Transcription
Manufacturing Cost AnalysisOf Fuel Cell SystemsBrian D. James, Jeff Kalinoski, Kevin BaumDirected Technologies Inc. (DTI)12 May 2011FC018This presentation does not contain any proprietary, confidential, or otherwise restricted information2011 DOE H2 ProgramAMR Presentation
OverviewTimeline Barriers Builds on DOE contract from 2006-2010 toconduct annual updatesCurrent contract– Start Date: February 2010– End Date: May 201240% CompleteFuel Cells A “Lack of High-Volume Membrane ElectrodeAssembly (MEA) Processes”Fuel Cells B “Lack of High-Speed Bipolar Plate ManufacturingProcesses”Fuel Cells F “Low Levels of Quality Control and InflexibleProcesses”DOE Cost TargetsFunding page 2Total project funding– DOE share: 746K– Contractor share: 0Funding received in FY10: 230KFunding for FY11: 330KTotal Project Funding: 315k Vehicular 431k StationaryFuel Cell Barrier: B “Cost”Manufacturing R&D Barriers:Characteristic2010 2015 /kWe (net) 25 15System Cost /kWe (net) 45 30Stack Cost UnitsPartners/CollaborationsArgonne National Laboratory BallardNREL FordNuveraExtensive other interaction withindustry/researchers to solicit design &manufacturing metrics as input to costanalysis.2011 DOE H2 ProgramAMR Presentation
RelevanceProject ObjectivesTo assist DOE in developing fuel cell systems by assessing the cost status,identifying key cost drivers, and exploring pathways to cost reduction ofautomotive and stationary fuel cell systems.1.Identify the lowest cost system design and manufacturing methods for thecurrent state-of-the-art technology, at varying power levels:VehicularLT PEMFC80 kWnetHT PEMFCSOFC2.3.StationaryVehicle SystemFuelStorage1,5,25,100kWnetDetermine costs for these systems at varyingproduction rates:VehicularStationary1k, 30k, 80k,130k, 500ksystems/year100, 1k, 10k,50ksystems/yearAnalyze, quantify & document impactof system performance on cost Use cost results to guide futurecomponent developmentpage 3BatterySystemFuel CellSystemTIMTractionElec. MotorProject covers complete FC system(specifically excluding battery, tractionmotor/inverter, and storage)2011 DOE H2 ProgramAMR Presentation
RelevanceProject Task & StatusCost assessmentsTask 4.1:Automotive Fuel Cell TechnologiesTask 4.1.1:[100%] Task 4.1.2:[100%] Task 4.1.3:[100%] Task 4.1.4:[100%] Task 4.1.5:[40%] Task 4.1.6:Cost of Automotive Fuel Cell SystemsIdentification of Capital Equipment and R&D NeedsOptimizing the Oper. Pressure vs. Catalyst Cost BalanceQuality ControlLifecycle Cost AnalysisCost of Automotive 2011 Fuel Cell SystemsTask 4.2:Stationary Fuel Cell System Technologies[100%][40%][25%][5%][5%][10%][10%]page 4Task 4.2.1:Task 4.2.2:Task 4.2.3:Task 4.2.4:Task 4.2.5:Task 4.2.6:Stationary LT PEM StackStationary LT PEM BOPStationary SOFC StackStationary SOFC BOPStationary HT PEM StackStationary HT PEM BOP2011 DOE H2 ProgramAMR PresentationAddressedToday
Summary of Last Year’s AMR Results (2010) DFMA (Design for Manufacturing and Assembly)What isisa registeredDFMA ?trademark of Boothroyd Dewhurst, Inc. DTI practices are a blend of: “Textbook” DFMA , industry standards & practices, DFMA software, innovation and practicality Analysis includes effects of bulk purchasing, manufacturing methods, tooling amortizationEstimated Cost (Material Cost Processing Cost Assembly Cost)Markup Factor 21,600 240 19,2002010 210 16,800junkSystemCost 180 150 14,400 12,000 120 9,600 90 7,200 60 51.38 30System Cost ( )System Cost ( /kW net) 270 4,800 2,400 0 00100,000 200,000 300,000 400,000 500,000 600,000Annual Production Rate (systems/year) Power Density 833 mW/cm2 Catalyst Loading 0.15 mgPt/cm2page 52010DOE Target: Stack Cost /kWe (net) 25Study Estimate: Stack Cost /kWe (net) 25DOE Target: System Cost /kWe (net) 45DOE H ProgramStudy Estimate:2011SystemCost /kWe (net)AMR Presentation 512
