Transcription
HAYNES 230 alloyPrincipal FeaturesExcellent High-Temperature Strength, Thermal Stability, and EnvironmentResistanceHAYNES 230 (UNS N06230) alloy is a nickel-chromium-tungsten-molybdenum alloythat combines excellent high-temperature strength, outstanding resistance to oxidizingenvironments up to 2100 F (1149 C) for prolonged exposures, premier resistance tonitriding environments, and excellent long-term thermal stability. It is readily fabricatedand formed, and is castable. Other attractive features include lower thermal expansioncharacteristics than most high-temperature alloys, and a pronounced resistance to graincoarsening with prolonged exposure to high temperatures.Easily FabricatedHAYNES 230 alloy has excellent forming and welding characteristics. It may be forgedor otherwise hot-worked, providing it is held at 2150 F (1177 C) for a time sufficient tobring the entire piece to temperature. As a consequence of its good ductility, 230 alloy isalso readily formed by coldworking. All hot- or coldworked parts should be annealed andrapidly cooled in order to restore the best balance of properties. The alloy can be weldedby a variety of techniques, including gas tungsten arc (GTAW), gas metal arc (GMAW), andresistance welding.Heat-TreatmentWrought 230 alloy is furnished in the solution heat-treated condition, unless otherwisespecified. The alloy is solution heat-treated in the range of 2150 to 2275 F (1177 to1246 C) and rapidly cooled or water-quenched for optimum properties.Annealing at temperatures lower than the solution heat-treating temperatures will producesome carbide precipitation in 230 alloy, which may marginally affect the alloy’s strengthand ductility.CastingsHAYNES 230 alloy may be cast using traditional air-melt sand mold or vacuum-meltinvestment casting foundry practices. Silicon levels at the high end of the specificationrange are recommended for enhanced fluidity. Castings may be used in either the as-castor solution-heat-treated condition depending upon property requirements.H-3000O 2021 Haynes International
Principal Features ContinuedApplicationsHAYNES 230 alloy combines properties which make it ideally suited for a wide variety ofcomponent applications in the aerospace and power industries. It is used for combustioncans, transition ducts, flame holders, thermocouple sheaths, and other important gasturbine components. In the chemical process industry, 230 alloy is used for catalystgrid supports in ammonia burners, high-strength thermocouple protection tubes, hightemperature heat exchangers, ducts, high-temperature bellows, and various other keyprocess internals.In the industrial heating industry, applications for 230 alloy include furnace retorts, chainsand fixtures, burner flame shrouds, recuperator internals, dampers, nitriding furnaceinternals, heat-treating baskets, grates, trays, sparger tubes, thermocouple protectiontubes, cyclone internals, and many more.Nominal CompositionWeight Lanthanum:Boron:57 Balance221423 max.5 max.0.50.40.5 max.0.30.1 max.0.10.020.015 max.Haynes International - HAYNES 230 alloy
