Transcription
HIGH-TEMPERATURE ALLOYSHAYNES 214 ALLOYA nickel-chromium-aluminumiron alloy with outstandingresistance to oxidation.ContentsTypical Applications2Principal Features3Oxidation Resistance4Carburization Resistance7Resistance to Chlorine-BearingEnvironmentsH-3008D10Nitriding Resistance11Physical Properties12Modulus of Elasticity13Tensile Properties14Creep and Rupture Properties15Thermal Stability16Fabrication Characteristics16Welding17Health & Safety19Sales Office Addresses20
APPLICATIONSHAYNES 214 alloy is gaining rapid acceptance foruse in honeycomb seals because of its outstandingoxidation resistance. The seals are made of thingage foil and are used to prevent leakage betweendifferent stages in gas turbine engines. Such sealscontribute to an engines fuel efficiency.This 214 alloy flamehood remained in service for 16months in an application where other nickel alloyhoods required replacement every three to fourmonths. The alloy component was subjected todirect flame impingement during the entire period inan automotive products plant.Section of a 214 alloy belt which was removedafter 3,000 hours at 1800 F (980 C) in a chinawaredecorating kiln. The belt showed only minimalwear and oxidation attack. Use of 214 alloy inthis application has helped reduce the time of theoperation from eight or twelve hours, to less than30 minutes.The burner assembly at left failed after 450 cyclesbetween minus 55 and 2000 F (minus 50 and1095 C.) A 214 alloy burner was still in good shapeafter 2000 cycles in the same test. The burnerswere cycled from low to high temperatures in aboutfive minutes, held for a 15-minute burn, and thenrapid-air cooled.Haynes 214 alloy2 2008 Haynes International, Inc.
PRINCIPAL FEATURESExcellent OxidationResistanceHAYNES 214 alloy is a nickel- chromium-aluminum-iron alloy,designed to provide the optimumin high-temperature oxidationresistance for a wrought austeniticmaterial, while at the same timeallowing for conventional formingand joining. Intended principallyfor use at temperatures of 1750 F(955 C) and above, 214 alloyexhibits resistance to oxidationthat far exceeds virtually allconventional heat-resistant wroughtalloys at these temperatures. Thisis attributable to the formationof a tightly adherent Al2O3-typeprotective oxide scale, which formsin preference to chromium oxidescales at these high temperatures. Attemperatures below 1750 F (955 C),214 alloy develops an oxide scalewhich is a mixture of chromium andaluminum oxides. This mixed scaleis somewhat less protective, but stillaffords 214 alloy oxidation resistanceequal to the best nickel-base alloys.The higher temperature Al2O3 - typescale which 214 alloy forms alsoprovides the alloy with excellentresistance to carburization, nitridingand corrosion in chlorine-bearingoxidizing environments.FabricationHAYNES 214 alloy is similar inmany respects to high aluminumcontent nickel-base alloys whichare intended to be age-hardenedby intermediate temperatureheat treatment. If exposed attemperatures in the range of 11001700 F (595-925 C), 214 alloywill exhibit age-hardening as aresult of the formation of a secondphase, gamma prime (Ni3Al). Thisalso results in a significant loss ofintermediate and low temperaturetensile ductility. As a consequenceof this, 214 alloy is susceptible tostrain-age cracking when highlystressed, highly-restrained, weldedcomponents are slowly heatedthrough the intermediate temperatureregime. This behavior is the sameas that exhibited by high aluminum