Transcription
15th International Brick and BlockMasonry ConferenceFlorianópolis – Brazil – 2012STRENGTH OF MASONRY PRISMS WITH HIGH AMOUNTS OFSUPPLEMENTAL CEMENTITIOUS MATERIALSWatterson, Scott M.1; Fonseca, Fernando S.212Graduate Student, Brigham Young University, Scott.M.Watterson@me.comPh.D., S.E. Associate Professor, Brigham Young University, Department of Civil and EnvironmentalEngineering, ffonseca@et.byu.eduA masonry prism testing scheme was devised to aid in the determination of whether prismswith grouts possessing high levels of supplemental cementitious materials could meetminimum masonry compressive strength requirements. Class F fly ash and ground granulatedblast furnace slag replaced portland cement in large incremental amounts in masonry grout toestablish higher use limitations. In conjunction with testing prisms, the variations of groutwere tested for their respective compressive strength to determine the correlation betweenmasonry compressive strength and grout compressive strength.Prisms and grouts underwent standardized testing for maximum compressive strength at ageintervals of 14, 28, 42, 56, and 90 days. Seven variations of grout were manufactured in threegroups. The first, the control group, contained one grout design with no supplementalcementitious materials and had a portland cement content of 100%. The second groupreplaced portland cement, by weight, with fly ash in amounts of 45%, 55% and 65%. Thethird group replaced portland cement with 25% fly ash and 40%, 50% and 60% groundgranulated blast furnace slag. The fly ash-slag mixture, thus, replaced portland cement atrates of 65%, 75%, and 85%.Results indicate that all prisms exceeded minimum compressive strength requirements beforethe 28 day age period. Not all grout types met the ASTM minimum 13.8 MPa (2000 psi) at28 days. Neither 55% and 65% fly ash replacements nor the 85% fly ash-slag combinationachieved grout strength minimums at the specified age. The grout mixtures manufacturedwith exceeding addition rates which attained greater than allowed strength at the 28 day agewere the 45% fly ash and 75% fly ash-slag combination. All grouts did, eventually, extendtheir strength gain beyond 13.8 MPa (2000 psi) through the course of testing and all but 65%fly ash achieved this strength within 42 days.Keywords: Masonry, Prisms, Grout, Cementitious Materials, Fly Ash, SlagINTRODUCTIONMasonry construction has utilized pozzolans and slags in units, mortars, and grouts. Thequantity of portland cement replaced by these materials is governed and limited by ASTMStandards in conjunction with the Building Code Requirements and Specification for MasonryStructures (TMS 402-08/ACI 530-08/ASCE 5-08). Fly ash (FA) and ground granulated blastfurnace slag (GGBS) provide for economically and environmentally responsible methods of
15th International Brick and BlockMasonry ConferenceFlorianópolis – Brazil – 2012construction and are deemed sustainable. Extensive information is available for concretemasonry units and mortars that have included pozzolanic and slag materials (Korany 2000 andProducing 2003). Current restrictions on masonry grout are analogous to the limitationsplaced on concrete. Recognizing that there are differences between these two constructionmaterials and their uses allow for exploration of the boundaries of masonry grout’s portlandcement replacement percentage guidelines.Limited data, commissioned by the Concrete Masonry Association for California and Nevada(CMACN), for grout mixed with greater quantities of fly ash and GGBS than allowed hasbecome available. Refining the outcomes of CMACN’s initial research, researchers atBrigham Young University, designed a broad research program to determine if masonryprisms constructed with high percentage replacement of portland cement grouts with FA andGGBS meet minimum required masonry strengths.Expanding the limits of portland cement reduction can further brand masonry as a sustainableconstruction method. Portland cement production generates green-house gas emission whiledepleting natural resources. FA and GGBS are recycled materials, often more affordable thanportland cement, which if not reused end up in landfills and water systems. More extensiveuse of these supplemental cementitious materials can effectively eliminate waste products andhelp conservatively utilize available resources without conceding building code requirements.By performing standardized testing, prisms constructed with grouts with large quantities ofpozzolanic and slag materials can, as an assemblage, be proven to possess adequate, codecompliant, compressive strength. Results can then be interpreted as beneficial to the masonryindustry, promoting and branding masonry construction as cost and environment conscious.FLY ASH AND SLAGFly ash is a pozzolan, which is a finely divided siliceous or siliceous and aluminous materialwhich possesses little or no inherent cementitious properties, but in the powdery form and inthe presence of moisture, will chemically react with calcium hydroxide at ordinarytemperatures to form compounds possessing cementitious properties (Wang 2007). Fly ash isa byproduct of the coal industry, termed a waste material, predominantly generated in theproduction of electricity; Class F fly ash, used in this testing program, is the product ofburning bituminous and anthracite class coal (Scheetz 1998). The greatest utilization for flyash is as an additive to cement and concrete. Benefits stemming from the use of fly ash are adecrease in water demand, improvement in