Creep and Rupture PropertiesHAYNES 230 alloy is a solid-solution-strengthened material which combines excellenthigh-temperature strength with good fabricability at room temperature. It is particularlyeffective for very long-term applications at temperatures of 1200 F (650 C) or more, and iscapable of outlasting stainless steels and nickel alloys by as much as 100 to 1 dependingupon the temperature. Alternatively, the higher strength of 230 alloy allows for the use ofdesign section thicknesses as much as 75 percent thinner than lesser alloys with no loss inload-bearing capability.Stress-Rupture Lives for Various Alloys at Fixed Test Conditions (Bar and Plate)*Alloy1400 F (760 C)15.0 ksi (103 MPa) 2308,20062519,000X900800H130 INCONEL 60150 253 MA14060015316 SS100 RA33030304 SS10*Based upon Larson-Miller extrapolationHours to Rupture1600 F (871 C)4.1 ksi (31 Mpa)65,00014,0005,0001,2001,2009002802402301001800 F (982 C)2.0 ksi (14 n of Stress to Produce 1% Creep in 1000 Hours (Sheet)Haynes International - HAYNES 230 alloy
Creep and Rupture Properties Continued230 Sheet, Solution AnnealedTemperature F CCreep%0.51200 6491R0.51300† 7041R0.51400 7601R0.51500 8161R0.51600 8711R0.51700 9271R0.51800 9821R0.51900 10381R0.52000 10931R*Significant ExtrapolationApproximate Initial Stress to Produce Specified Creep in10 Hours100 Hours1,000 Hours 10,000 6.2-Haynes International - HAYNES 230 alloy
Creep and Rupture Properties Continued230 Plate, Solution AnnealedTemperature F 190010382000109321001149Approximate Initial Stress to Produce Specified Creep in10 Hours100 Hours1,000 Hours 10,000 ignificant ExtrapolationHaynes International - HAYNES 230 alloy
Low Cycle FatigueHAYNES 230 alloy exhibits excellent low cycle fatigue properties at elevatedtemperature. Results shown below are for strain-controlled tests run in the temperaturerange from 800 to 1800 F (425 to 980 C). Samples were machined from plate. Tests wererun with fully reversed strain (R -1) at a frequency of 20 cpm (0.33 Hz).Comparative Low Cycle Fatigue PropertiesThe graph below compares the low cycle fatigue lives of a number of alloys tested at800 F (427 C) in both the as-received and 1400 F (760 C)/1000 hour pre-exposed condition. Samples were machined from plate or bar, after exposure for exposed samples.Tests were again run with fully reversed strain (R -1) at a frequency of 20 cpm (0.33 Hz).TSR Total Strain Range.800 F (425 C) LCF Life for Various AlloysCompilation of axial LCF test results (R -1, f 0.33 Hz)Temperature F C800427* Indicates a run-out.Δεtot/%1.501.000.800.650.55Ni, Cycles to Initiation2230848014,91845,127103,910Haynes International - HAYNES 230 alloyNf, Cycles to Failure2398874216,57546,523115,456
Low Cycle Fatigue ContinuedTemperatureCompilation of axial LCF test results (R -1, f 0.33 Hz)Δεtot/%Ni, Cycles to InitiationNf, Cycles to Failure F es International - HAYNES 230 alloy
Tensile PropertiesTensile Properties of 230 SheetTestTemperature F 2% 223617.812310.069Ultimate .254.137.0Tensile Properties of 230 PlateTestTemperature F 2% 923416.81169.163Ultimate 345.131124.316813.291RT Room TemperatureComparison of Yield Strengths (Plate)Haynes International - HAYNES 230 alloyElongation%46.053.253.068.094.091.292.1
