Ball through the tight holeGuide function of Bolt and ScrewGuide function2, Shaft through the tight grooveGuide function of the shaft inserts a tight holeGuide function3/6KAIZEN Management Consulting Co., Ltd.
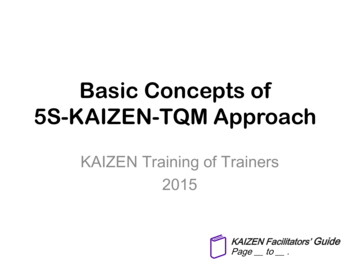
No Grip concept(Eye close concept)Tools and parts should flow into the assembly position of maincomponent without hand grip. Key word:Guide function(DFA) Throw in assembly for largepart(No hoist concept)(Blind process concept)(Guide function (DFA))Main lineSub- assembly line for air tankAir tank assembly to the framecan be conducted at the sameheight as it was processed onsub-assembly line (throw inassembly)4/6Air tanksub-assemblylineKAIZEN Management Consulting Co., Ltd.
4*Okosama-lunch (Kid’s lunchSeparation of pick up process and assembly processmenu )Pick up process .should be assigned to the knowledgeable parts necessary to make oneoperator.piece of product are picked andvarious parts are put into oneAssembly process .beginner (relatively less knowledgeablecontaineroperator)*Makunouchi Bento (Japanesevariety box lunch ) set number s of the sameparts are picked and put intoone containerOne set of parts necessary for one operator to work on onepiece of product is picked and handed to the operator in theline mainly medium and small parts.Okosama -lunchMakunouchiPicking storeBentoSmall amount(only thequantity needed to makeone piece of product) ofvarious foods (parts) areput into the one containerOkosama –lunchAssemblyPick upMakunouchi BentoSmall amount(only the quantity needed to make one piece ofproduct) of various foods (parts) are put into the one containerSequence point of use tools,parts, informationFor the assembly and another operations, the tool, parts, andinformation should be laid out according to the operationsequence. (No hand spaghetti, No eye spaghetti)5/6KAIZEN Management Consulting Co., Ltd.
5JIDOUKA(Autonomation)Automation with humanSystem that every operator in assembly line has stop buttonand when operator feels he cannot continue standard work, heis allowed to press button to stop assembly linePokayoke (mistake proof)What is the situation that an operator cannot continue hisstandard work?*Feels risk of making quality problem( or already qualityproblem occurred)*Cannot carry standard work within takt time*Cannot follow his standard work procedure6/6KAIZEN Management Consulting Co., Ltd.
KAIZEN Management Consulting Co., Ltd. 1 / 6 KAIZEN Concept of Assembly Date of issue; January 11, 2010 Method development Image 1 Synchronization of main assembly line and sub-assembly line *Information flow; Order instruction of production should be sent only to the beginning process o