titanium content superalloys, suchas Waspaloy or R-41 alloys. Thekeys avoiding this problem are tominimize weldment restraint throughappropriate component design, and/or heat rapidly through the 11001700 F (595-925 C) temperaturerange during post-fabrication heattreatment (or first use heat up).With the exception of the aboveconsideration, HAYNES 214 alloydoes exhibit good forming andwelding characteristics. It may beforged or otherwise hot-worked,providing it is held at 2100 F(1150 C) for a time sufficient to bringthe entire piece to temperature. Itsroom temperature tensile ductilityis also high enough to allow thealloy to be formed by coldworking.All cold or hot-worked parts shouldbe annealed and rapidly cooled inorder to restore the best balance ofproperties.The alloy can be welded by avariety of techniques, including gastungsten arc (TIG), gas metal arc(MIG) or shielded metal arc (coatedelectrode) welding.Heat-TreatmentHAYNES 214 alloy is furnished inthe solution heat-treated condition,unless otherwise specified. The alloyis normally solution heat-treated at2000 F (1095 C) and rapidly cooledor quenched for optimum properties.Heat treating at temperaturesbelow the solution heat-treatingtemperature will result in grainboundary carbide precipitation and,below 1750 F (955 C), precipitationof gamma prime phase. Such lowertemperature agehardening heattreatments are not suggested.Available Product FormsHAYNES 214 alloy is available in theform of plate, sheet, strip, billet, bar,and wire.ApplicableSpecificationsHAYNES 214 alloy is covered byDIN specification number 17744No.2.4646 for all forms, and a fullrange of Haynes internal productspecifications. Please consultHaynes International for details.ApplicationsHAYNES 214 alloy combinesproperties which make it verysuitable for service in relativelylow-stress, high temperatureoxidizing environments, where theutmost in resistance to oxidationor scale exfoliation is needed. Itsresistance to such environmentspersists to temperatures as high as2400 F (1315 C), although strengthlimitations may apply. Applicationscan include “Clean Firing” uses suchas mesh belts, trays and fixturesfor firing of pottery and fine china,and the heat treatment of electronicdevices and technical gradeceramics.In the gas turbine industry, 214alloy is used for foil constructionhoneycomb seals, combustor splashplates, and other static oxidation- limited parts. The automotiveindustry has applications for 214alloy in catalytic converter internals,and it is used as a burner cupmaterial in auxiliary heaters formilitary vehicles.In the industrial heating market, 214alloy is used for highly specializedapplications such as refractoryanchors, furnace flame hoods,and rotary calciners for processingchloride compounds. It is alsoused for parts in high temperaturechlorine-contaminated environments,such as hospital waste incineratorinternals.Nominal Chemical Composition, Weight PercentNi75aaCr Al164.5Fe3Mn Si0.5*0.2*ZrC0.1*0.05B Y0.01*0.01As Balance *Maximum3Haynes 214 alloy
