Transcription
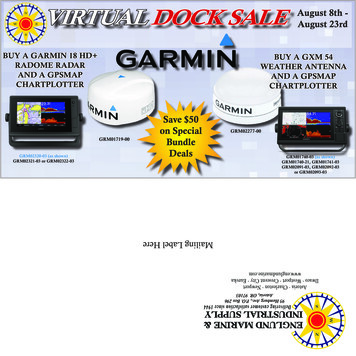
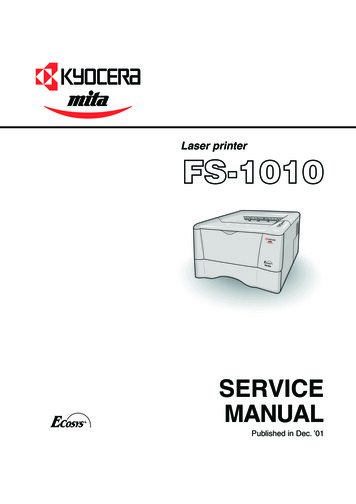
International Journal of Engineering Applied Sciences and Technology, 2021Vol. 6, Issue 4, ISSN No. 2455-2143, Pages 311-317Published Online August 2021 in IJEAST (http://www.ijeast.com)KAIZEN EXECUTION IN DIGITAL WAYAshok kumarDPDS, Tata Technologies, PuneDilip SahuDPDS, Tata Technologies, PuneAshutosh SengarDPDS, Tata Technologies, PuneRahul KumarDPDS, Tata Technologies, Puneprocess of Kaizen. Digital Kaizen gives moreflexibility, cost-effective, time-efficient, and resourceindependent approach, which helps to overcome thebarriers of Lean Manufacturing.Abstract- The demand for a product in the marketi s ve r y c ompl e x and to sui t the taste of thecustomer, the product needs to be customized. Thiscustomization increases the product variety in themanufacturing plants which results in, difficultyin manufacturing operations such as an increasein inventory level against limited storage space,extra use of man and machine, and subsequentincrease in cost. The competition among thecompetitor is growing stiffer day by day andthus, c onti nuous i mprove me nt and l eanmanufacturing is the need of the hour to sustain inthe market. This paper aims at the implementationof lean manufacturing concepts with the help ofdigital tools such as process simulation, discreteevent simulation, digital factory, and ergonomicsanalysis and to evaluate the benefits of it.Thus, this paper aims to propose a project-basedimplementation approach to overcome these barriers.To achieve this feat one of the tool of the LeanManufacturing, Digital Kaizen is used.II.The target of the Digital Kaizen was set tooptimize the manufacturing operations to eliminate thewaste. The two major wastes were identified, excessstorage of inventory and over utilization of space.After the identification of the targets, a crossfunctional kaizen team was established to achieve theobjective. Kaizen team used the PDCA cycle for thecontrol and continuous improvement of processes.PDCA stands for plan–do–check–act or plan–do–check–adjust. Here,thePlandenotestoestablish processes to achieve desired results. Dostands to carry out the objectives from the Plan step.In the Check step, the data gathered from do phase iscompared with the expected outcomes. "Do" and"Check" phases help to identify issues with theprocess. In the Act phase, actions are taken toeliminate the issues and to achieve the desired results.The detailed step by step process flow has beendescribed in the flowchart, shown in Figure1.Keywords: Lean, Digital, Kaizen, Kitting, Discreteevent simulation, assembly.I.METHODOLOGYINTRODUCTIONThe word Kaizen is derived from twoJapanese words “Kai” and “zen”. “Kai” means changeand “zen” means for the better [9]. Thus, Kaizenmeans "change for the better" or "continuousimprovement." It is a business philosophy regardingthe processes that continuously improve operationsand involve all employees. Digital Kaizen in this paperrefers to the concept of using digital tools such asDiscrete Event Simulation, Process Simulation,Ergonomics Analysis and Digital Factory, in the311
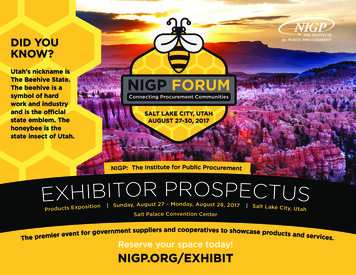
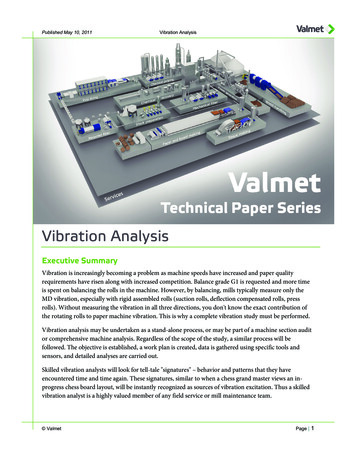
International Journal of Engineering Applied Sciences and Technology, 2021Vol. 6, Issue 4, ISSN No. 2455-2143, Pages 311-317Published Online August 2021 in IJEAST (http://www.ijeast.com)assembly line. The frame assembly line consists of 12stations. On average, each station consists of fitmentof 6-8 components. Few of the components arespecialized as per model while most of them arecommon to all models. The frame is assembled withpreliminary components like brackets, nylon pipes,relay valves, air tanks, lift axle kit, etc. beforetransporting it to the pre inversion line. There is a totalof 457 unique components that are assembled in theframe assembly