Transcription
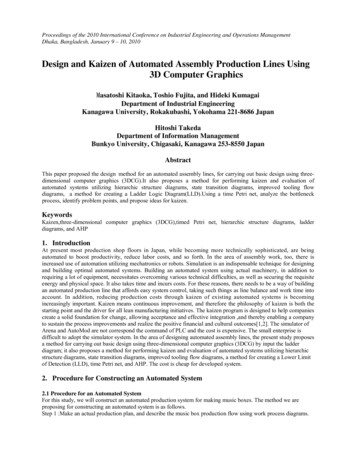
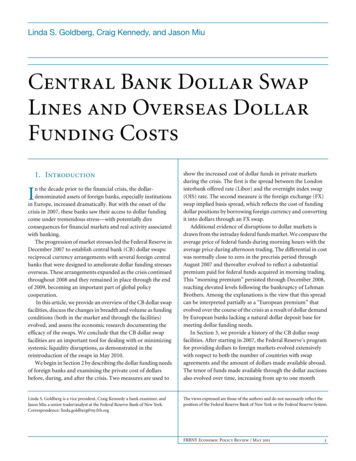
Manual Assembly LinesSections:1. Fundamentals of Manual AssemblyChapter 4Lines2. Analysis of Single Model AssemblyLines3. Line Balancing Algorithms4. Other Considerations in AssemblyLine Design5. Alternative Assembly SystemsWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Manual Assembly Lines Work systems consisting of multiple workers organizedto produce a single product or a limited range ofproducts Assembly workers perform tasks at workstations locatedalong the line-of-flow of the product Usually a powered conveyor is used Some of the workstations may be equipped with portablepowered tools. Factors favoring the use of assembly lines: High or medium demand for productProducts are similar or identicalTotal work content can be divided into work elementsTo automate assembly tasks is impossibleWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Why Assembly Lines are Productive Specialization of labor When a large job is divided into small tasks and eachtask is assigned to one worker, the worker becomeshighly proficient at performing the single task(Learning curve) Interchangeable partsSome Definitions Work flow Each work unit should move steadily along the line Line pacing Workers must complete their tasks within a certaincycle time, which will be the pace of the whole line Each component is manufactured to sufficiently closetolerances that any part of a certain type can beselected at random for assembly with its matingcomponent. Thanks to interchangeable parts, assemblies do notneed fitting of mating componentsWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Manual Assembly Line A production line that consists of a sequence ofworkstations where assembly tasks areperformed by human workersWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Manual Assembly Line Configuration of an n-workstation manual assembly line Products are assembled as they move alongthe line At each station a portion of the total work content isperformed on each unit Base parts are launched onto the beginning ofthe line at regular intervals (cycle time) Workers add components to progressively build theproductWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. The production rate of an assembly line is determined byits slowest station. Assembly workstation: A designated location along thework flow path at which one or more work elements areperformed by one or more workersWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.1
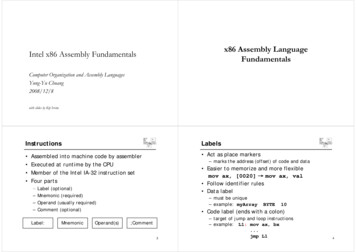
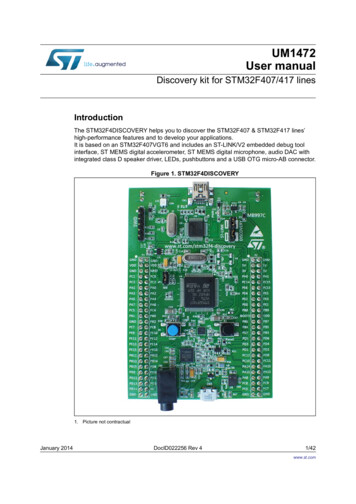
Manning level There may be more than one worker perstation.Two assemblyoperators workingon an engineassembly line(photo courtesy ofFord MotorCompany) Utility workers: are not assigned tospecific workstations. They are responsible for(1) helping workers who fall behind,(2) relieving for workers for personal breaks,(3) maintenance and repairWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Manning levelWork Transport Systems-Manual Methods Manual methods Work units are moved between stations by theworkers (by hand) without powered conveyor Average manning level:nwu wiM i 1n Problems: Starving of stationswhereM average manning level of the line,wu number of utility workers assigned to the system,n number of workstations,wi number of workers assigned specifically to stationi for i 1, ,n The assembly operator has completed the assignedtask on the current work unit, but the next unit has notyet arrived at the station Blocking of stations The operator has completed the assigned task on thecurrent work unit but cannot pass the unit to thedownstream station because that worker is not yetready to receive it.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work Transport Systems-MechanizedMethodsWork Transport Systems-Manual Methods To reduce starving, Continuously moving conveyor: operates at constant velocity1. Work units are fixed to the conveyor use buffers The product is large and heavyWorker moves along with the product2. Work units are removable from the conveyor To prevent blocking, provide space between upstream and downstreamstations. Synchronous transport (intermittent transport – stop-and-goline): all work units are moved simultaneously between stations. But both solutions can result in higher WIP,Problem: which is economically undesirable. Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work units are small and lightWorkers are more flexible compared to synchronous lines, less flexible thanasynchronous linesTask must be completed within a certain time limit. Otherwise the lineproduces incomplete units;Excessive stress on the assembly worker.Not common for manual lines (variability), but often ideal for automatedproduction linesAsynchronous transport : a work unit leaves a given station whenthe assigned task is completed. Work units move independently, rather than synchronously (most flexible one).and the Methods, Measurement, and Management of WorkVariationsWorkin Systemsworkertask timesby Mikell P. Groover, ISBN 0-13-140650-7. 2007 PearsonEducation,Inc., UpperSaddle River, NJ. All rights reserved.Small queuesin frontof eachstation.2