Thermal StabilityHAYNES 230 alloy exhibits excellent retained ductility after long-term thermal exposureat intermediate temperatures. It does not exhibit sigma phase, mu phase, or otherdeleterious phase formation even after 16,000 hours of exposure at temperatures from1200 to 1600 F (649 to 871 C). Principal phases precipitated from solid solution are allcarbides.This contrasts markedly with many other solid-solution-strengthened superalloys suchas HAYNES 188 alloy, HAYNES 625 alloy, and HASTELLOY X alloy. These alloys allprecipitate deleterious phases, which impair both tensile ductility and impact strength.Haynes International - HAYNES 230 alloy
Thermal Stability ContinuedRoom-Temperature Properties after Thermal ExposureConditionMA 1200/8,000 hr. 1200/20,000 hr. 1200/30,000 hr. 1200/50,000 hr.0.2% YieldStrengthksi58.457.957.659.461.2Ultimate Tensile .934131.733.9R.A. 1400/8,000 hr 1400/20,000 hr 1400/30,000 hr 1400/50,000 .234.331.633.932.518.718.8 1600/8,000 hr. 1600/20,000 hr. 1600/30,000 hr. 1600/50,000 pactStrengthft-lb5431.428.925.820.714.8*BIGM; AGL Elong, which tends to be lower; Other data are 4D Elong.R.A. Reduction of AreaRetained Room Temperature Tensile Ductility after 8000 HourExposure at TemperatureExposureTemperature F120014001600Room Temperature Room TemperatureTensile Elongation Tensile Elongation230 188%36.43236.2%29.110.822.2Room TemperatureTensile Elongation625Room TemperatureTensile ElongationX%181326%191930Haynes International - HAYNES 230 alloy
Resistance to Grain GrowthHAYNES 230 alloy exhibits excellent resistance to grain growth at high temperatures. As aconsequence of its very stable primary carbides, 230 alloy can be exposed at temperatures ashigh as 2200 F (1204 C) for up to 24 hours without exhibiting significant grain growth. Materialssuch as HAYNES 188 alloy or HASTELLOY X alloy exhibit greater grain growth under suchconditions, as would most iron-, nickel-, or cobalt-base alloys and stainless steels.ExposureTimeh01424Grain Size for Alloys Exposed at Temperature for Various Times*HAYNES 230 alloyHAYNES 188 alloyHASTELLOY X alloy2150 F2200 F"2150 F2200 F2150 F2200 F(1177 C)(1204 C)(1177 C)"(1204 C)(1177 C)(1204 C)4-4 1/24-4 1/24-54-53 1/23 1/24-54-4 1/22-52-43 1/20-14-4 1/24-4 1/23 1/233 1/20-144-4 1/20-21-300-40-1 1/2*Plate ProductHaynes International - HAYNES 230 alloy
Physical PropertiesPhysical PropertyBritish UnitsMetric Units3DensityRT0.324 lb/inRT8.97 g/cm3Melting Temperature 2375-2500 F1301-1371 CRT49.2 µohm-inRT C125.0 µohm-m200 F49.5 µohm-in100 C125.8 µohm-m400 F49.8 µohm-in200 C126.5 µohm-m600 F50.2 µohm-in300 C127.3 µohm-m800 F50.7 µohm-in400 C128.4 µohm-mElectrical Resistivity1000 F51.5 µohm-in500 C130.2 µohm-m1200 F51.6 µohm-in600 C131.2 µohm-m1400 F51.1 µohm-in700 C130.7 µohm-m1600 F50.3 µohm-in800 C129.1 µohm-m1800 F49.3 µohm-in900 C127.1 µohm-m1000 C125.0 µohm-mRT3.8 x 10-3in2/secRT24.2 x 10-3cm2/s200 F4.1 x 10-3in2/sec100 C26.8 x 10-3cm2/s400 F4.7 x 10-3in2/sec200 C29.9 x 10-3cm2/s600 F5.2 x 10-3in2/sec300 C32.9 x 10-3cm2/s800 F5.6 x 10-3in2/sec400 C35.7 x 10-3cm2/sThermal Diffusivity1000 F6.1 x 10-3in2/sec500 C38.5 x 10-3cm2/s1200 F6.5 x 10-3in2/sec600 C41.9 x 10-3cm2/s1400 F6.7 x 10-3in2/sec700 C43.0 x 10-3cm2/s1600 F6.7 x 