line considering all the variants.Material is feed continuously to the lineside andirregular inventories are maintained near the linesidestorage.Firstly, the components data was analyzedand the components were categorized into A, B, and Cclass according to their shape, size, weight, andmaterial handling equipment. ‘A’ categorycomponents were heavy and mostly required materialhandling equipment, ‘C’ category contains all thefasteners and small brackets, and rest all intermediateparts fall in the ‘B’ category. It was found that therewere fifteen ‘A’ class components, two hundred andtwenty-two ‘B’ class components, and two hundredtwenty ‘C’ class components. This huge direct supplyof material caused a chaos at the lineside inventory.Often due to confusion many wrong parts were fittedto the chassis. Moreover this huge material handlingfrom warehouse to lineside store further involved a lotof resources. After a number of session ofbrainstorming it was decided to introduce the kittingconcept in the assembly line instead of continuoussupply in order to control the inventory and materialflow. In kitting, materials are supplied in kits. All the‘B’ class and C class parts were considered for kitting.2.2 Development of digital factory of assembly lineIn order to make changes in existing facility,one needs to better understand the existing facility andfor that digital factory helps a lot. Digital Factory canbe simply understood as a replica of a physical factoryin the digital world. It allows to configure, model,simulate, assess, and evaluate items, procedures, andsystem of a manufacturing plant before the physicalfactory is constructed. Figure 2 shows the cad modelof the digital factory. All Simulation and validationFigure 1- Digital kaizen approach2.1 Existing scenario study and brainstormingThe chassis assembly produces thirty majorvarieties of vehicles. It consists of three differentassembly lines, the frame assembly line, pre inversionline, and post inversion line. The digital kaizen is donephase-wise in these lines and it started with the frame312
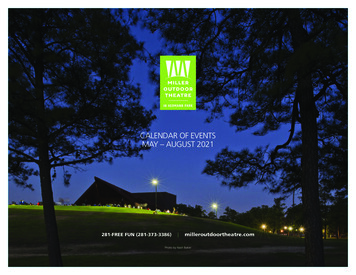
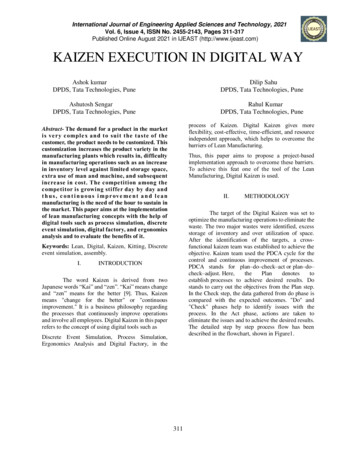
International Journal of Engineering Applied Sciences and Technology, 2021Vol. 6, Issue 4, ISSN No. 2455-2143, Pages 311-317Published Online August 2021 in IJEAST (http://www.ijeast.com)activities are carried out in Digital Factory which isscaled 1:1 ratio of the original factory.Figure 3 Kitting store layoutFigure 2 CAD model of the digital factoryBenefits of Digital Layout Planning:-Digital factory is developed with the help of 2D layout.The digital factory is first divided into differentsegments like the civil structure, assembly lines,machines, trolleys, hoists, tools, etc. Each segmentconsist of different number of components. All therequired dimensions of the different components aregathered and CAD model is developed using CADsoftware. Once the CAD of all the components isready, it is assembled as per the layout and a digitalfactory is formed.Reduce rework by validating virtuallyIdentify hurdles in processesSave huge time that requires for physicaltrials.2.4 Material flow and space analysisOnce the store is finalised, the question arises relatedto supply of kits from kitting store to assembly line.The questions like number of kitting trolleys requiredfor the material movement, number of manpowerrequired for material movement, inventory level etc.These all question are answered with the help ofDiscrete Event Simulation.2.3 Layout planning for kittingAs kitting concept is introduced in the plant,thus the material needs to be supplied in kits. In orderto supply material in the kit, kits need to be prepared.Thus, an additional facility of kitting store is requiredwhere kits need to be prepared. The planning andvalidation for this kitting store are done digitally. Firstarea finalization was done for kitting