particle size packing, savings of portland cementmaterial resulting in lower costs, corrosion resistance and greater strength (Scheetz 1998).The strength development, however, is not as quick initially as an all-portland cement basedgrout. Where standards require 28-day strengths, time is of the essence and grout containingfly ash can meet the strength requirement but not the time requirement.Ground granulated blast furnace slag is increasingly being used to replace some of the cementused in concrete. GGBS is a byproduct of the iron industry, where molten slag from the blastfurnace is rapidly cooled and dried to form a granulate which is then ground to a finenesssimilar to that of portland cement. While this material is no more expensive than portlandcement, additional environmental costs are alleviated through the reduction in portlandcement’s use of an extensive production process as well as GGBS’s lifespan due to its owndurability. Being a cementitious material, it actively adds to the strength gain of the grout and
15th International Brick and BlockMasonry ConferenceFlorianópolis – Brazil – 2012significant quantities of the portland cement can be exchanged. (Sindel 2007) Due to slag’ssmall particle size, the workability of grout can be improved with its addition to the groutmix. GGBS cures more slowly and gains strength over longer periods of time which canresult in lower initial strengths but higher ultimate strengths. Strength is very muchdependent on the GGBS to portland cement proportioning where rate of hydration and abilityto hydrate limit GGBS use. Alike to fly ash, a 28-day strength criterion is of issue.EXPERIMENTAL PROGRAM - OVERVIEWThe Building Code Requirements and Specification for Masonry Structures relies oncompressive strength values for design (Building 2008). Determination of compressivestrength can be established using the unit strength method or through compression testing ofmasonry prisms. The specified compressive strength of masonry (ƒ'm), as a result of one ofthese methods, must either exceed or be equal to 10.3 MPa (1,500 psi) but be no greater than27.6 MPa (4,000 psi) for concrete masonry in order to be used in determining nominalstrength values (Building 2008). Utilizing the prism testing method for the determination ofƒ'm, ASTM International specifies that grout for masonry must obtain a minimumcompressive strength of 13.8 MPa (2000 psi) at 28 days while other consenting organizationsindicate that the specified compressive strength of grout shall exceed or be equal to thecompressive strength of masonry while not exceeding 34.5 MPa (5000 psi) (Building 2008and ASTM).A testing program was conceived involving two stages of experimentation. The first stageinvolved the manufacturing and testing of grout variations which employ greater use ofsupplemental cementitious materials than the 40% pozzolan and 70% pozzolan-slag additionrates dictated in grout standards (ASTM). The second stage included compression testing ofmasonry prisms constructed with the first stage’s grout variations. Correlations between thestrength of the grout and the prisms can then be made and the viability of using increasedquantities of fly ash and slag in masonry grout is then assessed.EXPERIMENTAL PROGRAM – GROUTA standardized grout design was formulated with a target of 27.6 MPa (4000 psi) strength at28 days. The cementitious material content of the design was modified to form the variationswhere the total cementitious quantity, by weight, remained constant. Grouts are referred to bytype, which are shown in Table 1. Since the weight of the water remained constant, the slumpwas allowed to fluctuate. As increased supplemental cementitious materials were added,slump increased. The accepted range of slump for masonry grout is between 200 to 280 mm(8 to 11 inches). Grout type 1 had a 228 mm (9 inch) slump. Grout type 4 was the only mixthat exceeded slumping limitations and was deemed to be flowable. Maintaining consistencywith the water content was considered to be more important to strength outcome comparisonsthan was slump. Due to the scale of the research, casting was performed by filling the coresof concrete masonry units (CMUs). The CMUs used are of the same batch as those used inthe casting of prism. Blocks were of 200 x 200 x 200 mm (8 x 8 x 8 inch) dimensions. Allother methods of specimen forming were per ASTM C1019 (ASTM). After 48 hours ofcuring specimens were removed from their molds and stored in a moist room where theyremained until testing. On the day of testing specimens were capped in accordance withASTM C617 and compression tested as indicated in ASTM C39/39M (ASTM). Figure 1
15th International Brick and BlockMasonry ConferenceFlorianópolis – Brazil – 2012shows a grout specimen just prior to testing. At minimum three specimens were tested forstrength at intervals of 14, 28, 42, 56, and 90 days.Table 1: Grout Identification and Cementitious ContentCementitious ContentPortlandGrout Type #Fly Ash 62525507152560Figure 1: Grout SpecimenIn order to correlate the method of testing used in this testing program with that specified inASTM C1019 a correction factor was established. A grout mix identical to that of grout type1 was manufactured where 12 specimens were poured filling the cores and 12 specimens werepoured into a void created by a 4 prism arranged as specified. A standard specimen is shownin Figure 2 and a core-filled specimen in Figure 1. A multiplicative factor of 1.2 wasdetermined to adjust core-filled specimens to that of a standard specimen.