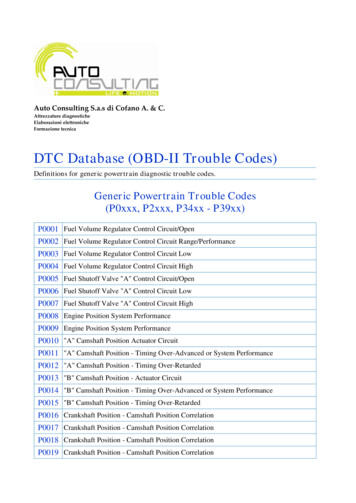
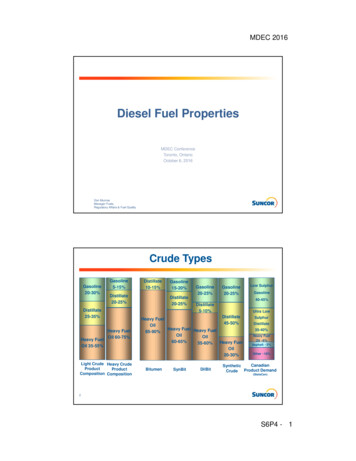
Technical AccomplishmentsOperating Pressure vs. Catalyst Cost Optimization0.9 2009 and 2010 polarization based 833 mW/cm20.15 mg Pt/cm22.5 Air Stoichiometry80 C New Polarization Curves Used ANL (Rajesh Ahuwalia) prepared firstprinciples model of latest 3M performance Used in ANL automotive modeling Adds stack voltage losses Created simplified model for DTI allowingus to vary Pressure Cathode Loading Temperature Air Stoichiometrypage 6Cell Voltage (V)on 3M NSTF performance with designpoint guided by Fuel Cell Tech TeamOperating Pressure0.85200 kPa (3M)150 kPa (3M)0.8ANL 200kPa0.75ANL 150kPa0.70.65Cell Temperature: 80 COxygen Stoichiometric Ratio: 2.5Cathode Catalyst Loading: 0.1 mgPt/cm2Anode Catalyst Loading: 0.05 mgPt/cm20.60.5500.51Current Density1.5(A/cm2)ANL polarization model enables DTIto conduct multi-variableoptimization over pressure, catalystloading, temperature, and airstoichiometry2011 DOE H2 ProgramAMR Presentation2
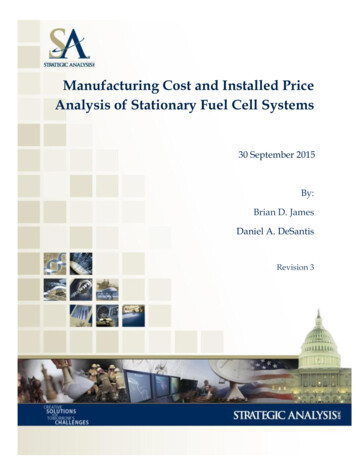
Technical AccomplishmentsANL Simplified Polarization Curve Fit Used in Analysis0.75Based on: 2009/2010 3M data NSTF Catalysts Pure H2 anode gas 0.05 mgPt/cm2 anodeloadingCell Voltage (V)0.70.650.60.552010 ConditionsTemperature: 80 CCat Loading: 0.15Pressure: 1.69 atmAir Stoich: 2.5Alternate ConditionsTemperature: 95 CCat Loading: 0.186Pressure: 3 atmAir Stoich: 1.5Alternate Conditions2010 Conditions0.50.000.501.001.502.002.503.00Current Density (A/cm2)VI C0 a1l Pt a2l Pt2 b1 p b2 p 2 c1T c2T 2 d1SR d 2 SR 2 e1V e2V 2 ( 0.08 W / cm 2 )Coa1a2b1b2c1c2d1d2e1e2Constants-3.0046 0.7011 -0.1674 0.3609 -0.0273 0.0148 -1.5332E-05 0.2374 -0.0455 3.5212 -3.0046ValuesVILptpage 7VariablesUnits Cell Voltage x Current DensityW/cm2 Cathode Catalyst LoadingmgPt/cm2T Cell TemperatureSR Oxygen Stoichiometric RatioKVV Cell VoltageRanges of ValidityMinimumParameterCell Voltage0.6 VOxygen Stoichiometric RatioPressureTemperatureMaximum0.72 V1.52.51.25 atm3.0 atm75 C95 CCathode Catalyst Loading0.10 mgPt/cm20.20 mgPt/cm2Total Catalyst Loading0.15 mgPt/cm20.25 mgPt/cm22011 DOE H2 ProgramAMR Presentation
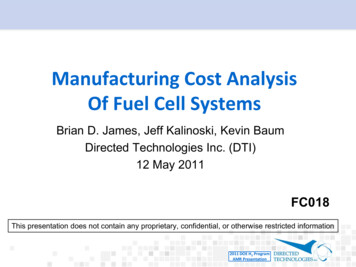
Technical AccomplishmentsCEM Controller ScalingNominal 80kWnetFuel Cell System CEM CompressorExpander-MotorInput Motor PowerControl Electronics Most systemcomponents in modelalready scaled withpower/flow rates, etc. Conferred withHoneywell to establishscaling relationshipTotal CEM Controller5.69 kW 91.0211.38 kW 91.02(30% of controller cost)(17.6% of controller cost) 212.38 424.76(70% of controller cost)(82.4% of controller cost) 303.39 515.77 600 500CEM Controller Cost Controller for the CEMunit did not previouslyscalePower ElectronicsNominal 160 kWnetFuel Cell SystemCEM Controller for 201080kWnet FC System 400 300Power Electronics5.69 kW, 303.39 200 100Control Electronics 0Need CEM scaling to allowautomated cost optimizationpage 84 kW5 kW6 kW7 kW8 kW9 kWCEM Motor Input Power, kW2011 DOE H2 ProgramAMR Presentation10 kW11 kW
Technical AccomplishmentsOperating Pressure vs. Catalyst Cost OptimizationBase Case Base Case Base Case Optimizedw/ Updatesw/ UpdatesCase Optimization by varyingmass, temperature, airstoichiometry, and cathodeloading(2010 Status)& ANL CurveAnnual Production RateStack Efficiency @ Rated PowerCell Voltage @ Rated PowerOxygen Stoichiometric RatioPeak Stack Operating PressurePeak Stack Operating Temperaturesystems/year%V/cellTotal Platinum-Group Catalyst Loadingatm CmgPt/cm 22MEA Areal Power Density @ Rated PowerPower Density Equation SelectedmW/cmSystem Cost /kW 0.150.150.1868338337321,110StandardStandard 51.38 51.92For 0.676 V/cell, Optimizes at: Peak