10-3in2/sec800 C43.2 x 10-3cm2/s1800 F7.3 x 10-3in2/sec900 C44.4 x 10-3cm2/s1000 C48.2 x 10-3cm2/sRT62 Btu-in/ft2-hr- FRT8.9 W/m- C2200 F71 Btu-in/ft -hr- F100 C10.4 W/m- C400 F87 Btu-in/ft2-hr- F200 C12.4 W/m- C2600 F102 Btu-in/ft -hr- F300 C14.4 W/m- C2800 F118 Btu-in/ft -hr- F400 C16.4 W/m- CThermal1000 F133 Btu-in/ft2-hr- F500 C18.4 W/m- CConductivity21200 F148 Btu-in/ft -hr- F600 C20.4 W/m- C21400 F164 Btu-in/ft -hr- F700 C22.4 W/m- C1600 F179 Btu-in/ft2-hr- F800 C24.4 W/m- C21800 F195 Btu-in/ft -hr- F900 C26.4 W/m- C1000 C28.4 W/m- CRT Room TemperatureHaynes International - HAYNES 230 alloy
Physical Properties ContinuedPhysical PropertyBritish UnitsRT0.095 Btu/lb- F200 F0.099 Btu/lb- F400 F0.104 Btu/lb- F600 F0.108 Btu/lb- F800 F0.112 Btu/lb- F1000 F0.112 Btu/lb- F1200 F0.134 Btu/lb- F1400 F0.140 Btu/lb- F1600 F0.145 Btu/lb- F1800 F0.147 Btu/lb- F70-200 F6.5 µin/in - F70-400 F6.9 µin/in - F70-600 F7.2 µin/in - F70-800 F7.4 µin/in - F70-1000 F7.6 µin/in - F70-1200 F8.0 µin/in - F70-1400 F8.3 µin/in - F70-1600 F8.6 µin/in - F70-1800 F8.9 µin/in - FRT30.3 x 106 psi200 F30.1 x 106 psi400 F29.0 x 106 psi600 F27.8 x 106 psi800 F26.8 x 106 psi1000 F25.9 x 106 psi1200 F24.9 x 106 psi1400 F23.6 x 106 psi1600 F22.2 x 106 psi1800 F20.7 x 106 psi2000ºF19.1 x 106 psiSpecific HeatMean Coefficient ofThermal ExpansionDynamic Modulusof ElasticityMetric UnitsRT397 J/kg· C100 C419 J/kg· C200 C435 J/kg· C300 C448 J/kg· C400 C465 J/kg· C500 C473 J/kg· C600 C486 J/kg· C700 C574 J/kg· C800 C5595 J/kg· C900 C609 J/kg· C1000 C617 J/kg· C25-100 C11.8 x 10-6m/m· C25-200 C12.4 x 10-6m/m· C25-300 C12.8 x 10-6m/m· C25-400 C13.2 x 10-6m/m· C25-500 C13.6 x 10-6m/m· C25-600 C14.1 x 10-6m/m· C25-700 C14.7 x 10-6m/m· C25-800 C15.2 x 10-6m/m· C25-900 C15.7 x 10-6m/m· C25-1000 C16.1 x 10-6m/m· CRT209 GPa100 C207 GPa200 C200 GPa300 C193 GPa400 C186 GPa500 C181 GPa600 C175 GPa700 C168 GPa800 C159 Gpa900 C150 Gpa1000 C141 GpaRT Room TemperatureHaynes International - HAYNES 230 alloy
Physical Properties ContinuedPhysical PropertyBritish UnitsRT11.5 x 106 psi200 F11.4 x 106 psi400 F11.0 x 106 psi600 F10.5 x 106 psi800 F10.1 x 106 psi1000 F9.7 x 106 psi1200 F9.3 x 106 psi1400 F8.8 x 106 psi1600 F8.2 x 106 psi1800 F7.6 x 106 psi2000 F7.0 x 106 psiRT0.31200 F0.31400 F0.32600 F0.32800 F0.331000 F0.331200 F0.341400 F0.341600 F0.351800 F0.36Dynamic ShearModulusPoisson’s RatioMetric unitsRT79 Gpa100 C79 Gpa200 C76 Gpa300 C73 Gpa400 C70 Gpa500 C67 Gpa600 C64 Gpa700 C61 Gpa800 C57 Gpa900 C52 Gpa1000 C48 GpaRT0.31100 C0.31200 C0.32300 C0.32400 C0.33500 C0.33600 C0.34700 C0.34800 C0.34900 C0.35RT Room TemperatureHaynes International - HAYNES 230 alloy
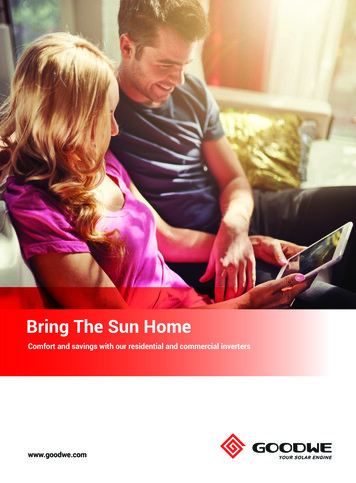
Physical Properties ContinuedThermal Expansion CharacteristicsHAYNES 230 alloy has relatively low thermal expansion characteristics compared to most highstrength superalloys, iron-nickel-chromium alloys, and austenitic stainless steels. This meanslower thermal stresses in service for complex component fabrications, as well as tighter controlover critical part dimensions and clearances.Haynes International - HAYNES 230 alloy
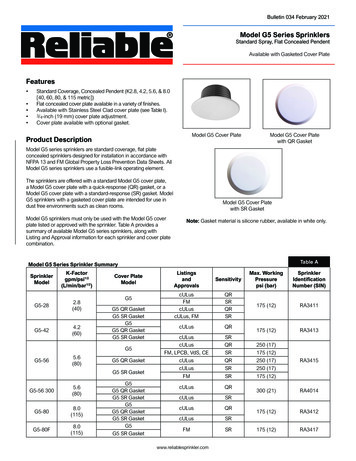
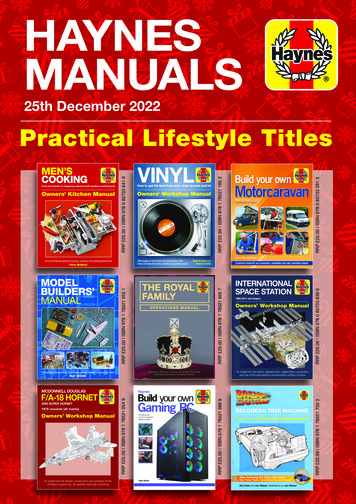