store keeping theconstraints like material handling condition, materialstorage condition, space availability, and congestionon existing gangways, in mind. After the areafinalization, layout proposals are developed in theDigital Factory itself. Initially, two proposals weredeveloped. One was U shape store plan and the otherwas a parallel row kitting plan. Both these scenarioswere validated with process simulation in which akitting trolley was moved in the store and virtualfilling trials were done. From the validation, theparallel row kitting area was considered for theoperation as the U shape kitting store was consuming60 percent more space compared to the parallel rows.Figure 3 shows the layout of the kitting store.The in-plant material flow optimization was done withthe help of Discrete Event Simulation. In-plantmaterial flow refers to the movement of the materialinside the plant. A discrete-event simulation modelsthe operation of a system as a (discrete) sequenceof events in time. Each event occurs at a particularinstant in time and marks a change of state in thesystem. It enables to model, simulate, explore andoptimize logistics systems and their processes. Indiscrete event simulation, the first step is to build themodel which replicates the existing material flowscenario. For example, mapping of material movementfrom manufacturing plant docks to their respectivestores, movement of material from store to kittingstore, movement of material from kitting store tokitting trolley, and their consumption in the assemblyline. These models help us in the analysis of materialflow, resource utilization, inventory level, andmaterial movement distance. In these models, we cantweak the parameters like labor count, materialhandling equipment count, the path used for materialflow, etc. to optimize our man, machine, and materialused in the logistic flow.In this case, a discrete event simulation was performedfor three different scenarios, first by keeping 40minutes of inventory at the kitting store, second by313
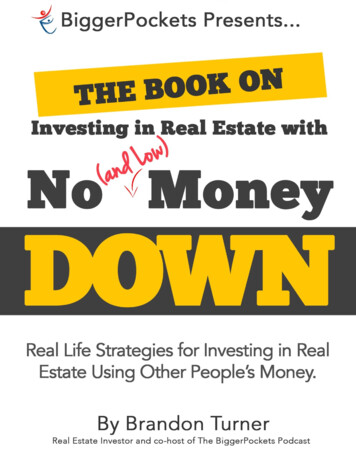
International Journal of Engineering Applied Sciences and Technology, 2021Vol. 6, Issue 4, ISSN No. 2455-2143, Pages 311-317Published Online August 2021 in IJEAST (http://www.ijeast.com)keeping the inventory of 60 minutes of inventory at thekitting store, and third by keeping 120 minutes ofinventory at the kitting store.Figure 5 CAD model of kitting trolleystation 5 to station 8, and section 3 from station 9 tostation 12. In a section, each frame was supplied withFigure 4 Material flow simulationHere 40 minutes of inventory denotes the amount ofmaterial present in the line which can run the line for40 minutes without any material shortage. Afterrunning the simulations, it was found that 1 hour ofinventory gives the optimum results with the averageutilization of labors as 58 percent, the averageutilization of material handling equipment as 67percent with optimum congestion at the gangways.The model with 40 minutes of inventory saves thestorage space but showed high congestion at thegangway. The model with 2 hours of inventoryconsumed the most space and showed poor averageutilization of manpower as 28 percent. Thus theinventory level at the kitting store was fixed to 60minutes. Figure 4 shows the material flow panning indiscrete event simulation.Main outcomes of discrete event simulation:-Identify excess inventory and most congestedarea-Determined optimum number of trolleys andbins-Helps to finalize optimum storage spaceFigure 6 Concept design of kitting trolley RULAscore.a kitting trolley which contains all the parts requiredfor that particular frame. For example, once a frame isintroduced at station 1, a kitting trolley isattached to that frame which contains all the parts ofthat particular frame till station no 4 (Section 1). Oncethe kitting trolley reaches to the end of a section it getsempty. The