OXIDATION RESISTANCEHAYNES 214 alloy provides resistanceto oxidation at temperatures of 1750 F(955 C) and above that is virtuallyunmatched by any other wroughtheat-resistant alloy. It can be usedfor long-term continuous exposureto combustion gases or air attemperatures up to 2300 F (1260 C),and, for shorter term exposures, it canbe used at even higher temperatures.Useful short-term oxidation resistancehas even been demonstrated attemperatures as high as 2400 F(1315 C).Comparative Oxidation Resistance in Flowing Air*Average Metal Affected in 1008 Hours**1800 F (980 C)MaterialMilsµm214 alloy0.2230 alloy2000 F (1095 C)2100 F (1150 C)2200 F (1205 867.9201alloy 6000.9231.6412.9748.4213alloy 6011.3332.6665.31357.5***191***RA330 alloy4.31096.71708.7221alloy 800H1.8467.41888.922613.6289Type 446 SS2.35814.5368 21.7 551 23.3 592Type 316 SS14.3363 68.4 1737 105.0 2667 140.4 3566 --* Flowing air at a velocity of 7.0 feet/minute (213.4 cm/minute) past the samples. Samples cycled to room temperature once-a-week.** Metal Loss Average Internal Penetration*** 601 Sample exhibited very large internal voids.Metallographic Technique used for Evaluating Environmental Tests1.2.3.4.5.Haynes 214 alloy4Metal Loss (A - B)/2Average Internal Penetration CMaximum Internal Penetration DAverage Metal Affected ((A - B)/2) CMaximum Metal Affected (A - B)/2) D
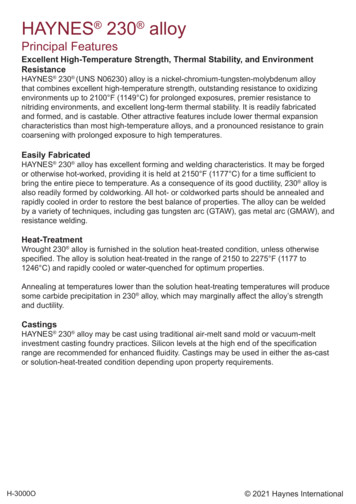
Comparative Oxidation in Flowing Air 2100 F (1150 C)Microstructures shown are forcoupons exposed for 1008hours at 2100 F (1150 C) inair flowing at 7.0 feet/minute(213.4 cm/minute) past thesamples. Samples weredescaled by cathodicallycharging the coupons whilethey were immersed in amolten salt solution. The blackarea shown at the top of eachpicture represents actual metalloss due to oxidation. Thedata clearly show HAYNES 214 alloy is only slightlyaffected by the exposure,while other nickel-chromiumalloys, such as alloys 600 and601, and ironnickel chromiumalloys, such as RA330 alloy,all exhibit significantly moreoxidation damage. Of particularimportance is the almost totalabsence of internal attack forthe 214 alloy. This contrastsmarkedly with the verysubstantial amount of internalattack evidenced by the alloy601 and RA330 alloy testscoupons. The nature of thisinternal attack, as illustratedby the photomicrographs, iscommon for alloys containing1-2% aluminum or silicon. Suchlevels of these elements dopromote chromium oxide scaleadherence, but do not affordimproved resistance to oxidepenetration below the scale.HAYNES 214 alloyAverage Metal Affected 0.3 Mils (8 µm)Alloy 600Average Metal Affected 2.9 Mils (74 µm)Alloy 601Average Metal Affected 5.3 Mils (135 µm)200 µmRA330 alloyAverage Metal Affected 8.7 Mils (221 µm)5Haynes 214 alloy
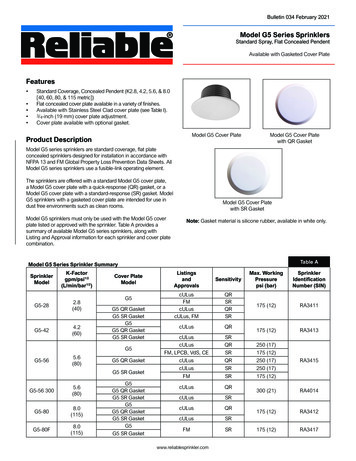
Comparative Burner Rig Oxidation Resistance1800 F (980 C)/1000Metal Loss Av.MaterialMilsµmHours 2000 F (1095 C)/500 HoursMetal Affected*Metal Loss Av.Metal Affected*MilsµmMilsµmMilsµm214 alloy0.4101.0250.5131.230230 alloy0.8202.8712.2565.2132X 312a14.436617.243719.5495 RA330 alloy7.8 300alloy 60012.3alloy 800H12.331214.536830.5b775b33.4b848bType 310 0.7272 24.0alloy 601a* Metal Loss Average Internal PenetrationbExtrapolated from 400 hoursaacOxidation Test ParametersBurner rig oxidation tests wereconducted by exposing, in a rotatingholder, samples 0.375 inch x 2.5inches x thickness (9.5mm x 64mmac 610cExtrapolated from 917 hoursInternal penetration through entire thicknessx thickness) to the products ofcombustion of fuel oil (2 parts No. 1and 1 part No. 2) burned at a ratio ofair to fuel of about 50:1. (Gas velocitywas about 0.3 mach). Samples wereautomatically removed from the gasstream every 30 minutes and fancooled to less than 500 F (260 C) andthen reinserted into the flame tunnel.Comparative Burner Rig Oxidation Resistance at 1800 F (980 C)/1000 Hours(Black areas of micros indicates actual metal loss)HAYNES 214 alloyAlloy 601RA330 alloyAlloy 800HAverage Metal Affected 1.0 Mils (25 µm)Average Metal Affected 18.8 Mils (478 µm)Average Metal Affected 11.8 Mils (300 µm)Average Metal Affected 14.5 Mils (368 µm)Comparative Burner Rig Oxidation Resistance at 2000 F (1095 C)/500 Hours200 µmHAYNES 214 alloyAlloy 601RA330 alloyAlloy 800HAverage Metal Affected 1.2 Mils (30 µm)Average Metal Affected 24.0 Mils ( 610 µm)Average Metal Affected 12.9 Mils (328 µm)Average Metal Affected 33.4 Mils (848 µm) Haynes 214 alloy 6