Coping with Product VarietyCoping with Product Variety Advantages of mixed models over batch order models Single model assembly line (SMAL) Every work unit is the same No production time is lost during changeovers Batch model assembly line (BMAL ) – multiple modelline Two or more different products Products are so different that they must be made inbatches with setup between batches High inventories due to batch ordering are avoided Production rates of different models can be adjusted asproduct demand changes. Disadvantages of mixed models over batch order models Mixed model assembly line (MMAL) Two or more different models Differences are slight so models can be madesimultaneously with no setup time (no need for batchproduction) Each station is equipped to perform variety of tasks (costly) Scheduling and logistic activities are more difficult in thistype of lines.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Analysis of Single Model LinesDetermining Cycle Time The formulas and the algorithms in this section aredeveloped for single model lines, but they can beextended to batch and mixed models. Now our aim is to convert production rate, Rp, to cycle time,Tc. The assembly line must be designed to achieve aproduction rate sufficient to satisfy the demand. Demand rate production rate cycle time Annual demand Da must be reduced to an hourlyproduction rate Rp One should take into account that some production time willbe lost due toRp Da52S w H shTc Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Number of Stations Required Work content time (Twc): The total time of all workelements that must be performed to produce one unitof the work unit. The theoretical minimum number of stations that willbe required to on the line to produce one unit of thework unit, w*:whereTwc work content time, min;Tc cycle time, min/stationequipment failurespower outages,material unavailability,quality problems,labor problems. Line efficiency (uptime proportion): only a certain proportionof the shift time will be available.whereDa annual demandRp hourly production rateSw number of shifts/weekHsh number of hours/shiftw* Minimum Integer TwcTcIf we assume one worker per station then this gives theminimum number of workersWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.60ERpwhere production rate, Rp, is converted to a cycle time, Tc,accounting for line efficiency, E.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Theoretical Minimum Not Possible Repositioning losses: Some time will be lostat each station every cycle for repositioning theworker or the work unit; thus, the workers willnot have the entire Tc each cycle Linebalancingproblem(imperfectbalancing): It is not possible to divide the workcontent time evenly among workers, and someworkers will have an amount of work that isless than TcWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.3
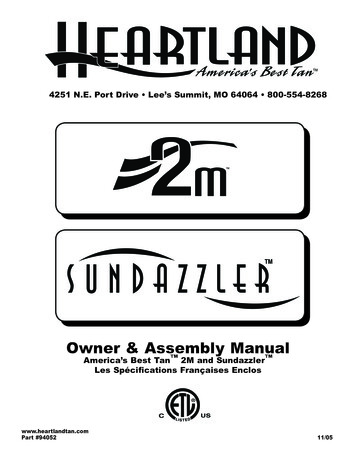
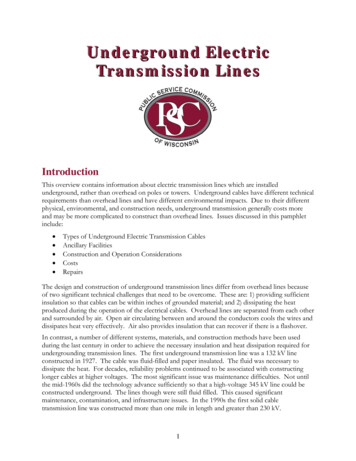
Repositioning Losses Repositioning losses occur on a productionline because some time is required eachcycle to reposition the worker, the work unit,or both On a continous transport line, time is requiredfor the worker to walk from the unit justcompleted to the the upstream unit entering thestation In conveyor systems, time is required toremove work units from the conveyor andposition it at the station for worker to performhis task.