Pressure Peak Temperature Minimum Air Stoichiometry Intermediate CatalystLoadingANL Curve Fit ANL Curve Fit 54.72 47.81Optimization lead to dramaticincrease in power density732mW/cm2 to 1,110mW/cm2Ranges of Validity Quality control additions Update sheet metal prices Improved pressure dropcalculations Other misc. changespage 9 Imposition of ANL curvefits of 3M performance(Additional cost change dueto bipolar plate losses)MinimumMaximumParameterCell Voltage0.6 V0.72 VOxygen Stoichiometric Ratio1.52.5Pressure1.25 atm3.0 atmTemperature75 C95 CCathode Catalyst Loading0.10 mgPt/cm20.20 mgPt/cm2Total Catalyst Loading0.15 mgPt/cm20.25 mgPt/cm22011 DOE H2 ProgramAMR Presentation
Technical AccomplishmentsSingle-Variable Sensitivity Analysis (at 0.676 V/cell) 49.10 56StackStack Efficiency:Efficiency: 55%55%OxygenOxygenStoichiometricStoichiometric Ratio:Ratio: 1.51.5StackOperatingPressure:3.0 atmStack Operating Temperature:95 C2TotalTotal CatalystCatalyst Loading:Loading: 0.1860.186 mgPt/cmmgPt/cm 2 54 53(0.05/0.136 anode/cathode) 52 51 50 49 48 48.70 48.50Discontinuity caused by change in plateorientation in processing machinery (due tochanging power density & cell area) 48.30 48.10 47.900.186, 47.81 47.70 470.151.01.52.02.53.0Stack Operating Pressure (atm)0.170.190.210.230.25Total Catalyst Loading (mgPt/cm2) 49.50 51.00Stack Efficiency: 55%Oxygen Stoichiometric Ratio: 1.5Stack Operating Pressure: 3.0 atmTotal Catalyst Loading: 0.186 mgPt/cm 2 50.00Stack Efficiency: 55%Oxygen Stoichiometric Ratio: 1.5Stack Operating Temperature: 95 CTotal Catalyst Loading: 0.186 mgPt/cm 2 49.00System Cost ( /kWnet) 50.50System Cost ( /kWnet)Stack Efficiency: 55%Oxygen Stoichiometric Ratio: 1.5Stack Operating Pressure: 3.0 atmStack Operating Temperature: 95 C 48.90System Cost ( /kWnet)System Cost ( /kWnet) 55 48.50(0.05/0.136 anode/cathode) 49.50(0.05/0.136 anode/cathode) 48.00 49.00 47.50 48.50 47.00 48.00 46.50 47.5075page 107779818385878991Stack Operating Temperature ( C)93951.51.71.92.12.3Oxygen Stoichiometric Ratio2011 DOE H2 ProgramAMR Presentation2.5
Technical AccomplishmentsMonte Carlo Analysis confirms Single-Variable Analysis Trends Stack temperature has modestcorrelation with system cost.System Cost ( /kWnet)(within optimization range). 65 60 55 50y 1.5, 47.811.2953x2 - 0.5523x 45.7181.4System Cost ( /kWnet) Minimum system cost occurs atlimits of 3 of 4 variables. Suggests that variable limitsshould be expanded and/orscrutinized. Generally consistent withlinear optimization:polarization curve is linear inregion examined 60 55 503, 47.81 45 451.61.822.2Oxygen Stoichiometric Ratio2.412.61.251.51.752 602.7533.25 55 5095, 47.81 60 55 50 49.210.186, 47.81 45 4574767880828486889092Stack Operating Temperature ( C)94960.140.16Increase the oxygen stoichiometric ratio to 1.7Drop the stack operating pressure to 2.7 atmDrop the stack operating temperature to 90 CIncrease the catalyst loading to 0.2 mgPt/cm2page 112.5 650.182011 DOE H2 ProgramAMR Presentation0.20.220.24Total Catalyst Loading (mgPt/cm2) For a 2/kWnet total cost increase, one could simultaneously relax each of the parameters: 2.25Stack Operating Pressure (atm)Same data set for all 4, just plotted differently. 65System Cost ( /kWnet) Catalyst loading has surprisinglylow correlation with system costSystem Cost ( /kWnet) Pressure and O2 stoichiometric ratio are mostsensitive parameters. 650.26
