Transcription
NDE2020, 018, v4: ’Shut down inspection requirements in oil and gas refineries’Shut down inspection requirements in oil and gas refineriesKamal H Dhandha(Orcid : 0000-00001-8105-4964)More info about this article: http://www.ndt.net/?id 25953Sr. Inspection Engineer, TUV India Pvt. Ltd,404-B Pinnacle Business Park, Corporate Road, Prahladnagar Garden Cross Road, Satellite,Ahmedabad – 380 015, Gujarat, INDIAkamal@tuv-nord.comAbstract. The oil and gas sector is among the six core industries in India and plays a major role ininfluencing decision making for all the other important sections of the economy. NDT inspectionsare an integral part of the oil and gas and petrochemical industries, along with several otherindustries, including chemicals, aerospace, automotive and defense. The overall goal of all theseindustries is to detect flaws in components to reduce failure and increase reliability. In thepetrochemical industry, NDT inspections are utilized throughout a facility’s lifecycle. NDT andequipment health assessment with regular condition monitoring in oil refinery helps in achievinghigh degree of reliability of refinery equipments. The most common pieces of equipment thatundergo inspection in the petrochemical industry are storage tanks, heat exchangers, pressurevessels, and piping systems. NDT can be performed during or after manufacture, or even onequipment that is in service. During operation, NDT inspections can be used to assess the currentdamage state of equipment, monitor damage mechanisms, and make informed decisions forremaining equipment life evaluations (e.g., RBI, FFS). Also, NDT inspections provide historicaldata about the facility’s process units and provide information on how often a component shouldbe inspected, repaired, or replaced. This paper deals with various commonly applicable NDTrequirements during shut down for pressure vessels, piping systems, above ground storage tanks,pipeline constructions etc. and factors affecting shut down inspection of above systems.Keywords: Shut down. Refineries. Nondestructive testing. Reliability1. IntroductionOil and gas play an important role in the future global energy supply model [1]. India is the 3rd largest energyand oil consumer in the world after China and the US. India’s economic growth is closely related to energydemand; therefore the need for oil and gas is projected to grow more, thereby making the sector quiteconducive.Oil and Gas industry is divided into three streams Upstream (Exploration, Drilling, Completion and Production of crude) Midstream (Storage, Initial processing and Transportation of crude) Downstream (Refining and production of Petroleum products)The upstream sector includes the searching for potential underground crude oil and natural gas fields,drilling of exploratory wells, and subsequently drilling and operating the wells that recover and bring the crudeoil and / or raw natural gas to the surface. The midstream sector involves the transportation (by pipeline, rail,barge, oil tanker or truck), storage, and wholesale marketing of crude or refined petroleum products. Pipelinesand other transport systems can be used to move crude oil from production sites to refineries and deliver thevarious refined products to downstream distributors. The downstream sector commonly refers to the refining ofpetroleum crude oil and the processing and purifying of raw natural gas as well as the marketing and distributionof products derived from crude oil and natural gas. The downstream sector touches consumers through productssuch as gasoline or petrol, kerosene, jet fuel, diesel oil, heating oil, fuel oils, lubricants, waxes, asphalt, naturalgas, and liquefied petroleum gas. This segment is also referred to as hydrocarbon processing [1].Petroleum refining today is unusually sophisticated in comparison to the past, and the industry shows everyindication of becoming even more complex. Global demand for fuel products is increasing [1]. Chemical andmechanical engineering advances are being sought to increase product yields and improve plant-operatingreliability [1]. The oil and gas industry operates according to stringent standards that primarily strive to keepequipment running efficiently while maintaining workplace safety. Conforming to such standards is challengingbecause oil and gas operations involve drilling (both on land and offshore), reservoir engineering, wellservicing, production services, refining and transportation of petroleum products, and many other operations [2].1
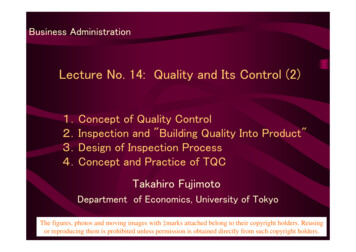