CARBURIZATION RESISTANCEHAYNES 214 alloy has very goodresistance to carburization, asmeasured in both packed graphiteexposure tests and mixed gasexposure tests. Results for these testsare presented in the following pages.All results are presented in terms ofthe mass of carbon absorption perunit area, which was obtained fromthe equation M C(W/A) where M the mass of carbon absorption perunit area (mg/cm2). C difference incarbon (weight fraction) before andafter exposure, W weight of theunexposed specimen (mg) and A surface area of the specimen exposedto the test environment (cm2).Packed Carburization ResistanceCarbon absorption observed for 214alloy following 500 hour exposure inpacked graphite at 1800 F (980 C)was very low, as shown below.While superior resistance wasexhibited by HAYNES HR-120 and 556 alloys, other alloys testedexhibited significantly greater carbonabsorption. In particular, the resistanceto carburization of 214 alloy was farbetter than that for the stainless steeltype materials.12500 Hours @ 1800 F (980 C)in packed graphiteCarbon Absorption (mg/cm21086420HR-120 alloy556 alloy230 alloy214 alloyalloy601RA330 alloy310alloy253 MA alloyMixed Gas Carburization TestsCarbon absorption observed for214 alloy following exposure at both1700 F (925 C) and 1800 F (980 C)to a carburizing gas mixture wassignificantly lower than that for allother materials tested. This is shownin the graphs on the following pages.For these tests, the exposure wasperformed in a gas environmentconsisting of (by volume %) 5.0% H2,75.0% CO, 5.0% CH4 and the balanceargon. The calculated equilibriumcomposition for the test environmentsare shown together with the results onthe following pages.Haynes 214 alloy
Comparative 1700 F (925 C) Mix Gas Carburization TestsThe calculated equilibriumcomposition (volume %) at 1700 F(925 C) and one atma was 14.2%-22H2, 4.74% CO, 0.0044% CO2, 0.032CH4 and balance Argon. The activityof Carbon was 1.0 and the partialpressure of Oxygen was 2.47 x 10atma.1700 F (925 C) for 215 HoursHAYNES 214 alloyHAYNES 556 alloyAlloy 800HAlloy 600HASTELLOY X alloyINCONEL alloy 601INCONEL alloy 617Type 310 Stainless Steel1234567Carbon Absorption Per Unit Area (mg/cm2)Typical Carburized Microstructures (Unetched) After ExposureFor 215 Hours At 1700 F (925 C)200 µmType 310 Stainless SteelHAYNES 214 alloyHaynes 214 alloy8
Comparative 1800 F (980 C) Mixed Gas Carburization TestsThe calculated equilibriumcomposition (volume %) at 1800 F(980 C) and one atma was 14.2% H2,and the partial pressure of Oxygen-22was 6.78 x 10 atma.4.75% CO, 0.0021% CO2, 0.024%CH4, 0.0098% H2O and balanceargon. The activity of Carbon was 1.0Comparative 1800 F (980 C) Mixed Gas Carburization Tests1800 F (980 C) for 55 HoursHAYNES 214 alloy1800 F (980 C) for 55 hoursHAYNES 214 alloyAlloy 800HAlloy 800HHAYNES 556 alloyHAYNES 556 alloyHASTELLOY X alloyHASTELLOY X alloyAlloy 600Alloy 600INCONEL alloy 601INCONEL alloy 601INCONEL alloy 617INCONEL alloy 6171234567Carbon Absorption Per Unit Area (mg/cm2)12345672)TypicalCarburized Microstructures (Unetched) After ExposureCarbon Absorption Per Unit Area (mg/cmFor 55 Hours At 1800 F (980 C)Typical Carburized Microstructures (Unetched) After ExposureFor 55 Hours At 1800 F (980 C)HAYNES 214 alloyINCONEL alloy 617Note: Alloy 617 is carburized to the center of the sample.200 µmINCONEL alloy 617HAYNES 214 alloyNote: Alloy 617 is carburized to the center of the sample.99HAYNES 214 alloyHaynes 214 alloy