Oxidation ResistanceHAYNES 230 alloy exhibits excellent resistance to both air and combustion gas oxidizingenvironments, and can be used for long-term continuous exposure at temperatures upto 2100 F (1150 C). For exposures of short duration, 230 alloy can be used at highertemperatures.Schematic Representation of Metallographic Technique used for EvaluatingOxidation TestsComparative Dynamic Oxidation1600 F (870 C), 2000 h,30-min cyclesAlloyMetalLossAverage MetalAffected1800 F (980 C), 1000 h,30-min cyclesMetalLossAverage MetalAffectedmilsµmmilsµmmilsµmmils2000 F (1090 C), 500 h,30-min cyclesMetalLossAverage MetalAffectedµmmilsµmmilsµm2100 F (1150 C), 200 h,30-min cyclesMetalLossAverage 10.927713.133382039.7246230 517.81982.4615.714513.333820.953113.8 35115.33896251.2302.2563.7946152------556 435.31354.31097.318511.62951435613.9 r 300 h--ConsumedXHR-120 RA3302.56451278.722110.526715.4HR-160 800H3.9999.423922.9582Through Thickness--ConsumedBurner rig oxidation tests were conducted by exposing samples of 3/8” x 2.5” x thickness (9mm x64 mm x thickness), in a rotating holder to the products of combustion of 2 parts No. 1 and 1 partNo. 2 fuel burned at a ratio of air to fuel of about 50:1. Gas velocity was about 0.3 mach. Sampleswere automatically removed from the gas stream every 30 minutes and fan-cooled to near ambienttemperature and then reinserted into the flame tunnel.Haynes International - HAYNES 230 alloy
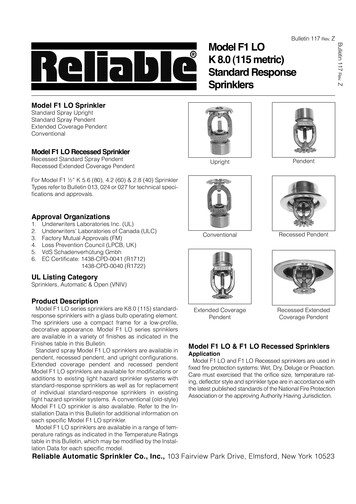
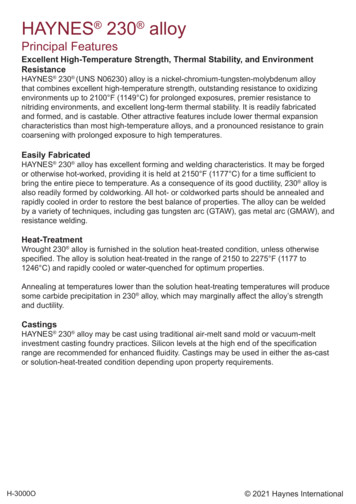
Oxidation Resistance ContinuedComparative Oxidation in Flowing Air 2100 F (1150 C) for 1008 HoursMicrostructures shown are for coupons exposed for 1008 hours at 2100 F (1150 C) inair flowing 7.0 feet/minute (2.1 m/minute) past the samples. Samples were descaled bycathodically charging the coupons while they were immersed in a molten salt solution. Theblack area shown at the top of each picture represents actual metal loss due to oxidation.The data clearly show HAYNES 230 alloy to be superior to both INCONEL alloy 601 andalloy 800H, as well as the other heat-resistant materials listed in the table above.Haynes International - HAYNES 230 alloy
Oxidation Resistance ContinuedWater Vapor Testing1008 hours @ 1600F Cycled 1x/week in air 10%H2OMetalLossAverage MetalAffected1008 hours @ 1600F Cycled1x/week in air 20%H2O6 months @ 1400F Cycled 1x/week in air 10%H2OMetalLossAverage MetalAffectedMetalLossAverage lspersidemmpersidemilspersidemm perside230 50.460.0121.260.032Amount of metal affected for high-temperature sheet (0.060 - 0.125”) alloysexposed for 360 days (8,640 h) in flowing air.1600 FMetalLoss*1800 FAverage MetalAffectedMetalLoss*2000 FAverage MetalAffectedMetalLoss*2100 FAverage MetalAffectedMetalLoss*Average .61158 617HR-120 25 X800HTHR-160 *Metal loss was calculated from final and initial metal thicknesses; i.e. ML (OMT – FMT) /2Static Oxidation ComparisonComparative Oxidation Resistance in Flowing Air, 1008 Hours*1800 F (982 C)MetalLoss2000 F (1093 C)Average MetalAffectedMetalLoss2100 F (1149 C)Average MetalAffectedMetalLoss2200 F (1204 C)Average MetalAffectedMetalLossAverage μmmilsμmmilsμmmilsμm230 23.6916.1115----800HT0.5134.11047.619311.629512.4 31515381----446 SS----1333014.4366-- 21.5 546----14.2361-- 17.5 445-- 17.5 445----316 SS12.3 312*Metal Loss Average Internal PenetrationHaynes International - HAYNES 230 alloy