2NDE2020, 018, v4: ’Shut down inspection requirements in oil and gas refineries’Not only is it challenging to conform to industry standards, but it is expensive to maintain a safe workplace andto protect workers from harm. It is necessary to equip workers with protective apparel; to continually train themon practicing safety procedures; and to keep them up to date on practicing improved equipment inspectiontechniques.With the world now completely reliant on oil and gas, planned cessations are a necessary part of the refiningprocess. These turnarounds can be due to a need for maintaining, renovating, or refitting facilities – usuallyevery four years or so. The effects of unplanned shutdowns or changes to schedules can have a profound impactnot only on the company operating the facility but also on the wider economy. Unplanned shutdowns alsopotentially put pressure on resources when the plant became operational. It is worth highlighting that not only100% planned jobs can be completed effectively but many important jobs came at last moment which alsorequired to be completed within this shutdown period.Non-destructive Examination (NDE) is defined as those inspection methods, which allow materials to beexamined without changing or destroying their usefulness. NDE is an integral part of the quality assuranceprogram. A number of NDE methods are employed to ensure that the weld meets design specifications and doesnot contain defects. Nondestructive Testing (NDT) consists of a variety of non-invasive inspection techniquesused to evaluate material properties, components, or entire process units. The techniques can also be utilized todetect, characterize, or measure the presence of damage mechanisms (e.g. corrosion or cracks). NDT is alsocommonly referred to as nondestructive examination (NDE), nondestructive evaluation (NDE), andnondestructive inspection (NDI). Many NDT techniques are capable of locating defects and determining thefeatures of the defects such as size, shape, and orientation. The purpose of NDT is to inspect a component in asafe, reliable, and cost effective manner without causing damage to the equipment or shutting down plantoperations. This is in contrast to destructive testing where the part being tested is damaged or destroyed duringthe inspection process. The inspector should choose an NDE method that has the capability and adequatesensitivity to detect discontinuities in the weld joints requiring examination for accept/reject evaluation. Whenplanning an NDT inspection, there are four considerations one should account for:1. The type of damage mechanism to be inspected for2. The minimum detectable flaw size, shape, and orientation of the defect3. Where the defect is located (surface or internal)4. The sensitivities and limitations of the NDT methodDamage mechanism is any type of deterioration in the refining and chemical process industry that can resultin flaw/defects that can affect the integrity of vessels (e.g. corrosion, cracking, erosion, dents and othermechanical, physical or chemical plants).Many NDT (Non Destructive Testing) methods are utilized in the oil and gas inspection industry. The bestNDT methods address issues regarding safety, equipment reliability, and environmental protection andgovernment regulations. The greatest benefits that NDT service provides are that(a) Equipment for transporting petroleum products (such as a pipeline) can be inspected without making anystructural changes;(b) Equipment is not disturbed during NDT; therefore there is neither a reason to shut down nor to interruptoperations.Popular NDT methods involve visual inspections, ultrasonic techniques, radiography, thermography, lasershearography, eddy current testing, microwaves, and acoustics.Table 1 - Capability of the Applicable Inspection Method vs. Discontinuity [3]
NDE2020, 018, v4: ’Shut down inspection requirements in oil and gas refineries’API 577 [3] provides guidance to the on welding inspection as encountered with fabrication and repair ofrefinery and chemical plant equipment and piping. Prior to welding – area prepared to welding is examined using either the MT or PT. After completion of welding, the joints are again examined by the appropriate NDE technique specifiedin the repair specification to determine that no defects exist using acceptance standards or theapplicable construction code. New welds, as a part of repair or alteration that were originally required to be radiographed by theconstruction code, shall be radiographically examined. In situations, where it is not practical to perform radiography the accessible surfaces of each nonradiographed new weld shall be fully examined using the most appropriate NDE technique. Where use of NDE techniques specified is not possible or practical, alternative NDE techniques may beused. Acceptance Criteria for welded repairs or alterations should be in accordance with the applicablesections of the ASME Code or another applicable vessel rating code.2. Pressure Vessels What is Pressure Vessel?A container designed to withstand internal or external pressure. This pressure may be imposed by an externalsource, by the application of heat from a direct or indirect source, or by any combination thereof [4]. Thisincludes heat exchangers, air coolers, columns, towers, unfired steam generators (boilers), and other vaporgenerating vessels that use heat from the operation of a processing system or either indirect heat source.Inspection Practices