Transcription
TORNEAMENTO CNC COMANDO FANUCPROGRAMAÇÃO CNCCOMANDO FANUCProf. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCFUNÇÕES DE PROGRAMAÇÃO PARA TORNEAMENTOLINGUAGEM ISOCÓDIGOSNÚMERO DE SEQUENCIAFUNÇÕES PREPARATÓRIAS OU CONDIÇÃO DE TRAJETÓRIAFUNÇÃO DE POSICIONAMENTOAVANÇOROTAÇÃOCHAMADA DA FERRAMENTAFUNÇÕES MISCELÂNIASProf. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCFunção Número de Sequência (N)Ex.:N05N10N15 Possibilidade de abrir linhas de programa entre assentenças.Exemplo: N15 G0 X10 ;N16/N17/N18/N19N20 G1 Z10 ;Prof. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCFUNÇÃO PREPARATÓRIA OU CONDIÇÃO DE TRAJETÓRIA (G)Go Ir, VáProf. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCFUNÇÕES G00 à G99Prof. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCFUNÇÃO DE POSICIONAMENTO X(Ø) e Z(comprimento)Para valores em "mm", admite-se até 3 casasdecimais.Ex.: 20.465 mmDADOS TECNOLÓGICOSF (Feed Rate) Avanço de Usinagem. Normalmente notorneamento o avanço é dado em mm/revolução (volta).Prof. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCS (Speed) Rotações por minutoExemplo: G97 S800 800 RPM.Velocidade de Corte Constante (G96)Exemplo: G96 S200 200 metros por minuto - Tabela do fabricante da ferramentaem função do material da peçaVc . D . N1000N Vc . 1000 .DOnde :VC Velocidade de corteD Diâmetro da ferramenta (mm)N Rotação da árvore (RPM) 3,14 (Constante Matemática)1000 Fator de Transformação de metros para milímetrosQuanto Maior o Ø – Menor o RPMQuanto Menor o Ø – Maior o RPMIsso implica no acabamento da peçaProf. Valter de Oliveira
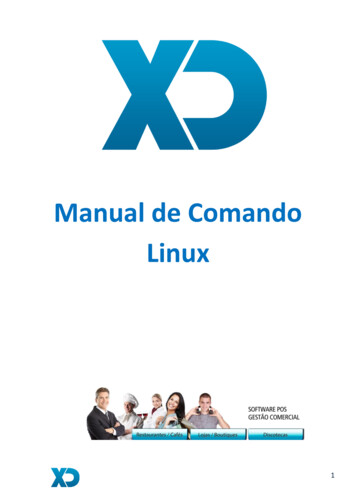
TORNEAMENTO CNC COMANDO FANUCT(Tool) Chamada da Ferramenta no Trocador de FerramentasTrocador de Ferramentascom 8 posiçõesPosições pares – ExternasPosições impares - InternasProf. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCM Função Miscelânea ou Auxiliar.Como as funções G, as funções M vão de (00 a 99). Estasfunções servem normalmente para auxiliar na parte operacional,a seguir daremos alguns exemplos:M3 Liga Eixo Árvore Sentido HorárioM4 Liga Eixo Árvore Sentido Anti HorárioM5 Desliga o Eixo ÁrvoreObs.: Na nossa máquina utilizaremos sempre afunção M3, por se tratar de um torno CNCuniversalM8 Liga Refrigeração Via programaM9 Desliga Refrigeração Via programaObs.: Não se aplica a nossa máquina pois amesma não possui reservatório de óleo!Prof. Valter de Oliveira
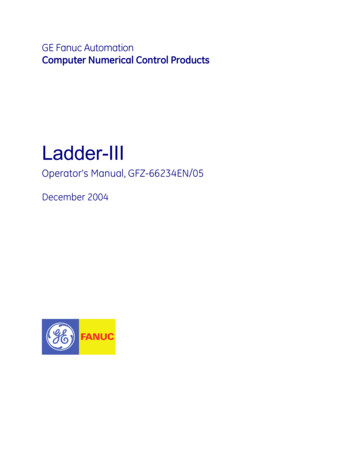
TORNEAMENTO CNC COMANDO FANUCPosição dos eixos em função da Torre e Ponto Zero PeçaProf. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCFunções ou Códigos G AtivosPágina de Deslocamento de Origem G54Prof. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCProf. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCProf. Valter de Oliveira
TORNEAMENTO CNC COMANDO FANUCProf. Valter de Oliveira
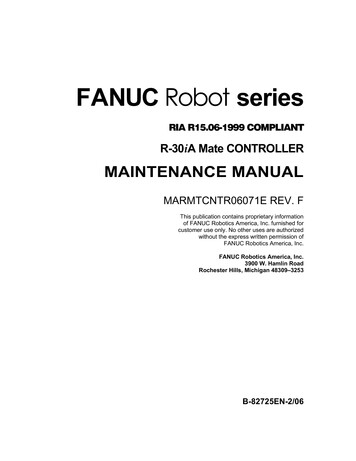
TORNEAMENTO CNC COMANDO FANUCEXEMPLO : Fazer a programação do acabamento da N80N85N90N95N100N105N110PROGRAMA O1234G10 P0 Z0 (Cancela ponto zero peça W)G10 P0 Z-108 (Desloca o M para W)G0 X80 Z30 (Ponto de troca)T0202 (Troca da Ferramenta corretor)G96 S200 M3 (Vel. Corte e Liga a Placa)G0 X10 Z3G1 Z0 F.1G1 X15 Z-4G1 X19 Z-4G3 X23 Z-6 R2G1 Z-11G3 X31 Z-15 R4G1 Z-18G1 X36 Z-22G1 Z-23G2 X44 Z-27 R4G1 X46G1 Z-30G1 X50.8 Z-34G1 X52G0 X80 Z30 (Ponto de troca)Prof. Valter de OliveiraM30 (Fim de Programa)
Fundição de Processos SiderúrgicosProf. Esp. Valter de OliveiraTAREFA 4: Fazer a programação utilizando o cabeçalho e o acabamento da peçaE mail: valter.oliveira@etec.sp.gov.br
TORNEAMENTO CNC COMANDO FANUC Prof. Valter de Oliveira M Função Miscelânea ou Auxiliar. Como as funções G, as funções M vão de (00 a 99). Estas funções servem normalmente para auxiliar na parte operacional, a seguir daremos alguns exemplos: M3 Liga Eixo Árvore Sentido Horário M4 Liga Eixo Árvore Sentido Anti Horário