RESISTANCE TO CHLORINE-BEARING ENVIRONMENTSC-2761650 F (900 C)Metal Loss12350300106016006252502008214 6556 150410025016Ar-20%O2-0.25%Cl2 for 400 Hours1830 F (1000 C)C-27645040060014Average Metal Affected (mils)625350556 12601300102508200615041002214 5010Average Metal Affected (µm)18Haynes 214 alloymixture of Ar 20% O2 0.25% Cl2.Note that the metal loss exhibitedby 214 alloy is very low compared toother alloys tested.Ar-20%O2-0.25%Cl2 for 400 HoursAverageInternalPenetration14Average Metal Affected (mils)exposures at temperatures at or above1800 F (980 C), where the formationof the Al2O3-rich protective oxide scaleis favored. Test results are shown for400 hour exposures in a flowing gasAverage Metal Affected (µm)HAYNES 214 alloy providesoutstanding resistance to corrosionin high-temperature, chlorinecontaminated oxidizing environments.This is particularly evident for
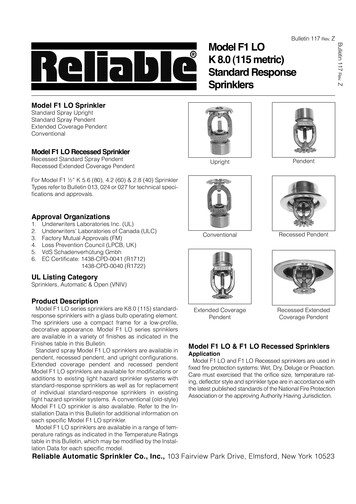
Resistance to Chlorine-Bearing Environments (continued)HAYNES 214 alloy has also beentested in environments with higherlevels of chlorine contamination.The photomicrographs to theright are for samples exposed toa mixture of air and 2% chlorinefor 50 hours at 1830 F (1000 C).Once again, the black area at thetop of each photograph representsactual metal loss experience. Alloy601 exhibited 2.0 Mils (51 µm) ofmetal loss, and an average internalpenetration of 6.0 Mils (152 µm),for a total average metal affected of8.0 Mils (203 µm). Results for 214alloy, by contrast, were 1.0 Mils (25µm) of metal loss, 1.0 Mils (25 µm)of average internal penetration, fora total average metal affected ofonly 2.0 Mils (51 µm). These resultsare consistent with the results forlower chlorine level, longer-termtests given on the previous page.Alloy 601200 µmHAYNES 214 alloyNITRIDING RESISTANCEWhile not the most resistant alloy fornitriding environments at traditional1000 F to 1200 F (540 C to 650 C)temperatures, 214 alloy exhibitsoutstanding resistance at the highertemperatures where its protectiveAl2O3 scale can form, even inextremely low oxygen environments.Tests were performed in flowingammonia at 1200, 1800 and 2000 F(650, 980 and 1095 C) for 168 hours.Nitrogen absorption was determinedby technical analysis of samplesbefore and after exposure, andknowledge of the exposed specimenarea.Nitrogen Absorption (mg/cm2)Material1200 F (650 C)1800 F (980 C)HAYNES 214 alloy1.50.30.2Alloy 6000.80.90.3Alloy 6011.11.22.6 230 alloy0.71.41.5Alloy 6250.82.53.3X alloy1.73.23.8Alloy 800 H4.34.05.5Type 310 Stainless7.47.79.5 112000 F (1095 C)Haynes 214 alloy
TYPICAL PHYSICAL PROPERTIESDensityMelting TemperatureElectrical ResistivityTemp., FBritish UnitsTemp., CMetric UnitsRoom0.291 lb/in.3Room8.05 g/cm.32475-25501355-1400Room53.5 microhm-in.Room135.9 microhm-cm20053.9 microhm-in.100136.9 microhm-cm40053.9 microhm-in.200136.9 microhm-cm60053.9 microhm-in.300136.9 microhm-cm80054.3 microhm-in.400137.7 microhm-cm100054.3 microhm-in.500137.9 microhm-cm120053.5 microhm-in.600136.8 microhm-cm140051.6 microhm-in.700133.7 microhm-cm160049.6 microhm-in.800129.2 microhm-cm180048.0 microhm-in.900124.9 microhm-cm190047.6 microhm-in.1000121.6 microhm-cm200047.6 microhm-in.1050120.9 microhm-cm210048.0 microhm-in.1100121.0 microhm-cm220048.4 microhm-in.1150121.9 microhm-cm1200122.9 microhm-cmThermal ConductivityRoom83 Btu-in./ft.2 hr.