for Pressure Vessels [5]It includes various types of pressure vessels (including pressure vessels with a design pressure below 15 psig).This RP also includes reasons for inspection, causes of deterioration, frequency and methods of inspection,methods of repair, and preparation of records and reports.2.1 Type of Inspection and Surveillance [4]a) Operator surveillanceb) On-stream inspectionc) Thickness inspectiond) External inspectione) Internal inspectionf) CUI inspection2.1.a) Operator SurveillanceOperators making their rounds or as part of their normal duties in the process unit should be advised to reportanything unusual associated with pressure vessels and pressure-relieving devices to the unit operator. Suchthings include: vibration, signs of leakage, unusual noises, insulation deterioration, relief device having opened,distortion, denting, temperature excursions, presence of rust stain coming out from under insulation, or otherbarriers of crevices (e.g. rust bleeding) etc.2.1.b) On-stream inspectionAn inspection performed from the outside of a pressure vessel while it is on-stream using NDE procedures toestablish the suitability of the pressure boundary for continued operation. A condition where a pressure vesselhas not been prepared for an internal inspection.The inspection may include number of examination techniques to assess damage mechanisms. Techniquesused in on-stream inspections are chosen for their ability to identify particular damage mechanisms from theexterior and their capabilities to perform at the on-stream conditions of the pressure vessel (e.g. metaltemperatures). The external thickness measurement inspection may be a part of an on-stream inspection.There are inherent limitations when applying external NDE techniques trying to locate internal damage.Issues that can affect those limitations are,f) internal lining or cladding;a) type of material of construction (alloy);g) physical access and equipment temperature, asb) type of parent material (plate, pipe, casting);well;c) weldments;h) limitations inherent to the selected NDEd) nozzles, support saddles, reinforcing plates;technique to detect the damage mechanism;e) internal attachments;API 510 permits an on-stream inspection to be conducted in lieu of an internal inspection under certainconditions.3
4NDE2020, 018, v4: ’Shut down inspection requirements in oil and gas refineries’2.1.c) Thickness ExaminationThickness measurements are taken to verify the thickness of vessel components. This data is used to determinethe corrosion rates and remaining life of the vessel. Normally thickness measurements are not taken while thepressure vessel is on-stream, on-stream thickness monitoring is the primary method for monitoring corrosionrates. API 572 Section 9.2 [5] provides more information for thickness examination techniques.2.1.c).1 Condition Monitoring Locations (CMLs)CMLs are designated areas on pressure vessels where periodic examinations are conducted to monitor thepresence and rate of damage. The type of CML selected and placement of CMLs shall consider the potential forlocalized corrosion and service-specific damage. Examples of different types of CMLs include locations forthickness measurement, locations for stress corrosion cracking examinations, and locations for high-temperaturehydrogen attack examinations.CML ExaminationsEach pressure vessel shall be monitored by conducting a representative number of examinations at CMLs tosatisfy the requirements for an internal and/or on-stream inspection. For example, the thickness for all majorcomponents (shell, heads, cone sections) and a representative sample of vessel nozzles should be measured andrecorded. Corrosion rates, the remaining life, and next inspection intervals should be calculated to determine thelimiting component. CMLs with the highest corrosion rates and least remaining life shall be a part of thoseincluded in next planned examinations.Pressure vessels with high potential consequences for failure to occur are those subject to higher corrosionrates, localized corrosion, and high rates of damage from other mechanisms, will normally have more CMLs andbe monitored more frequently. The rate of corrosion/damage shall be determined from successive measurementsand the next inspection interval appropriately established.Where thickness measurements are obtained at CMLs, the minimum thickness at a CML can be located byultrasonic measurements or radiography. Electromagnetic techniques also can be used to identify thin areas thatmay then be measured by ultrasonic techniques or radiography. CMLs may be eliminated or the numbersignificantly reduced when the probability and/or consequence of failure is low (e.g. clean noncorrosivehydrocarbon service). Thinnest reading or an average of several measurement readings taken within the area ofan examination point shall be recorded and used to calculate the corrosion rates. Inspectors and examinersshould be aware of possible sources of measurement inaccuracies and make every effort