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Cycle Time on an Assembly Line Components of cycle time at several stations ona manual assembly lineWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Tsi service time, Tr repositioning timeAssumptions About Work Element Times1. Element times are constant valuesRepositioning Losses Repositioning time time available eachcycle for the worker to position Tr Service time time available each cycle forthe worker to work on the product Ts Service time Ts Max{Tsi} Tc – Trwhere Tsi service time for station i, i 1,2,.,n Repositioning efficiency Er Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Line Balancing ProblemGiven: The total work content consists of many distinctwork elements The sequence in which the elements can beperformed is restricted The line must operate at a specified cycle time( service time repositioning time)The Problem: To assign the individual work elements toworkstations so that all workers have an equalamount of work to performWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work Element Times Total work content time TwcneTwc But in fact they are variable2. Work element times are additive The time to perform two/more work elements insequence is the sum of the individual element timesAdditivity assumption can be violated (due tomotion economies)Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Ts Tc Tr TcTc Tekk 1where Tek work element time for element k Work elements are assigned to station i that add up tothe service time for that stationTsi Tekk i The station service times must add up to the total workcontent timenTwc Tsii 1Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.4
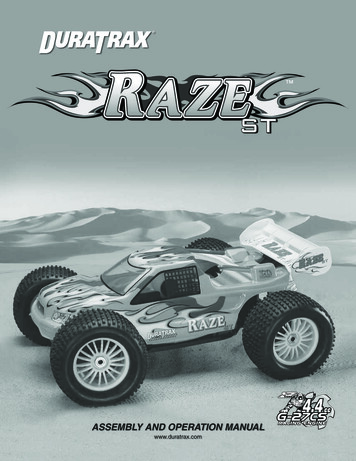
Constraints of Line Balancing Problem Different work elements require different times. When elements are grouped into logical tasks andassigned to workers, the station service times, Tsi, arelikely not to be equal. Simply because of the variation among work elementtimes, some workers will be assigned more work. Thus, variations among work elements make it difficult toobtain equal service times for all stations.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Precedence Constraints Some elements must be done before theothers. Restrictions on the order in which workelements can be performed Can be represented graphically (precedencediagram)Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Example:Grommet : sealant like ringWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Example: A problem for line balancing Given: The previous precedence diagram and thestandard times. Annual demand 100,000 units/year. Theline will operate 50 wk/yr, 5 shifts/wk, 7.5 hr/shift. Uptimeefficiency 96%. Repositioning time lost 0.08 min. Determine(a) total work content time,(b) required hourly production rate to achieve the annualdemand,(c) cycle time,(d) theoretical minimum number of workers required onthe line,(e) service time to which the line must be balanced.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Example:Grommet : sealant like ringWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Example: Solution(a) The total work content time is the sum of the workelement times given in the tableneTwc TekTwc 4.0 mink 1(b) The hourly production rateDa100,000Rp Rp 53.33 units/hr50 S w H sh50(5)(7.5)(c) The corresponding cycle time with an uptimeefficiency of 96%Tc 60(0.96) 1.08 min53.33Tc 60ERp(d) The minimum number of workers:Tw* (Minimum Integer 4.0 /1.08 3.7) 4 workers w* wcTc(e) The available service timeTs 1.08-0.08 1.00 minTs Tc TrWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.5
Measures of Balance Efficiency It is almost imposible to obtain a perfect line balanceOverall Efficiency Factors that reduce the productivity of amanual line Line balance efficiency, Eb:Eb Line efficiency (Availability), E,TwcwTsPerfect line: Eb 1 Repositioning efficiency (repositioning), Er, Balance delay, d:d Balance efficiency (balancing), Eb,wTs TwcwTsPerfect line: d 0 Note that Eb d 1 (they are complement of eachother)Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Skip - Worker Requirements Skip this part The actual number of workers on theassembly line is given by:w Min Int R pTwc60EEr Eb TwcT wcE r E bTc E bTswherew number of workers requiredRp hourly production rate, units/hrTwc work content time per product, min/unit60 ETT T TTc Er s c rEb wcRpTcTcwTsWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Continously moving conveyors- Tolerance TimeTc 60 ERpEb TwcwTsEr Ts Tc Tr TcTc Overall Labor efficiency on the assembly line E Er EbWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Continously moving conveyors- Workstation considerations Total length of the assembly linenL Ls ii 1where L length of the assembly line, m: Lsi length of station i, m Constant speed conveyor: (if the base parts remain fixed duringtheir assembly) Feed ratefp 1/Tcwhere fp feed rate on the line, products/min Center-to-center spacing between base partssp vc/fp vcTcwhere sp center-to-center spacing