Technical AccomplishmentsQuality ControlQuality Control Devices for StackPart TestedDiagnostic SystemXRF (point measurement only)GDL (Microporous Layer)GDL (Microporous Layer)GDL (Final Product)Fault/Parameters TestedThickness, pinholes, shorting, leaks,delaminationIR Camera (cooled)Catalyst Loading, particle size, defects,general Pt uniformityIR Camera (cooled)Catalyst Loading, particle size, defects,general Pt uniformityXRF (point measurement only)Thickness, cracks, delaminationOptical Thickness and Surface Topology Thickness and completeness of gasketSystemand complete MEANon-Contact Laser Triangulation Probe Flow field depth, plate size, thickness,defectsMass Flow MeterProper layer coverageViscometerProper layer coverageOnline Vision SystemCracks, improper layer coverage, defectsEnd PlateEnd PlateMass ScaleConveyor Mass ScaleCompleteness of injection moldingCompleteness of injection moldingEnd PlateHuman Visual InspectionLaser Welding for Bipolar PlatesOptical Seam Inspection SystemCompleteness of injection molding,surface texture/colorCompleteness of laser weldMembraneNSTF CatalystNSTF CatalystMEAGasketed MEABipolar PlateQC Cost ( /kWnet)Total Cost Increase from QC Equipmentpage 12Technology LevelSystems/yearMembrane QCNSTF Catalyst Deposition QCMEA QCBipolar Plates QCMEA Frame Gasket QCGDL QCEnd Plate QCLaser Welding BPP QCTotal ( /kWnet)1,000 5.14 1.24 4.76 0.35 1.17 0.61 0.21 0.3530,000 0.17 0.04 0.16 0.03 0.19 0.02 0.01 0.03201180,000 0.06 0.03 0.06 0.03 0.18 0.02 0.00 0.03 13.81 0.66 0.43130,000 0.04 0.04 0.04 0.03 0.18 0.02 0.00 0.03500,000 0.01 0.03 0.02 0.03 0.18 0.02 0.00 0.03 0.38 0.32NREL IR CameraLocation of QC componentAt end of membrane line just before rerollInspection of NSTF on KaptonNREL IR CameraInspection of NSTF on membraneBasisBASF XRFBASF XRFInspection of GSL/NSTF/MembraneBased on Ballard Online Thickness and Inspection after MEA insertion moldingsurface topology toolNIST future triangulation sensor testbed After stamping pressBallard Mass Flow MeterBallard ViscometerBallard Online Vision Systempart of microporous layer additionpart of microporous layer additionfinal step before GDL hot pressingBasic Industrial Mass ScaleBased on ThermoFischer ScientificCheckWareEnd of endplate fabricationEnd of process trainPrecitec Group Laser Welding Inspection During laser welding operationMachines Previous analysis revisitedto ensure adequate QC New QC system added forstackCost impact at high manufacturingvolumes is modest2011 DOE H2 ProgramAMR Presentation
Technical AccomplishmentsLifecycle Cost Analysis (LCA): tradeoff between capital cost & fuel cost Simplified analysis to determine optimum balance between stack initial capital cost and fuel costso Net present value approach Stack cost is a function of stack size/cell voltageo Multi-variable optimization conducted for each system to determine optimum operatingconditionsBaseline AssumptionsBase year2010 Fuel economy determined by ANL via GCTools modelDiscount Rate10%o Midsize sedanPurchase Markup25%o Combined Federal Drive CycleFuel Cost 5/kgH2Annual Miles Driven12,000 mileso Fixed vehicle massVehicle Lifetime(Estimated Cost x 1.25)Power Plant Purchase Price 5,100 5,000 4,900 4,800 4,700 4,600 4,500 4,40042%44%46%48%50%System Efficiency at Rated Powerpage 1352%MPGge over Combined Federal CyclePower Plant Purchase Price10 yearsFuel Economy6261605958575642%44%46%48%50%System Efficiency at Rated Power2011 DOE H2 ProgramAMR Presentation52%
Technical AccomplishmentsLifecycle Cost Analysis Results (Baseline Assumptions)LCC (zoomed-in) 11,090 11,080Lifecycle Cost 11,070 11,060 70 of10 yearlifetime 11,050 11,040Minimum LCC 11,030Minimum cost occursat lower efficiencysystem.But lifecycle costbenefit is quite low .for baselineassumptions. 11,020 11,01042%43%44%45%46%47%48%49%50%51%52%System Efficiency at Rated PowerLCC (Absolute Scale) 12,000Lifecycle Cost 10,000LCC Cost 8,000Price 6,000Fuel Cost 4,000Baseline Assumptions 2,000 042%43%44%45%46%47%48%49%System Efficiency at Rated Powerpage 1450%51%52%Base yearDiscount RatePurchase MarkupFuel CostAnnual Miles DrivenVehicle Lifetime2011 DOE H2 ProgramAMR Presentation201010%25% 5/kgH212,000 miles10 years