empty trolley is pulled out and the newtrolley is supplied for the next section and the processcontinues.2.5 Kitting trolley design, ergonomic analysis andvalidationFrom the results of in-plant materialoptimization, the frame assembly line which consistsof 12 stations was further divided into three sections.Section 1 from station 1 to station 4, section 2 fromThe different vehicle variant consists ofdifferent number of parts in each section and alsodifferent sections have different number of parts. If thekitting trolley is designed as per variant or the sectionthan it would create a huge chaos. So, the majorchallenge was to design a common kitting trolley for314
International Journal of Engineering Applied Sciences and Technology, 2021Vol. 6, Issue 4, ISSN No. 2455-2143, Pages 311-317Published Online August 2021 in IJEAST (http://www.ijeast.com)different variant. Using CAD Software, the kittingtrolley was designed. For validation purpose, thevariant with most number of components was selectedand its components were virtually placed in the kittingtrolley. Using the Ergonomics Analysis and Visibilityanalysis the height of the shelves of the trolley wasoptimized for operator ranging from height of 5 feetand 4 inches to 6 feet. The designed trolley is shownin the Figure 5 for reference. Moreover, thereachability of components by the operator was alsovalidated with the ergonomics RULA analysis asshown in Figure 6. In the analysis, the load value istaken as zero as we were concerned about thereachability not the weight of the parts. After a numberof iterations on the design the final design was freezedand physical trial were done at frame assembly line.Table 1 - Inventory ReductionThere is significant reduction in inventory after digitalkaizen. Total A class inventory was 238 before kaizenand it is reduced by 94 which is 144 after the kaizen,refer below graph.2.6 Process simulationWith the addition of kitting trolley, many operationprocesses need to be validated again. For this, weapproached the validation in the digital world itselfusing Digital Manufacturing Software. In the frameassembly line, once a framed is introduced to the line,a kitting trolley is attached to it. As we have twelvestations, each station would contain 1 frame and 1kitting trolley, thus the space in which earlier only 12frames were there, needs to be validated along with the12 trolleys. The space validation was done andclearance of 1400 mm was found between theconsecutive stations, which was good for operatormovement. The assembly processes were alsovalidated with the help of process and humansimulation. In these simulations, the actual assemblyprocesses are simulated in the virtual world whereinterference of parts, tool reachability, and ergonomicsissues are validated.III.Figure 7 Inventory Utilization of A class components3.2 Space reductionSpace reduction is analyzed from the 2D layout thebefore (excess inventory at lineside store) and after (60minutes of inventory) material plotting in assemblyline showed a significant area saving. Saved space hasshown in the pictorial representation of area utilizedbefore and after digital kaizen.RESULTSAfter the implementation of the Digital Kaizenoutcomes, evaluation was done with respect toreduction in inventory and saving in space. That havesignificant impact on reducing rework and cost. Innext sections, inventory and space reduction illustratebriefly.Figure 8 – Existing Layout before kaizenAfter digital kaizen based on outcome to keepinventory for 60 minutes in store, huge area is saved atline side, new layout has shown in Figure 9.3.1 Invetory reductionIt is observed that the optimum inventory reaches inthe plant when inventory at kitting store is fixed to 60minutes. The inventory before digital kaizen and afterdigital kaizen are compare in the table and graph.315