to eliminate theiroccurrence. As a general rule, each of the NDE techniques will have practical limits with respect to accuracy.CMLs and examination points should be permanently recorded (e.g. marked on inspection drawings and/oron the equipment) to allow repetitive measurements at the same CMLs. Repeating measurements at the samelocation improves accuracy of the calculated damage rate.CML Selection and PlacementA decision on the type, number, and location of the CMLs should consider results from previous inspections,the patterns of corrosion and damage that are expected, and the potential consequence of loss of containment.CMLs should be distributed appropriately over the vessel to provide adequate monitoring coverage of majorcomponents and nozzles. Thickness measurements at CMLs are intended to establish general and localizedcorrosion rates in different sections of the vessel. For pressure vessels susceptible to localized corrosion,corrosion specialists should be consulted about the appropriate placement and number of CMLs.More CMLs should be selected for pressure vessels Fewer CMLs can be selected for pressure vesselswithwitha) Higher potential for creating an immediate safety a) Low potential for creating a safety oror environmental emergency in the event of aenvironmental emergency in the event of a leakleak, unless the internal corrosion rate is knownto be relatively uniform and low;b) Higher expected or experienced corrosion ratesb) Generally uniform corrosion ratesc) Higher potential for localized corrosionc) Relatively noncorrosive contentsCMLs may be eliminated or the number significantly reduced when the probability and/or consequence offailure is low (e.g. clean noncorrosive hydrogen service). In circumstances where CMLs will be substantiallyreduced or eliminated, a corrosion specialist should be consulted.2.1.c).2 Condition Monitoring MethodsExamination Technique SelectionSr. MethodsDetectionReference Code
NDE2020, 018, v4: ’Shut down inspection requirements in oil and gas refineries’no.a)MTb)Fluorescent or dyepenetrant examinationc)RTd)Ultrasonicthicknessmeasurement and flawdetectionAlternating current nationInfrared thermographyPressure ingportable equipmentAdvancedultrasonicbackscatter techniqueexaminationcracks and other elongated discontinuities thatextend to the surface of the material inferromagnetic materials.for disclosing cracks, porosity, or pin holesthat extend to the surface of the material andfor outlining other surface imperfections,especially in nonmagnetic materials. Guidancefor performing PT.for detecting internal imperfections such asporosity, weld slag inclusions, cracks, andthickness of components.for detecting the thickness of components andfor detecting internal and surface breakingcracks and other elongated discontinuities.for detecting surface-breaking cracks andelongated discontinuities.ASME Code, Section V,Article 7for detecting localized metal loss, cracks, andelongated discontinuities.for identifying metallurgical changes.ASME Code, Section V,Article 8 [6]for detecting structurally significant defects.ASME Code, Section V,Article 12 [6]for determining temperature of components.for detecting through-thickness defects.ASME Code, Section V,Article 6 [3]ASME Code, Section V,Article 2 [6]ASME Code, Section V,Articles 4, 5, and 23 [6]ASME Code, Section V,Article 10 [6] and ASMEPCC-2, Article 5.1 [7]for identifying variations in mechanicalproperties due to changes in material.for detectingattackhigh-temperaturehydrogenAPI 941, Section 6 [8].2.1.c).c) Radiographic Examination2.1.c).c).1 NDE Requirements – Radiographic Examination [3,6]a) method to determine if backscatter is present;b) permanent identification, traceable to the component;c) film selection in accordance with SE-1815;d) designations for hole or wire type image quality indicators (penetrameters)e) suggested radiographic techniques;f) facilities for viewing radiographs;g) calibration (certification of source size).The exposure and processing of a radiograph is considered acceptable when it meets the required qualityfeatures in terms of sensitivity and density.2.1.c).c).2 NDE Requirements – Evaluation of Radiographs [3] Accurate film interpretation is essential; it requires hours of reviewing and the understanding of the differenttypes of images and conditions associated in industrial radiography. The interpreter should be aware of different welding processes and the discontinuities associated with thoseprocesses. The various discontinuities found in weldments may not always be readily detectable. For example, roundedindications such as porosity, slag and inclusions are more apparent than an indication compared to a crack,lack of fusion or overlap. A weld crack is generally tight and not always detectable by radiography unless their orientation issomewhat in the same plane as the direction of the radiation.5