- FRoom12.0 W/m-K20088 Btu-in./ft.2 hr.- F10012.8 W/m-K40099 Btu-in./ft.2 hr.- F20014.2 W/m-K600112 Btu-in./ft.2 hr.- F30015.9 W/m-K800132 Btu-in./ft.2 hr.- F40018.4 W/m-K1000153 Btu-in./ft.2 hr.- F50021.1 W/m-K1200175 Btu-in./ft.2 hr.- F60023.9 W/m-K1400200 Btu-in./ft.2 hr.- F70026.9 W/m-K1600215 Btu-in./ft.2 hr.- F80029.7 W/m-K1800225 Btu-in./ft.2 hr.- F90031.4 W/m-K2000234 Btu-in./ft.2 hr.- F100032.7 W/m-K2200255 Btu-in./ft.2 hr.- F110034.0 W/m-K120036.7 W/m-KHaynes 214 alloy12
Typical Physical Properties (continued)Temp., FSpecific HeatBritish UnitsTemp., CMetric UnitsRoom0.108 Btu/lb.- FRoom452 J/Kg-K2000.112 Btu/lb.- F100470 J/Kg-K4000.118 Btu/lb.- F200493 J/Kg-K6000.124 Btu/lb.- F300515 J/Kg-K8000.130 Btu/lb.- F400538 J/Kg-K10000.136 Btu/lb.- F500561 J/Kg-K12000.154 Btu/lb.- F600611 J/Kg-K14000.166 Btu/lb.- F700668 J/Kg-K16000.173 Btu/lb.- F800705 J/Kg-K18000.177 Btu/lb.- F900728 J/Kg-K19000.178 Btu/lb.- F1000742 J/Kg-K20000.179 Btu/lb.- F1100749 J/Kg-K22000.180 Btu/lb.- F1200753 J/Kg-K70-4007.4 microinches/in.- F25-20013.3 10-6m/m- C70-6007.6 microinches/in.- F25-30013.6 10-6m/m- C70-8007.9 microinches/in.- F25-40014.1 10-6m/m- C70-10008.2 microinches/in.- F25-50014.6 10-6m/m- C70-12008.6 microinches/in.- F25-60015.2 10-6m/m- C70-14009.0 microinches/in.- F25-70015.8 10-6m/m- C70-16009.6 microinches/in.- F25-80016.6 10-6m/m- C70-180010.2 microinches/in.- F25-90017.6 10-6m/m- C70-200011.1 microinches/in.- F25-100018.6 10-6m/m- C25-110020.2 10-6m/m- CMean Coefficient ofThermal ExpansionDYNAMIC MODULUS OF ELASTICITYDynamicDynamicModulus ofModulus ofElasticity, Elasticity,Temp., CGPaTemp., F106 psiRoom31.6 x 106 psiRoom218 GPa20030.6 x 10 psi100210 GPa40029.6 x 106 psi200204 GPa660028.7 x 10 ps300199 GPa80027.4 x 106 psi400190 GPa100025.3 x 10 psi500184 GPa120023.9 x 106 psi600177 GPa140022.3 x 10 psi700170 GPa160020.2 x 106 psi800162 GPa180019.0 x 10 psi900151 GPa1000137 GPa666613Haynes 214 alloy
TYPICAL TENSILE PROPERTIESCold-Rolled and Solution Annealed Sheet, 0.078 to 0.125 Inches (2.0 to 3.2 mm) Thick*UltimateTestTensile Yield Strength Elongation inTemperature Strengthat 0.2% Offset2 in. (50.8 mm) FRoom 89.2220012054.4301.3974.8*Average of six tests for each conditionHot-Rolled and Solution Annealed Plate, 0.500 Inches (12.7 mm) Thick*UltimateTestTensile Yield Strength Elongation inTemperature Strengthat 0.2% Offset1.25 (31.8 mm) FRoom 1499.4220012055.0341.41091.5*Average of six tests for each conditionHaynes 214 alloy14
TYPICAL CREEP AND STRESS-RUPTURE PROPERTIESSolution Annealed Sheet, Plate and BarAverage Initial Stress. Ksi (MPa)to Produce Specified Creep and RuptureTemperatureCreep, F C100 Hours1,000 Hours10,000 33.9(235)24.0(165)17.0(115)14007601500Percent10 *Significant extrapolation for 0.5% and 1.0% creep valuesComparative Stress-Rupture Strengths, 1800 F (980 C)/10,000 Hours1.515HR-120 alloy230 alloyxalloy214 alloyalloy6011.0alloy60010Type310RA330 alloy5Stress, MPaStress, Ksi2.00.515Haynes 214 alloy