between base parts, m/part andvc velocity of WorktheSystemsconveyor,m/minand the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Continously moving conveyors-Total Elapsed Time Defined as the time a work unit spends inside theboundaries of the workstation The time a work unit spends on the assemblyline. Provides a way to allow for product-to-product variationsin task times at a station ET Tt LsvcwhereTt tolerance time, min;Ls station length, m (ft);vc conveyor speed, m/min (ft/min)Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.L nTtvcwhereET total elapsed time, min;Tt tolerance time, min;L length of the assembly line, m (ft);vc conveyor speed, m/min (ft/min)Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.6
Line Balancing Objective To distribute the total work content on the assembly lineas evenly as possible among the workers Minimize (wTs – Twc)orw Minimize (Ts Tsi )i 1Line Balancing Algorithms – Heuristics1. Largest candidate rule2. Kilbridge and Wester method3. Ranked positional weights method, alsoknown as the Helgeson and Birne methodSubject to:(1) Tek Tsk i(2) all precedence requirements are obeyedWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Largest Candidate Rule In the following descriptions, assume oneworker per workstationWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Solution for Largest Candidate RuleList all work elements in descending order based on theirTek values; then,1. Start at the top of the list and selecting the first elementthat satisfies precedence requirements and does notcause the total sum of Tek to exceed the allowable TsvalueWhen an element is assigned, start back at the top of thelist and repeat selection process2. When no more elements can be assigned to the currentstation, proceed to next station3. Repeat steps 1 and 2 until all elements have beenassigned to as many stations as neededWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Example:Grommet : sealant like ringWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.7
Solution for Largest Candidate RuleSolution for Largest Candidate Rule Physical layout of workstations and assignmentof elements to stations using the largestcandidate ruleWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Ranked Positional Weights MethodWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Solution for Ranked Positional WeightsMethod A ranked position weight (RPW) is calculated for eachwork element RPW for element k is calculated by summing the Tevalues for all of the elements that follow element k in thediagram plus Tek itself Work elements are then organized into a list according totheir RPW values, starting with the element that has thehighest RPW value Proceed with same steps 1, 2, and 3 as in the largestcandidate ruleWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Example:Grommet : sealant like ringWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.8
Other Considerations in Line Design Storage buffers between stations Methods analysis To analyze methods at bottleneck or other troublesomeworkstations Other Considerations - continuedimproved motions,better workplace layout,special tools to facilitate manual work elementsproduct design To permit continued operation of certain sections ofthe line when other sections break down To smooth production between stations with largetask time variations Parallel stations Utility workers To relieve congestion at stations that are temporarilyoverloaded Preassembly of components Prepare certain subassemblies off-line to reduce workcontent time on the final assembly lineWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. To reduce time at bottleneck stations that haveunusually long task times Worker (Labor) Shifting with crosstraining Temporary (or periodic) relocation to expedite or toreduce subassembly stocksWork Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.Most Follower RuleWe omit Worker Requirements in 4.2.23185Item iMost 191916/191915/1919Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved. 4.3.2 Kilbridge and Western Method 4.5 Alternative Assembly Systems10/1919Work Systems and the Methods, Measurement, and Management of Workby Mikell P. Groover, ISBN 0-13-140650-7. 2007 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.9
Manual Assembly Lines Sections: 1. Fundamentals of Manual Assembly Lines 2. Analysis of Single Model Assembly Lines 3. Line Balancing Algorithms 4. Other Considerations in Assembly Line Design 5. Alternative Assembly Systems Chapter 4 Work Systems and the Methods, Measurement, and Man