Transcription
BEST PRACTICESMANUALON-SITE WASTEWATER SYSTEMS
National Precast Concrete AssociationTable of ContentsNotes and Acknowledgements.2Introduction.3Structural Design.4Materials.4Concrete Mix Proportioning. 10Lifting Inserts. 11Coatings.12Production Practices.12This Best Practices Manual is subject to revision atany time by the NPCA Septic Tank Product Committee,which must review it at least every three years. Specialthanks to the Septic Tank Product Committee forupdating this manual.Ellen Vause, Florida Septic Inc, Septic Tank ProductCommittee ChairmanLisa Roache, Gainey’s Concrete Products Inc, BoardLiaisonMark Wieser, Wieser Concrete Products, ImmediatePast ChairmanPre-Pour Checklist.16George Biro, Laurel-LEC SteelCasting Concrete. 17Kurt Burkhart, Arrow Concrete Products, Inc.Curing.18Eric Brydon, New England ConcreteDarryl Cloud, ConSealPost-Pour Operations.19Jeffrey Hoffman, Flemington PrecastPost-Pour Checklist.20Mike Leathers, Hanson Pipe & PrecastFinishing and Repairing Concrete.21Seals, Fittings and Joints.22Tank Installation.24Michael Mahoney, Euclid Chemical Co.Nancy Mayer, Mayer Brothers, Inc.Neil Meinzer, Hill Country Concrete Products Inc.Michael Miller, Press-Seal Gasket Corp.Patrick Mulhall, Polylok Inc. ZABELTesting.26Rick Oliver, Jensen PrecastReferences.27Christopher Weed, Pallette Stone Corp.Glossary.29Andy Winkler, Wieser Concrete Products Inc.NOTES and AcknowledgementsThis manual does not claim or imply that it addressesmanual. Routine conformance to the requirements ofall safety-related issues, if any, associated with its use.this manual should result in products of an acceptableManufacture of concrete products may involve the usequality according to current industry standards.of hazardous materials, operations and equipment. Itis the user’s responsibility to determine appropriatesafety, health and environmental practices andapplicable regulatory requirements associated with theuse of this manual and the manufacture of concreteproducts.Use of this manual does not guarantee the properfunction or performance of any product manufacturedin accordance with the requirements contained in the2Copyright 2005 by National Precast ConcreteAssociation (NPCA); 3rd Edition, 2010 All rightsreserved. No part of this manual may be reproducedin any form without permission in writing from theNational Precast Concrete Association.1320 City Center Dr., Suite 200 Carmel, IN 46032800-366-7731 www.precast.org
IntroductionIntroductionThis manual provides guidance on material selection,and performance. In the past, on-site wastewatermanufacturing techniques, testing and installation tosystems often were considered temporary structuresattain structurally sound, watertight precast concretewith limited performance expectations, because,septic tanks and related components for on-siteas a community matured, centralized collection andwastewater treatment systems. It is not intended fortreatment systems replaced the on-site systems thatuse as a regulatory code or minimum design standard,helped to develop the area. This is no longer the trend.but rather as an aid to manufacturers, engineers,contractors and owners.This manual will be most effective when used inToday, on-site wastewater treatment and disposalsystems have become the first choice of developersand public health officials in many parts of Northconjunction with a complete review of local codesAmerica. The growing dependence on these systemsand design considerations before designing orplaces a greater emphasis on system performance andmanufacturing any on-site wastewater treatment tankcomponent structural integrity. As such, protection fromor system.water infiltration and exfiltration is a critical element inIt is impossible for a manual of this type to be allthe design of tanks used in on-site systems. Regulatoryinclusive, and the recommendations are not intendedcodes and project specifications requiring structurallyto exclude any materials or