Technical AccomplishmentsLCA Sensitivity AnalysisDiscount Rate Sensitivity 16,000 16,000 15,000 15,000 14,000 14,000 13,000 13,000 12,0005 Year Lifetime 11,00010 Year Lifetime 10,00015 Year Lifetime 9,000LCC CostLCCLifetime Sensitivity20 Year Lifetime45.00%50.00% 10,00015% Discount Rate 9,00020% Discount Rate40.00%55.00% 16,000 15,000 15,000 14,000 14,000LCC 3.00/kg H2LCC Cost 16,000 13,0000% Markup 12,00025% Markup 5.00/kg H2 10,00050% Markup 8.00/kg H2 9,000100% Markup 4.00/kg H2 10,000 8,000 8,00040.00%45.00%50.00%55.00%System Efficiency at Rated Powerpage 1555.00% 11,000 11,000 9,00050.00%Purchase Markup SensitivityFuel Price Sensitivity 12,00045.00%System Efficiency at Rated PowerSystem Efficiency at Rated Power 13,00010% Discount Rate 11,000 8,000 8,00040.00%5% Discount Rate 12,000LCC Sensitivity Analysis generallyconfirms baseline trends.40.00%45.00%50.00%System Efficiency at Rated Power2011 DOE H2 ProgramAMR Presentation55.00%
Technical AccomplishmentsIdentification of Capital Equipment and R&D Needs Assessed R&D needs from a system cost perspectiveQuantified risk on basis of two scaled factors: Cost Risk – Risk that a cost assumption (capital cost, material cost, etc.) would leadto appreciable system cost impact Process Risk – Risk that a processing assumption (manufacturing method, speed, QCmethod) would lead to appreciable system cost impact.Description of System at Specified Scorepage 16Firm cost basis for a common machine/material or cost uncertainty that hasminimal effect on total system costCostRough estimate of common machine/material based on consultation.Assumption Potential variation from cost due to further analysis will have low totalRisk Scale system cost impactRough estimate that has uncertainty that could lead to a large change intotal system costCommon process done at large scale, high confidence in output quality,no/very-little R&D or non-standard product customization requiredCommon process done at large scale but needs R&D for specific application,Process Riskhigh/moderate confidence in output quality, little R&D riskScaleNeeds R&D for large-scale production and specific application, may havebeen demonstrated at low production rate but not high rates,2011 DOE H2 Programmoderate/high risk in output quality at rates required,AMRmoderatePresentation R&D riskScore123123
Technical AccomplishmentsIdentification of Capital Equipment and R&D NeedsFuel Cell Stack ComponentsStack Component ManufacturingStep/ComponentBipolar Plate StampingBipolar Plate CoatingMembrane ProductionNSTF CoatingMicroporous GDLM & E Hot PressingM & E Cutting & SlittingMEA Frame/GasketsCoolant Gaskets (Laser Welding)End Gaskets (Screen Printing)End PlatesCurrent CollectorsCompression BandsStack AssemblyStack Conditioning page 17Cost AssumptionProcess RiskRisk111.6722.53332222112221211111121222Stack Manufacturing Machinery Capital CostsTotalScore23.675.5644243322334Cost /Process No. of ProcessTrainsTrainStepBipolar Plate StampingBipolar Plate CoatingMembrane ProductionNSTF CoatingMicroporous GDL CreationM & E Hot PressingM & E Cutting & SlittingMEA Frame/GasketsCoolant Gaskets (Laser Welding)End Gaskets (Screen Printing)End PlatesCurrent CollectorsCompression BandsStack AssemblyStack Conditioning 393,057 68,529,662 30,000,000 1,284,255 1,271,840 187,542 130,958 598,772 789,955 630,187 333,760 67,089 521,983 799,418 147,516Stack Total41 20*1121737215432131251145Capital Cost 16,115,331 68,529,662 30,000,000 15,411,056 21,621,283 6,939,065 261,917 92,210,849 25,278,555 630,187 1,001,280 67,089 1,043,965 40,770,338 21,389,879 341,270,457* Bipolar plate coating is based on a vendor-proprietary manufacturing method