THERMAL STABILITYHAYNES 214 alloy exhibits reasonableroom temperature ductility after longterm thermal exposure at intermediatetemperatures. Precipitation of gammaprime phase occurs for exposuresbelow 1750 F (955 C), along withminor chromium-rich carbides.Exposure at temperatures aboveabout 1700 F (925 C) have little effectupon the properties of 214 alloy, butsignificant grain growth can occurabove about 2000 F (1095 C).Room-Temperature Tensile Properties of Sheet Following Thermal ExposureExposureUltimate Tensile Yield Strength Elongation inTemperature Strengthat 0.2% Offset2 in. (50.8 mm) F1400 ABRICATION CHARACTERISTICSHeat TreatmentHAYNES 214 alloy is normally finalsolution heat-treated at 2000 F(1095 C) for a time commensuratewith section thickness. Solutionheat-treating can be performed attemperatures as low as about 1950 F(1065 C), but resulting materialproperties will be altered accordingly.Annealing during fabrication can beperformed at even lower temperatures,but a final, subsequent solution heattreatment is needed to produceoptimum structure and properties.It is imperative that componentsbe cooled as rapidly as possiblefrom intermediate and final annealoperations in order to achievemaximum ductility.Typical Hardness Properties for SheetConditionHaynes 214 alloyRockwell C HardnessSolution Annealed24.310% Cold Reduced33.820% Cold Reduced37.630% Cold Reduced40.640% Cold Reduced42.450% Cold Reduced43.016
Fabrication Characteristics (continued)Effect of Cold Reduction upon Room-Temperature Tensile Properties*UltimatePercent SubsequentTensile Yield Strength Elongation inCold Anneal Strengthat 0.2% Offset2 in. (50.8 13354.043.00------101800º20(982ºC)30for 5 ºC)for 5 93ºC)for 5 2.550148.3102086.860034.723.3*Based upon rolling reductions taken upon 0.120-inch (3.0mm) thick sheet.Duplicate testsWeldingHAYNES 214 alloy is readily weldedby gas tungsten arc (GTAW), gasmetal arc (GMAW), and shieldedmetal arc (coated electrode), weldingtechniques. Submerged arc welding isnot recommended as this process ischaracterized by high heat input to thebase metal and slow cooling of theweld. These factors can increase weldrestraint and promote cracking.Base Metal PreparationThe joint surface and adjacent areashould be thoroughly cleaned before17welding. All grease, oil, crayonmarks, sulfur compounds and otherforeign matter should be removed. Itis preferable that the alloy be in thesolution-annealed condition whenwelded.Haynes 214 alloy
Welding (continued)Filler Metal SelectionMatching composition filler metal isrecommended for joining214 alloy. For shielded metal-arcwelding, HASTELLOY X electrodes(AMS 5799) are suggested. Fordissimilar metal joining of 214 alloy tonickel- or cobalt-base materials,HAYNES 230-W filler metal willgenerally be a good selection, butHASTELLOY S alloy (AMS 5838A)or HASTELLOY W alloy (AMS 5786B,5787A) welding products may be used.For dissimilar welding to iron-basematerials, HAYNES 556 filler metalis recommended. Please see publicationH-3159Preheating, InterpassTemperatures and PostWeld Heat TreatmentPreheat is not usually required so longas base metal to be welded is above32 F (0 C). Interpass temperaturesgenerally should be low. Auxiliarycooling methods may be usedbetween weld passes, as needed,providing that such methods do notintroduce contaminants. Post weldheat treatment for 214 alloy dependson part thickness and complexity. For214 alloy fabrications that will be inservice at 1200-1800ºF, weldmentsmade of greater than 1/4" thickness,or those which have been welded intoconfigurations which create significantresidual stresses, a post weldannealing heat treatment is suggested.The objective of a post weld heattreatment is to minimize and eliminateresidual stress in the assembly.A heat treatment at a metaltemperature