techniques that will helpsound and watertight tanks are becoming the ruleachieve the goal of producing structurally sound andrather than the exception, as they should be.watertight precast concrete tanks. Attention to detail,Precast concrete on-site wastewater treatmentappropriate materials, proper training of workers andsystems, when manufactured and installed properly,quality control throughout a repeatable process willwill outperform and outlast systems consisting of otherensure that the concrete tanks meet the needs ofmaterials. With the increasing regulatory demands forspecifiers, contractors and owners while protecting thestructurally sound and watertight tanks, it is critical forenvironment.precast concrete manufacturers to continually raise theThe on-site wastewater treatment industry is rapidlyevolving, with greater demand for product qualitybar on quality. It is with this in mind that many industryspecialists have come together to create this manual.3
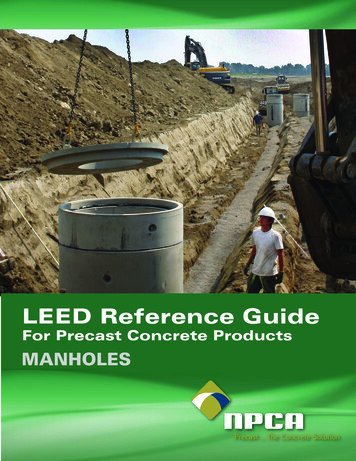
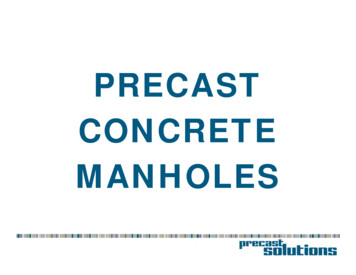
National Precast Concrete AssociationStructural DesignLoading ConditionsA properly designed precast concrete on-siteon-site wastewater tank.The following design characteristics have a criticalwastewater treatment tank must be able to withstandimpact on the performance of on-site wastewatera variety of loading conditions, which vary duringtanks.manufacture, installation, testing and service. Tanksmust be designed to withstand these loading conditionswith rational mathematical design calculationsConcrete ThicknessThe concrete thickness must be sufficient to meetperformed by a qualified professional engineer or byminimum reinforcement cover requirements andproof load testing in accordance with ASTM C1227,withstand design loading conditions.“Standard Specification for Precast Concrete SepticTanks.”Consider the following in the design:Concrete Mix DesignConcrete must have a minimum compressive Surface surchargestrength of 4,000 psi at 28 days. Consider methods to Concentrated wheel loadsreduce permeability, improve durability and increase Lateral loadsstrength. Maintaining a low water-cementitious ratio isone way to achieve this and must not exceed 0.45. Presumptive soil bearing capacity Buoyant forces Connections and penetrations Point loadDesign precast concrete tanks for on-siteReinforcementProper reinforcement is critical to withstandthe loads applied to an on-site wastewater tank.Reinforcement must be sufficient to provide adequatestrength during early-age handling, installation andapplications in accordance with one or more of theservice, including temperature and shrinkage effects. Allfollowing applicable industry codes and standardsreinforcement must meet applicable ASTM Internationalor as required by the authority or authorities havingspecifications.jurisdiction: ASTM C890, “Standard Practice for MinimumStructural Design Loading for Monolithicor Sectional Precast Concrete Water andWastewater Structures” ASTM C913, “Standard Specification for PrecastConcrete Water and Wastewater Structures” ASTM C1227, “Standard Specification for PrecastConcrete Septic Tanks” IAPMO/ANSI CSA B66, “Design, Material, and ManufacturingRequirements for Prefabricated Septic Tanks andSewage Holding Tanks”The loading conditions illustrated in these diagramsshould be analyzed and considered in the design of an4
MaterialsMaterialsThe primary constituents of precast concreteASTM C 1157, “Standard Performance Specificationare cement, fine and coarse aggregates, water andfor Hydraulic Cement,” and ASTM C595, “Standardadmixtures. The following discussion covers relevantSpecification for Blended Hydraulic Cements.”factors in the selection and use of these fundamentalmaterials.The five primary types of ASTM C 150 cement are:Type INormalType IIModerate Sulfate ResistanceType IIIHigh Early Strengthconcrete products industry is governed by ASTM CType IVLow Heat of Hydration150, “Standard Specification for Portland Cement.” andType VHigh Sulfate ResistanceCementThe majority of cement used in the manufacturedInternalHydrostaticLoadingTank Full (on grade orwithout backfill)External Soil andWater LoadingTank EmptyOptionalLoading WhereAppropriateManufacturer to specifythe maximum depth ofcover5