thatconsists of multiple sub-process trains. The process train quantity listed is an averageof the constituent sub-trains.Most Processed are “standard” extrapolations of existing techniques.Catalyst application has highest process risk because it has potential to impact powerdensity. Has been demonstrated on low-production but not at high production.Membrane production has similar potential impact on power density Should be straight forward engineering scale-up of known processed, but withoutanalogy at high production, cost risk remains.2011 DOE H2 ProgramAMR Presentation
Technical AccomplishmentsIdentification of Capital Equipment and R&D NeedsBalance of Plant (BOP) ComponentsBOP Component ManufacturingStep/ComponentProcess RiskBalance of Plant Manufacturing Machinery Capital CostsCost Assumption TotalRiskScoreMembrane Air Humidifier235Belly PanEjectorsStack HousingAir PrecoolerDemisterCEM121112111112232224StepMembrane Air HumidifierBelly PanEjectorsStack Insulation HousingAir PrecoolerDemisterCEM(Partial) BOP TotalCost /Process No. of ProcessTrainTrains4,073,56250,000[Not Calculated]1,748,320[Not Calculated]309,696[Not Calculated]Does not include processes withun-calculated capital costsOf BOP components, the air humidifier stands out for several reasons: No direct mass produced analogies Required membrane areas may be large Alternate materials affect cost Tubular vs. plate-frame affects cost No issue is a show-stopper: but combination leads to cost riskCEM rates a moderate cost uncertainty detailed cost analysis conducted but cost is high ( 732) leading to potential for appreciable cost impactpage 182011 DOE H2 ProgramAMR Presentation21N/A1N/A1N/ACapital Cost 8,147,123 50,000[Not Calculated] 1,748,320[Not Calculated] 309,696[Not Calculated] 10,255,139
Technical AccomplishmentsSimplified System Cost Model Based on 2010 DFMA model (not based on 2011 interim optimization) System details for 2010 can be found in DTI’s report Mass Production Cost Estimation for directH2 PEM Fuel Cell Systems for automotive Applications: 2010 UpdateCsystem Total System Cost Cstack Cthermal Cwater Cfuel Cair CBOPC stack Total fuel cell stack costC thermal Thermal Management System costWhere: A Total active area of the stack (cm2)V Stack voltage (V)L Pt Loading (mg/cm2)PC Platinum cost ( /troy ounce) Water Management System cost4 (-8.9241E-22 x A5 1.7526E-16 x A – 1.2851E-1123x A 4.2888E-07 x A – 0.00494 x A – 73.839) (58.08 x(Q/ T)/0.092065) 6.12C waterWhere: A Humidifier Membrane Area (cm2)Q Heat Duty for Precooler T Delta Temp. (compr. exit air minus ambient air )( C)C air Air Management SystemParameterMinimum Value Maximum Value TQMotor Power150V C stack 3.6945E-05(A x L x PC) (0.0101199 x A) 240.905 (111.35 x Q HT / T HT 151.15) (111.35 x200V C stack 3.6945E-05(A x L x PC) (0.0100287 x A) 276.345 Q LT / T LT 62.91) (-3.2064E-07 x P HT 3 4.4031E-04 x3250V C stack 3.6945E-05(A x L x PC) (0.0101193 x A) 295.23P HT 2 - 0.13364 x P HT 46.69) (-3.2064E-07 x P LT 300V C stack 3.6945E-05(A x L x PC) (0.010004 x A) 336.16Validity Range for Thermal Management System40100100Minimum Value Maximum Value60120kWnetPlatinum Loading0.10.8mg/cm2Total Active AreaPlatinum sAtmkg/hrValidity Range for Water Management SystemWhere: P blower power (kW)ParameterMinimum Value Maximum Value TQMembrane AreaWhere: C BOP 464.29MF Air Mass Flow (kg/hr)page 19cm2 /troy ounceMinimum Value Maximum ValuePressureAir Mass Flow (50.6304 x P) (0.18798 x MF) 477.29Where: P Air Peak Pressure (atm)UnitsSystem PowerValidity Range for Air Management System2 (3801.97 xP3 – 2967.73 x P 1573.1 x P – 87.807) 152.96 Balance of Plant costUnits CkWgrossWValidity Range for Stack CostParameter4.4031E-04 x P LT 2 -0.13364 x P LT 46.69)Where: Q Radiator Duty (kWthermal ) T Difference between stack operatingtemperature and ambient temperature ( C)P Power of Radiator (W)C fuel Fuel Management System costC BOP703256002011 DOE H2 ProgramAMR Presentation401801020,00060,000Units CkWcm2