6NDE2020, 018, v4: ’Shut down inspection requirements in oil and gas refineries’ Lack of fusion is typically narrow and linear and it tends to be straighter than a crack. In many cases lack offusion is located at the weld bevel angle or between two subsequent weld bead passes. This may add to thedegree of difficulty in identifying this condition.2.1.c).c).3 NDE Requirements – Radiography Interpretation [3] Radiographic interpretation is the skill of extracting the maximum information from a radiographic image.This requires subjective judgment by the interpreter and is influenced by the interpreter’s knowledge of:a) the characteristics of the radiation source and energy level(s) with respect to the material beingexamined;b) the characteristics of the recording media in response to the selected radiation source and the energylevel(s);c) the processing of the recording media with respect to the image quality;d) the product form (object) being radiographed;e) the possible and most probable types of discontinuities that may occur in the test object;f) the possible variations of the discontinuities’ images as a function of radiographic geometry, andother factors; andg) the acceptance criteria that are to be applied for accept/reject determination. Because radiographic interpreters have varying levels of knowledge and experience, training becomes animportant factor for improving the agreement levels between interpreters. In applications where quality of the final product is important for safety and/or reliability, more than onequalified interpreter should evaluate and pass judgment on the radiographs.2.1.c).c).4 Radiographic Examination Records [6] The information reported is to include, but is not be limited to the following:a) the requirements of Article 1, T-190(a)b) job/contract number/identification;c) location marker placement;d) number of radiographs (exposures);e) X-ray voltage or isotope type used;f) X-ray machine focal spot size or isotope physical source size;g) base material type and thickness, weld reinforcement thickness;h) source-to-object distance;i) distance from source side of object to film;j) film manufacturer and type/designation;k) number of film in each film holder/cassette;l) single or double-wall exposure;m) single or double-wall viewing;n) type of IQI (penetrameter) and the required hole/wire number designation;o) procedure and/or code references, examination results;p) date of examination, name and qualification of examiners.Any drawings, component identification, or additional details need to be provided to the customer’srepresentative, along with the examination report.2.1.d) External inspectionA visual inspection performed from the outside of a pressure vessel to find conditions that could impact thevessel’s ability to maintain pressure integrity or conditions that compromise the integrity of the supportingstructures (e.g. ladders, platforms, supports). The external inspection may be done either while the vessel isoperating or while the vessel is out-of-service and can be conducted at the same time as an on-stream inspection.External Inspections are performed to the condition of the outside surface of the vessel, insulation systems,painting and coating systems, supports, and associated structure; and to check for leakage, hot spots, vibration,the allowance for expansion, and the general alignment of the vessel on its supports. During the externalinspection, particular attention should be given to welds used to attach components (e.g. reinforcement plates,and clips) for cracking or other defects. Any signs of leakage should be investigated so that the sources can beestablished. Vessel shall be examined for visual indications of bulging, out-of-roundness, sagging, anddistortion. If any distortion of a vessel is suspected or observed, the overall dimensions of the vessel shall bechecked to determine the extent of the distortion.API 572 Section 9.3 [4] provides more information on external inspection of pressure vessels.a) Ladders, Stairways, Platforms, and Walkwaysc) Anchor Boltsb) Foundations and Supportsd) Concrete Supports
NDE2020, 018, v4: ’Shut down inspection requirements in oil and gas refineries’e) Steel Supportsf) Rivetsh) Guy Wiresi) Nozzlesj) Grounding Connectionsk) Auxiliary Equipmentl) Protective Coatings and Insulationm) External Metal Surfacesn) External Evidence of Corrosion Inspection of Burried vesselBuried vessels shall be inspected to determine their external surface condition. Excavation of buried vessels forthe purpose of inspection should take into account the potential for damaging the coating and or cathodicprotection systems. Buried vessels in light hydrocarbon service should be risk assessed to help determine theinspection frequency and plans, as well as the need for cathodic protection, coating system maintenance, and orother mitigating activities. Scanning UT thickness reading and/or other appropriate NDE methods fordetermining the condition of the external surface condition to monitor the external corrosion.2.1.d).1 Ultrasonic ExaminationUT instruments are primary means of obtaining thickness. API 510 allows statistical