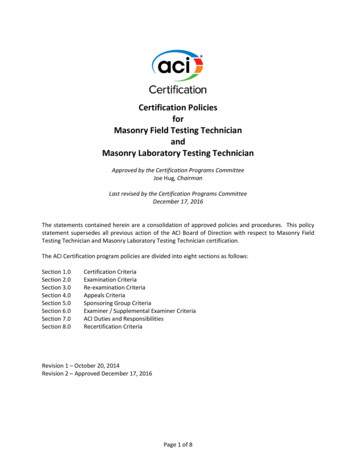
15th International Brick and BlockMasonry ConferenceFlorianópolis – Brazil – 2012Figure 2: ASTM Standard Grout SpecimenData represented in the strength progression plots for both grout and prisms underwent datareduction. Each data point is represented by the average of at least three test specimens. Ifthe results of a compression test were one standard deviation away from the average it wasomitted if and only if there were more than three specimens tested. If within a specific testgroup there were two specimens outside one standard deviation, a single specimen achievingone standard deviation less than the average and a single specimen achieving one standarddeviation more than the average, the two were outliers were averaged to create onecompressive strength. This discretionary practice of eliminating specimen results helps toremove strengths that are too high or too low of what is represented by the other specimens inthe group. The strength differences between each specimen within their respective group arereduced and the single compressive strength value reported is more reliable and representativeof the group.The strength progression of the grout types can be seen in Figure 3 below. Types 1, 2, 5, and6 meet the ASTM specification of 13.8 MPa (2000 psi) at 28 days while Types 3, 4, and 7attained satisfactory strengths at later ages. Types 3 and 7, composed of 55% fly ash and 85%fly ash-slag, respectively, are very near to the target strength. Other research has indicatedthat 50% fly ash and 80% fly ash-slag has reached appropriate strength levels in 28 days(Siggard 2010). Between the 50-55% fly ash and 80-85% fly ash-slag range establishes themasonry grout cementitious supplemental material addition rate boundaries for currentstrength and age requirements. Inconsistencies in the data lie in 28-day testing of types 5 and6 where a strength drop can be observed. Inconsistencies could be attributed to materials,testing apparatus, or workmanship. These inconstancies, while present, do not hinderconclusions.
15th International Brick and BlockMasonry ConferenceFlorianópolis – Brazil – 20124560004035Grout Type 15000Grout Type 2400025300020Stress (psi)Stress (MPa)30Grout Type 3Grout Type 4Grout Type 5Grout Type 6152000Grout Type 7101000500014284256708498Age (days)Figure 3: Grout Strength ProgressionEXPERIMENTAL PROGRAM – PRISMSMasonry prisms were assembled by professional masons with the components of concretemasonry units, type M mortar, and the grouts previously defined. Two CMUs with onemortar joint either grouted or ungrouted make up a single masonry prism test specimen. Fiveprisms at each test age and for each grout type were constructed; hollow prisms were alsoconstructed. Prisms were constructed in an opened, moisture-tight bag large enough toenclose and seal th
ASTM C1019 a correction factor was established. A grout mix identical to that of grout type 1 was manufactured where 12 specimens were poured filling the cores and 12 specimens were poured into a void created by a 4 prism arranged as specified. A standard specimen is shown in Figure 2 and a core-filled specimen in Figure 1. A multiplicative factor of 1.2 was determined to adjust core-filled .