Technical AccomplishmentsCost TrendsSince 2006:The current technology cost projection has dropped by 55% (at 500,000 sys/year)due to a combination of technology improvement and analysis refinementCurrent Technology Cost Evolution 300 24,000 2802006 Study 2602008 Study 220 18,000 2002009 Study 1802010 Study 1602011 Interim 15,000 12,000 140 120 105.81 93.58 75.07 60.96 51.38 100 80 60 40 47.81 9,000 6,000 3,000 20 0 00100,000200,000300,000400,000500,000600,000Annual Production Rate (systems/year)page 202011 DOE H2 ProgramAMR PresentationSystem Cost ( /system) 240System Cost ( /kW net) 21,0002007 Study
Future WorkDFMA Cost Analysis of Stationary Fuel Cell AnalysisAll systems to be Combined Heat & Power (CHP) operated on Natural Gas1) Low temperature PEM Fuel Cell Systems Steam Reformer- Water Gas Shift-PROXReformate fed to the stackLow pressure ( 1atm)Fuel Cell stack similar to automotive stacks (Nafion on ePTFE, SS bipolar plates,liquid cooling, but with adjusted power density, catalyst loading, etc.)Integrated & modular reactor (combines fuel preheater, reformer, boiler, WGS, PROX)2) High Temperature PEM Fuel Cell Systems Similar to above but using 160C PBI-based membrane fuel cell stackSmaller WGS, eliminates PROXHigher quality waste heat for CHP3) Solid Oxide Fuel Cell SystemsStationary SystemsPower LevelAnnual Prod. Rate1,5,25,100 kWnet100, 1k, 10k, 50ksystems/yearLow Temp. PEMFCHigh Temp. PEMFCSOFCDue Dates5/8/2011 (prelim. Results)9/8/2011 (prelim. Results)1/8/2012 (prelim. Results)Automotive Cost Analysis Complete 2011 Cost Update Document in Reportpage 212011 DOE H2 ProgramAMR Presentation
Collaborations page 22Directed Technologies Inc. (DTI) – PrimeArgonne National Laboratory: unpaid collaboration Preparation of polarization data used in multi-variable cost optimization GCTool analysis of FC vehicle fuel economyNREL: unpaid collaboration Consultation on quality control systemsBallard: unpaid collaboration Consultation on quality control systems Stationary reformer system studies and mechanical designNuvera: unpaid collaboration Consultation on stack operating parameters, mechanical construction, andcost modeling of system at low voltage/high-current-density operating pointFord: unpaid collaboration Extensive consultation on all aspects of the fuel cell power system. Reviewof report, in-person presentations, and multiple topic specific conferencecalls.Honeywell: unpaid collaboration Consultation on CEM controller scaling (Extensive paid interaction on CEM design/costing during previous years)Interaction with multiple other industry/researchers to solicit design &manufacturing metrics as input to cost analysis.2011 DOE H2 ProgramAMR Presentation
Project SummaryRelevance: Chart annual FC system cost progress and identify promisingpathways for future cost reduction.Approach: Conduct DFMA analysis and a series of focused cost studies.Technical Achievements: Documented 2010 vehicular FC analysis in written report Prepared interim 2011 vehicular FC system cost estimatesprojecting a system cost of 47.81/kW (at 500k systems/year) Conducted a multi-variable cost optimization Conducted lifecycle cost analysis Investigated stack quality control systems Assessed R&D status of FC manufacturing systems Began stationary fuel cell system cost analysisCollaborations: No formal partners on project but extensive unpaidcollaboration with ANL, NREL , Ballard, Ford, Nuvera, Honeywell,many others.Future Work: Complete 2011 automotive FC system cost analysis &documentation Complete stationary fuel cell system DFMA analysis (LT PEM,HT PEM, SOFC systems)page 232011 DOE H2 ProgramAMR Presentation