Nitriding ResistanceHAYNES 230 alloy is one of the most nitriding resistant materials commercially available.Tests were performed in flowing ammonia at 1200 F (650 C) and 1800 F (980 C) for 168hours. Nitrogen absorption was determined by chemical analysis of samples before andafter exposure and knowledge of the exposed specimen area.Alloy230 600625XRA330 800H316 SS310 SS304 SSNitrogen Absorption (mg/cm2)1200 F (649 C)1800 F (982 C)2000 F (1093 5.56.96.03.37.47.79.59.87.33.5Carburization ResistanceHAYNES 230 alloy exhibits good resistance to carburization when compared with manyother industrial alloys. Test results were generated for 500 hours exposure in packedgraphite at 1800 F (980 C). Carbon absorption was determined by chemical analysis ofsamples before and after exposure and knowledge of the exposed specimen area.Haynes International - HAYNES 230 alloy
Hydrogen EmbrittlementNotched tensile tests performed in hydrogen and air reveal that 230 alloy is resistant to hydrogenembrittlement. Tests were performed in MIL-P-27201B grade hydrogen, with a crosshead speed of0.005 in/min (0.13 mm/min). Specimens were notched with a KT value of 8.0.TestTemperature F C70217021psig30005000HydrogenPressureMPa2134Ratio of Notched TensileStrength, Hydrogen/Air0.921.07Aqueous Corrosion ResistanceCoupons were exposed for four 24-hour periods in various acids at the stated temperatures, andgeneral corrosion rates were calculated from weight change measurements.Alloy230 625600316 SSXCorrosion Rate (mils per year)10% HNO3 Boiling10% H2SO4 150 F (66 C)10% HCl 150 F (66 C)0.30.61120.70.4650.841.8366117.83408 0.199Hardness and Grain SizeSolution Annealed Room Temperature HardnessFormSheetPlateBarHardness, HRBW929290HRBW Hardness Rockwell “B”, Tungsten Indentor.Typical ASTM Grain Size4 - 6.53-53-5
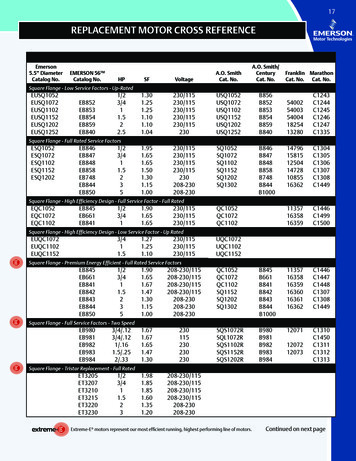
ApplicationsTextron Lycoming gas turbine enginecombustor made of HAYNES 230 alloy.Nitric acid catalyst grids support made fromHAYNES 230 alloy plate and bar. Excellentcreep strength at 1700 F (927 C) makes thealloy highly suitable for this application.Prototype 230 combustor for Dresser-RandDR-990 industrial turbine.Resistance-heated 230 superheatertubes at the Penn State Applied ResearchLaboratory. Used to produce about1625 F (885 C) high-pressure steam.Prototype 230 high-temperature expansionbellows made of 0.020-inch (0.5mm) thicksheet in a catalytic cracker configuration.This horizontal electrically fired 230 retort replaced analloy 600 retort which lasted only an average of eightmonths in 1400 to 2200 F (760 to 1205 C) service inhydrogen atmosphere. The 230 retort was still in excellent condition after 24 months service, as shown.Haynes International - HAYNES 230 alloy