International Journal of Engineering Applied Sciences and Technology, 2021Vol. 6, Issue 4, ISSN No. 2455-2143, Pages 311-317Published Online August 2021 in IJEAST (http://www.ijeast.com)Table 4 - Man-hour in Digital Kaizen ApproachThe greatest here advantage comes in form ofelimination of multiple physical trials involved inconventional approach compared to the digitalapproach.Figure 9 – New Layout after kaizenSaved area in terms of square metre (sqm) after andbefore kaizen is mentioned in Table2. Approx. 521sqm area is saved by implementing digital kaizen.Table 2 – Area CalculationFigure 10 – Man-hour InvolvedApprox. 27% area is saved that leads to improve in lineside movement for the operation. Saved area has alsobeen shown in below graph.V.This paper is based on how Digital kaizen helped theManufacturing unit to achieve lean manufacturingcapabilities. The main advantage of the digital kaizenapproach is that it gave a lot of flexibility in theprocess where modifications and re-planning can bedone in no time and physical iteration was avoided.The results showed that the Digital kaizen brought thereduction in man-hours by 82.30%, area saving of521.03 square meters and part inventory is reducedby 94 parts for ‘A’ class components. These all wastereduction helps to take competitive advantages andachieve the objective of Lean Manufacturing andultimately allows manufacturing units to reduce itsoperational cost.Figure 10 – Area Utilization GraphIV.CONCLUSIONDISCUSSIONThe digital advantage is calculated by comparing thedigital and conventional kaizen approaches in terms ofman-hours saved during the execution of the project.VI.REFERENCESTable 3 - Man-hour in Conventional Kaizen1) Anvari, A, Zulkifli, N., Yusuff, R. M., Ismail, Y.,& Hojjati, S. H. (2011). A proposed dynamicmodel for a lean roadmap. African Journal ofBusiness Management, 5, 6727–6737.2) Womack, J., Jones, D. (2003), Lean Thinking:Banish waste and create wealth in yourcorporation. New York: Simon & Schuster.The table 3 and 4 describes the detail calculation ofman-hours involved in conventional approach anddigital approach respectively. Figure 11 shows agraph plot between the two.3) Womack, J. P., Jones, D. T., Roos, D. (1991). TheMachine that Changed the World: The Story ofLean Production. – New York: Harper Collins.316
International Journal of Engineering Applied Sciences and Technology, 2021Vol. 6, Issue 4, ISSN No. 2455-2143, Pages 311-317Published Online August 2021 in IJEAST (http://www.ijeast.com)4)Singh, B. , Garg, S.K., Sharma, S.K. and Grewal,C. (2010), "Lean implementation and its benefitsto production industry", International Journal ofLean Six Sigma, Vol. 1 No. 2, pp. 157-168.5) T. Melton (2005), The benefits of leanmanufacturing, What Lean Thinking has to Offerthe Process Industries.6) Ramunė Čiarnienė, Milita Vienažindienė 2013,Lean Manufacturing Implementation: The MainChallenges and Barriers. Management Theoryand Studies for Rural Business and Infrastructure.Development. Vol. 35. No. 1. Scientific Journal.ISSN 1822-6760 (print) / ISSN 2345-0355.7) Bakås, Ottar, Govaert, Tim, Van Landeghem,Hendrik, Challenges and Success factors forimplementation of lean manufacturing inEuropean SMESs.8) Pavnaskar, S. J., Gershenson, J. K., & Jambekar,A. B. (2003), Classification scheme for leanmanufacturing tools.9) Palmer, V.S. (2001), Inventory ManagementKaizen, Proceedings of 2nd InternationalWorkshop on Engineering Management forApplied Technology, Austin, USA. 55-56.10) Er. Amit B. Dutta & Er. Sneha Banerjee (2014),Review of lean manufacturing issues andchallenges in manufacturing process, ISSN (e):2321-886x; ISSN (p): 2347-4572.317
The chassis assembly produces thirty major varieties of vehicles. It consists of three different assembly lines, the frame assembly line, pre inversion line, and post inversion line. The digital kaizen is done phase-wise in these lines and it started with the frame assembly line. The fram