End of PresentationThank you.page 242011 DOE H2 ProgramAMR Presentation
Additional SlidesThe following slides are provided for furtherclarificationpage 302011 DOE H2 ProgramAMR Presentation
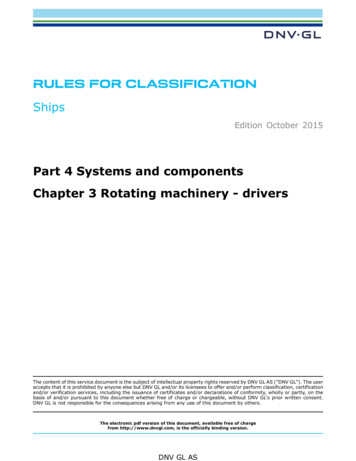
PEM Fuel Cell Stack Abridged to 2 cells (from 369) for clarity 1:1 ratio of cooling to active cellspage 312011 DOE H2 ProgramAMR Presentation
Bill of Materials: Stack (2011 Interim Results)2011 - InterimAnnual Production Rate1,00030,00080,000130,000500,000System Net Electric Power (Output)System Gross Electric Power (Output)Bipolar Plates (Stamped)MEAsMembranesCatalyst Ink & Application (NSTF)GDLsM & E Hot PressingM & E Cutting & SlittingMEA Frame/GasketsCoolant Gaskets (Laser Welding)End Gaskets (Screen Printing)End PlatesCurrent CollectorsCompression BandsStack HousingStack AssemblyStack ConditioningTotal Stack CostTotal Stack Cost ( /kWnet)Total Stack Cost ( /kWgross )8089.25 1,814.058089.25 381.828089.25 368.498089.25 366.978089.25 364.39 4,862.61 1,339.76 1,796.43 70.97 436.32 773.77 212.22 149.48 91.83 51.67 10.00 60.86 76.12 170.88 11,916.99 148.96 133.52 811.62 658.35 846.44 6.53 15.92 231.91 28.47 5.08 26.43 7.13 8.00 6.96 40.69 53.87 3,129.22 39.12 35.06 493.60 652.44 522.25 5.36 6.86 224.09 26.85 1.96 22.36 5.32 6.00 5.87 34.95 47.18 2,423.61 30.30 27.15 381.51 645.89 403.84 5.10 4.77 221.30 26.48 1.25 20.21 4.77 5.50 5.30 33.62 41.38 2,167.88 27.10 24.29 195.55 646.25 182.14 5.09 2.30 216.21 25.11 0.53 15.36 4.16 5.00 4.73 32.06 28.06 1,726.92 21.59 19.35 6.9 to 1 cost reduction between low and high manufacturing ratespage 322011 DOE H2 ProgramAMR Presentation
Bill of Materials: Balance of Plant (2011 Interim Results)2011 - InterimAnnual Production Rate1,00030,00080,000130,000500,000System Net Electric Power (Output)System Gross Electric Power (Output)Air LoopHumidifier and Water Recovery LoopHigh-Temperature Coolant LoopLow-Temperature Coolant LoopFuel LoopSystem ControllerSensorsMiscellaneousTotal BOP Cost8089.25 1,813.00 903.00 547.84 100.21 251.94 171.07 1,706.65 331.71 5,825.428089.25 1,086.74 280.43 463.35 87.43 198.65 136.85 893.00 194.12 3,340.588089.25 923.07 184.92 395.88 77.90 170.49 102.64 659.96 171.44 2,686.318089.25 892.49 152.42 374.04 73.44 163.40 95.80 543.45 164.80 2,459.848089.25 858.11 99.07 344.58 67.98 152.96 82.11 225.49 156.83 1,987.12 72.82 65.27 41.76 37.43 33.58 30.10 30.75 27.56 24.84 22.26Total BOP Cost ( /kWnet)Total BOP Cost ( /kWgross ) 2.9 to 1 cost reduction between low and high manufacturing ratespage 332011 DOE H2 ProgramAMR Presentation
Bill of Materials: System (2011 Interim Results)2011 - InterimAnnual Production Rate1,00030,00080,000130,000500,000System Net Electric Power (Output)System Gross Electric Power (Output)Fuel Cell StacksBalance of PlantSystem Assembly & TestingTotal System Cost ( )8089.25 11,916.99 5,825.42 157.17 17,899.588089.25 3,129.22 3,340.58 112.84 6,582.648089.25 2,423.61 2,686.31 110.91 5,220.828089.25 2,167.88 2,459.84 111.05 4,738.778089.25 1,726.92 1,987.12 110.67 3,824.71 223.74 200.55 82.28 73.75 65.26 58.50 59.23 53.09 47.81 42.85Total System Cost ( /kWnet)Total System Cost ( /kWgross ) 4.7 to 1 cost reduction between low and high manufacturing ratespage 342011 DOE H2 ProgramAMR Presentation
General Cost
Air Stoichiometry ANL polarization model enables DTI to conduct multi-variable optimization over pressure, catalyst loading, temperature, and air stoichiometry 0.55 0.6 0.65 0.7 0.75 0.8 0.85 0.9 0 0.5 1 1.5 2 Cell Voltage (V) Current Density (A/cm 2) Operating Pressure 200 kPa (3M) 150 kPa (3M) Cell Temperature: 80 C Oxygen Stoichiometric .