Applications ContinuedFabricated heat-treating basket for vacuumfurnace application to 2300 F (1260 C). Madefrom 1/2-inch (12.7 mm) diameter 230 bar.Wire annealing fixture of 230 alloy reducesthermal mass and cycle times after replacingmassive carbon-steel "stub" used previously.HAYNES 230 damper atop this glass meltingfurnace withstands 2300 F (1260 C) for short timesand 2000 F (1095 C) for sustained periods.This striking shot of a HAYNES 230 heat-treatfixture was taken at a leading off-road automotiveequipment plant. This conveyor fixture operates at1550 F (845 C) with a subsequent water quenchfollowed by a four hour cycle at 1050 F (565 C).Substrate holder and box of 230 alloy resisttemperatures of 1650 F (900 C) during theproduction of semiconductors.Cast heat-treat basket of 230 alloy in useat Alloy Foundries, Division of the EasternCompany, Naugatuck, Connecticut.230 retorts operate at2100 F (1150 C) with ahydrogen atmosphere(inside) and combustion products outside.Haynes International - HAYNES 230 alloy
FabricationHeat TreatmentHAYNES 230 alloy is normally final solution heat-treated at 2250 F (1230 C) for atime commensurate with section thickness. Solution heat-treating can be performed attemperatures as low as about 2125 F (1165 C), but resulting material properties willbe altered accordingly. Annealing during fabrication can be performed at even lowertemperatures, but a final, subsequent solution heat treatment is needed to produceoptimum properties and structure. Please refer to following sections and publication clickhere for additional information.Typical Hardness PropertiesEffect of Cold Reduction Upon Room-Temperature Tensile Properties*ColdSubsequent Anneal0.2% YieldUltimate .9980301950 F (1066 020*Based upon rolling reductions taken upon 0.120-inch (3.0 mm) thick sheet.Duplicate tests.Haynes International - HAYNES 230 334.6
Fabrication ContinuedColdSubsequent Anneal0.2% YieldUltimate ion1080.855513996036.52065.4450135.793539.2302050 F (1121 12150 F (1177 495137.795039.1*Based upon rolling reductions taken upon 0.120-inch (3.0 mm) thick sheet.Duplicate tests.Microstructure(ASTM 5 grain size) Annealed at 2250 F (1230 C)Etchant 95mlHCl plus 5 gmoxalic acid, 4 voltsHaynes International - HAYNES 230 alloy
WeldingHAYNES 230 alloy is readily welded by Gas Tungsten Arc Welding (GTAW), Gas MetalArc Welding (GMAW), Shielded Metal Arc Welding (SMAW), and resistance weldingtechniques. Its welding characteristics are similar to those for HASTELLOY X alloy.Submerged Arc Welding (SAW) is not recommended as this process is characterized byhigh heat input to the base metal and slow cooling of the weld. These factors can increaseweld restraint and promote cracking.Base Metal PreparationThe welding surface and adjacent regions should be thoroughly cleaned with anappropriate solvent prior to any welding operation. All greases, oils, cutting oils, crayonmarks, machining solutions, corrosion products, paint, scale, dye penetrant solutions, andother foreign matter should be completely removed. It is preferable, but not necessary,that the alloy be in the solution- annealed condition when welded.Filler Metal SelectionHAYNES 230-W filler wire (AWS A5.14, ERNiCrWMo-1) is recommended for joining230 alloy by Gas Tungsten Arc or Gas Metal Arc welding. Coated electrodes of 230-W alloy are also available for Shielded Metal Arc welding in non-ASME code construction.For dissimilar metal joining of 230 alloy to