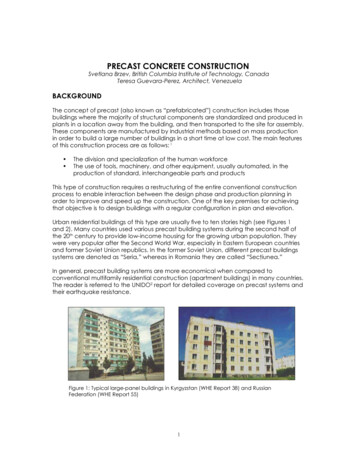
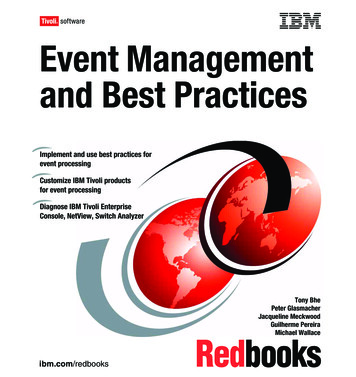
National Precast Concrete AssociationPoorly Graded vs. Well Graded Mix DesignPorous concrete resulting from absenceof fine materials. Arrows indicate waterinfiltration.Or, as stated in CSA A3000, the types of cementInclusion of fine materials providesfilling for spaces between coarseaggregates.long-term storage, do not exceed seven bags in height(or per manufacturer’s recommendations).are:Type GUGeneral Use Hydraulic CementType MSModerate Sulphate-Resistant HydraulicUse the oldest stock first. Discard any cement withlumps that cannot be reduced by finger pressure.CementType MHModerate Heat of Hydration HydraulicCementAggregatesEnsure aggregates conform to the requirementsType HEHigh Early-Strength Hydraulic Cementof ASTM C33, “Standard Specification for ConcreteType LHLow Heat of Hydration Hydraulic CementAggregates.” Evaluate the aggregates and maintainType HSHigh Sulphate-Resistant Hydraulic Cementdocumentation at the plant for potential deleteriousSelect the cement type based on projectexpansion due to alkali reactivity, unless the aggregatesspecifications or individual characteristics whichcome from a state department of transportation-best fit the operation and regional conditions of eachapproved source. The maximum size of coarsemanufacturer. Note that certain types of cement mayaggregate should be as large as practical, but shouldnot be readily available in certain regions.not exceed 20% of the minimum thickness of theStore cement in a manner that will prevent exposureprecast concrete tank or 75% of the clear coverto moisture or other contamination. Bulk cement shouldbetween reinforcement and the surface of the tank.be stored in watertight bins or silos. If different typesLarger maximum sizes of aggregate may be used ifof cement are used at a facility, store each type in aevidence shows that satisfactory concrete products canseparate bin or silo. Clearly identify delivery locations.be produced.Design and maintain bin and silo compartments todischarge freely and independently into the weighinghopper. Cement in storage should be drawn downfrequently to prevent undesirable caking.Stack bagged cement on pallets to permit properQuality of AggregatesConcrete is exposed to continuous moist andcorrosive conditions in wastewater applications. It isimportant to specify a well-graded, sound, nonporouscirculation of air and avoid exposure to undesirableaggregate in accordance with ASTM C33, “Standardmoisture or condensation. On a short-term basis (lessSpecification for Concrete Aggregates.”than 90 days), stack the bags no more than 14 high. For6
MaterialsGradation of AggregatesAggregate gradation influences both the economyMoisture Content of AggregateThe measurement of aggregate moisture contentand strength of a finished on-site wastewater tank.is important in the control of concrete workability,The purpose of proper gradation is to produce concretestrength and quality. Aggregates, particularly finewith a maximum density along with good workability toaggregates (sands), can collect considerable amountsachieve sufficient strength.of moisture on their surfaces. Fine aggregates canWell-graded aggregates help improve workability,typically hold up to 10% moisture by weight; coarsedurability and strength of the concrete. Poorly gradedaggregates can typically hold up to 3% on theiror gap-graded aggregates rely on the use of excesssurfaces.cement paste to fill voids between course aggregates,Water on the surface of an aggregate that is notleading to potential durability problems. Concrete mixesaccounted for in the mixture proportions will increasecontaining