between 1900ºF and2000ºF has been successful. Themetal at temperature as little as 5minutes is usually sufficient. If noadditional welding or forming is to beperformed, the fabrication may beair cooled, otherwise rapid cooling isadvised.Care must be taken when annealing.Heating 214 alloy through thetemperature range of 1200-1800ºFAutomatic Gas Tungsten Arc Weldingwill cause gamma prime (Ni3Al)to precipitate. This gamma primeprecipitation results in a net shrinkage,as well as an increase in strengthand corresponding loss of ductility. Inweldments and other highly stressedcomponents, strain-age crackingmay occur. This occurs when theresidual stresses from forming andwelding, augmented by stressescaused by precipitation, exceed therupture strength of the base metal.It is important to heat the materialthrough the 1200-1800ºF temperaturerange as rapidly as possible. Do notstress relieve in the 1200-1800ºFtemperature range.Nominal WeldingParametersNominal welding parameters areprovided as a guide for performingtypical operations. These are basedupon welding conditions used inHaynes International, Inc. laboratories.For further information, please consultHaynes International.Square Butt Joint - No Filler Metal Added0.040" (1.0mm)Current (DCEN), amperes50Voltage8Travel Speed, in/min. (mm/min)10 (254)Electrode Size, in (mm)1/16 (1.6)Electrode Shape45º incCup Size#8Shielding Gas Flow, CFH (l/min.)30 (14.2)Gas TypeArgonBacking Gas, CFH (l/min.)10 (4.7)Gas TypeArgonMaterial Thickness0.062" (1.6mm)808.512 (305)3/32 (2.4)45º inc#830 (14.2)Argon10 (4.7)Argon0.125" (3.2mm)1209.512(305)1/8 (3.2)45º inc#830 (14.2)Argon10 (4.7)ArgonManual Gas Tungsten Arc WeldingV-or U-Groove - All Thicknesses 1/8" (3.2) mm) or greaterTechniqueCurrent (DCEN), amperesVoltageFiller MetalTravel Speed, ipm (mm/min)Electrode Size, in (mm)Electrode ShapeCup SizeGas TypeShielding Gas Flow, CFH (l/min.)Backing Gas Flow, CFH (l/min.)PreheatInterpass Temperature Maximum-Haynes 214 alloy18Stringer Bead120 root, 140-150 Fill11 to 141/8" diameter (3.2 mm) 214 alloy4 to 6 (102-152)1/8" diameter (3.2 mm)30º included#8 or largerArgon30 to 35 (14.2 to 16.5)10 (4.7) or back -gougeto sound metal and fillfrom root sideAmbient200ºF (93ºC)
Gas Metal Arc WeldingShort Circuiting Transfer Mode Spray Transfer ModeAll Thicknesses 0.090" (2.3 mm) All Thicknesses 0.156" (4.0mm)and greaterand greaterWire Type214 alloyWire Diameter, in (mm)214 alloy0.045 (1.1)0.062 (1.6)Feed Speed, ipm (m/min)170 to 190 (4.3 to 4.8)160 to 170 (4.0 to 4.3)Current (DCEP), amperes100 to 110210 to 23020 to 2228 to 30VoltageStickout, in (mm)1/2-3/4 (12.7 to 19.1)3/4 (19.1)8 to 10 (203 to 254)9 to 12 (229 to 305)40 (18.9)40 (18.9)HELISTAR SS (66.1% Ar, 33% He,ArgonTravel Speed, ipm (mm/min)Torch Gas Flow, CFH (l.min.)Gas Type0.9% CO2) or 75% Ar 25% HeShielded Metal Arc WeldingNo matching chemistry SMAWelectrodes are currently available for214 alloy.Electrode Diameterin3/32HASTELLOY X electrodes (AMS 5799)have been successfully used to join214 alloy.VoltageCurrent (DCEP)(mm)(2.4)Typical parameters for X alloyelectrodes (flat position) are givenbelow.22 - 24Travel Speedamperesipm(m
HAYNES 214 alloy is available in the form of plate, sheet, strip, billet, bar, and wire. applicable specifications HAYNES 214 alloy is covered by DIN specification number 17744 No.2.4646 for all forms, and a full range of Haynes internal product specifications. Please consult Haynes International for details. applications HAYNES 214 alloy combines