nickel-, cobalt-, or iron- base materials, 230W filler wire, HAYNES 556 alloy (AWS A5.9 ER3556, AMS 5831), HASTELLOY Salloy (AMS 5838) or HASTELLOY W alloy (AMS 5786, 5787) welding products may all beconsidered, depending upon the particular case. Please click here or the Haynes WeldingSmartGuide for more information.Preheating, Interpass Temperatures, and Postweld Heat TreatmentPreheat is not required. Preheat is generally specified as room temperature (typical shopconditions). Interpass temperature should be maintained below 200 F (93 C). Auxiliarycooling methods may be used between weld passes, as needed, providing that suchmethods do not introduce contaminants. Postweld heat treatment is not generally requiredfor 230 alloy.Nominal Welding ParametersDetails for GTAW, GMAW and SMAW welding are given here. Nominal welding parametersare provided as a guide for performing typical operations and are based upon weldingconditions used in our laboratories.Room Temperature Transverse Weld Tensile Results –GTAW of 0.205-in / 5.2 mm Plate0.2% Yield StrengthksiMPa60.241558.4403Ultimate Tensile StrengthksiMPa117.7812113.4782Elongation%Fracture Location29.6Weld Metal28.2Weld MetalHaynes International - HAYNES 230 alloy
Welding ContinuedTransverse Weld Tensile Results – GTAW of 0.5-in / 12.7 mm PlateTest Temperature F CRoom Temperature16008710.2% imate longation%37.32744.928.9FractureLocationWeld MetalWeld MetalBase MetalWeld MetalRoom Temperature Transverse Weld Tensile Results –GMAW of 2.0-in / 50.8 mm PlateUltimate Tensile StrengthksiMPa116800117807115793116800Fracture LocationWeld MetalWeld MetalWeld MetalWeld MetalRoom Temperature Transverse Weld Tensile Results –GTAW of 3.0-in / 76.2 mm PlateSampleLocationWeldFaceWeldCenterWeldRoot0.2% YieldStrengthksiMPaUltimate TensileStrengthksiMPaElongation%Reductionof ldMetalHAYNES 230-W All-Weld-Metal Tensile Test ResultsTest Temperature F CRTRT18009800.2% Yield StrengthksiMPa75.752021.2145Ultimate Tensile StrengthksiMPa112.677522.7155Haynes International - HAYNES 230 alloyElongation%27.324.6
Specifications and CodesSpecificationsHAYNES 230 alloy(N06230)HAYNES 230-W alloy(N06231)Sheet, Plate & StripBillet, Rod & BarCoated ElectrodesBare Welding Rods & WireSeamless Pipe & TubeWelded Pipe & TubeFittingsForgingsDINOthersAMS 5878SB 435/B 435P 43AMS 5891SB 572/B 572B 472P 43SFA 5.11 (ENiCrWMo-1)A 5.11 (ENiCrWMo-1)F 43SFA 5.14 (ERNiCrWMo-1)A 5.14 (ERNiCrWMo-1)AMS 5839F 43SB 622/B 622P 43SB 619/B 619SB 626/B 626P 43SB 366/B 366P 43AMS 5891SB 564/B 564P 4317744 No. 2.4733NiCr22W14Mo-Haynes International - HAYNES 230 alloy
CodesASMEMMPDSHAYNES 230 alloy(UNS N06230)HAYNES 230-W alloy(UNS N06231)Section l1650 F (899 C)1, 4Class 1Section lllClass 2Class 3Section lV HF-300.2500 F (132 C)1Div. 11800 F (982 C)1, 5, 6Section VlllDiv. 2Section Xll650 F (343 C)1B16.51500 F (816 C)2B16.34
Haynes International - HAYNES 230 alloy Creep and Rupture Properties HAYNES 230 alloy is a solid-solution-strengthened material which combines excellent high-temperature strength with good fabricability at room temperature. It is particularly effective for very long-term applications at temperatures of 1200 F (650 C) or more, and is