treatment of UTthickness data to assess corrosion rates and current thickness. Average of several individual thickness readingsis acceptable. For pressure vessels susceptible to localized corrosion, additional thickness measurementsrequired or alternate techniques [viz. MUT or AUT] is necessary. There are Limits of Thickness inspection withUT.Ultrasonic testing utilizes sound waves whose frequencies (50 kHz - 50 MHz) are above the audible rangefor the human ear. It includes, a) detection of interior surface (ID) breaking and internal flaws when inspectingfrom the external surface (OD) or b) where detection, characterization, and/or through-wall sizing is required ofdefects.The piezo-electric effect of the ultrasonic transducer makes it possible to transmit and receive from withinthe equipment. The instrument makes it possible to inspect the internal structure of the equipment, and to detectthickness changes, welds, cracks, voids, delamination and other types of material or structural defects. Thelimitation of this method is that data acquisition and evaluation depends on the expertise of the technician. Thismakes it difficult to arrive at nonsubjective readings and precision.The results of the thickness inspection data are reviewed to look for possible anomalies and when the shortterm corrosion rate changes significantly from the previous identified rate to determine the cause a corrosionspecialist should be consulted.All the individuals taking readings are to be trained and qualified in accordance with the applicableprocedure used during the examination.2.1.d).1.1 NDE Requirements – Ultrasonic Examination [3,6]a) weld, base metal types, and configurations to be examined;b) technique (straight or angle beam);c) couplant type;d) ultrasonic instrument type;e) instrument linearity requirements;f) description of calibration;g) calibration block material and design;h) inspection surface preparation;i) scanning requirements (parallel and perpendicular to the weld);j) scanning techniques (manual or automated);k) evaluation requirements;l) data to be recorded;m) reporting of indications in terms of the acceptance standards of the referencing code;n) post examination cleaning.2.1.d).1.2 Ultrasonic Examination Records [6] For each ultrasonic examination, the requirements of Article 1, T-190(a) and the following information shallbe recorded:a) ultrasonic instrument identification (including manufacturer’s serial number);b) search unit(s) identification (including manufacturer’s serial number, frequency, and size);c) beam angle(s) used;d) couplant used, brand name or type;e) search unit cable(s) used, type and length;7
8NDE2020, 018, v4: ’Shut down inspection requirements in oil and gas refineries’f) special equipment when used (search units, wedges, shoes, automatic scanning equipment, recordingequipment, etc.)g) computerized program identification and revision when used;h) calibration block identification;i) simulation block(s) and electronic simulator(s) identification when used;j) instrument reference level gain and, if used, damping and reject setting(s);k) calibration data [including reference reflector(s), identification amplitude(s), and distancereading(s)];l) data correlating simulation block(s) and electronic simulator(s), when used, with initial calibration;m) identification and location of weld or volume scanned;n) surface(s) from which examination was conducted, including surface condition;(o) map or record of rejectable indications detected or areas cleared;(p) areas of restricted access or inaccessible welds [T-492, T-592]2.1.d).2 Automated Ultrasonic Testing (AUT)1) Pulse Echo Raster Scanning2) Pulse Echo Zoned Inspection3) Time of Flight Diffraction (TOFD)- B-Scan and D-Scan4) Phased Array (PA) Inspection- S-Scan Display2.1.e) Internal inspectionInternal inspection is conducted from inside the vessel and shall provide a thorough check of internal pressureboundary surfaces for damage. A primary goal of the internal inspection is to find damage that cannot be foundby regular monitoring of external CMLs during on-stream inspections. Specific NDE techniques [e.g. WFMT,ACFM, ET, PT, etc.] may be required to find damage specific to vessel.2.1.e).1 NDE Requirements – Alternating Current Field Measurement [3]ACFM is an electromagnetic non-contacting technique that is able to detect and size surface breaking defectsin a different materials and through coatings of varying thickness. This technique can be used for inspectingcomplex geometries such as nozzles, ring-grooves, and grind-out areas. It requires minimal surface preparationand can be used at elevated temperatures upto 482 C. ACFM is used for evaluati
404-B Pinnacle Business Park, Corporate Road, Prahladnagar Garden Cross Road, Satellite, Ahmedabad - 380 015, Gujarat, INDIA kamal@tuv-nord.com Abstract. The oil and gas sector is among the six core industries in India and plays a major role in influencing decision making for all the other important sections of the economy. NDT inspections