rounded coarse aggregates tend to be easierthe water-cementitious ratio. The moisture content ofto place and consolidate; however, crushed aggregatesaggregates will vary throughout a stockpile and will beare also acceptable. The use of elongated, flat and flakyaffected by changes in weather conditions. Therefore,aggregates is discouraged. Gap-graded aggregatesit is a recommended practice to adjust mixturelacking intermediate sizes are also discouraged.proportions as necessary throughout the productionExperience has shown either very fine or very coarseday to compensate for moisture content changes insand or aggregate having a large deficiency or excessthe aggregate. Also, excessively dry aggregates canof any size is undesirable. Sand gradation should beincrease water demand by absorbing mix water duringuniform and have a fineness modulus of not less thanbatching and placement. It is recommended to sprinkle2.3 and no more than 3.1. A variation in base finenessaggregates with water if they are dry or when themodulus greater than 0.2 may call for an adjustment toweather is extremely warm.the mix design as suggested in ASTM C 33, “StandardSpecification for Concrete Aggregates.”The following methods will increase the likelihood ofuniform moisture content: Enclose storage of daily production quantitiesAggregate Deleterious SubstancesEnsure all aggregates are free of deleterioussubstances. Deleterious substances include: Substances that cause an adverse chemicalreaction in fresh or hardened concrete Clay, dust and other surface-coatingcontaminants Structurally soft or weak particles Store aggregates in horizontal layers Have at least two stockpiles and alternate use. Allow aggregate piles to drain before use Avoid the use of the bottom 12 inches (300 mm)of stockpile Continuously sprinkle aggregate stock piles(climate dependent) Store entire stockpile indoors or under coverFor good bond development, ensure aggregatesurfaces are clean and free from excessive dust orCareful monitoring of aggregate moisture contentclay particles. Excessive dust or clay particles typicallyduring batching will reduce the need to use additionalare defined as material passing a #200 sieve, thecement to offset excess water. This will maintain high-limit of which is no more than 3%. Friable aggregatesquality standards and save on expensive raw materials.may fracture in the mixing and placement process,The plant should have a program in place that managescompromising the integrity of the hardened concretesurface moisture content or accounts for moistureproduct.variation during batching.7
National Precast Concrete AssociationChemical AdmixturesCommonly used chemical admixtures, to alter theproperties of concrete such as workability, resistance tofreeze-thaw, set time and color, include:Handling and Storage of AggregateHandle and store aggregates in a way that preventscontamination and minimizes segregation anddegradation.Aggregate handling is an important operation.Accurately graded coarse aggregate can segregateduring a single improper stockpiling operation, sominimize handling to reduce the risk of particle sizesegregation. Also minimize the number of handlingoperations and material drop heights to avoid breakage.The following methods can prevent segregation: Store aggregates on a clean, hard, well-drainedbase to prevent contamination. Bin separationwalls should extend high enough to preventoverlapping and cross-contamination of differentsized aggregates. Air entrainment admixtures (ASTM C260,“Specification for Air-Entraining Admixtures forConcrete”) Water reducing admixtures (ASTM C494,“Specification for Chemical Admixtures forConcrete”) High-range water-reducing admixtures orsuperplasticizers (ASTM C494, “StandardSpecification for Chemical Admixtures forConcrete; ASTM C1017, “Chemical Admixturesfor Use in Producing Flowing Concrete”Specialty Admixtures such as corrosion inhibitors,shrinkage reducers and rheology modifiers (ASTMC494, “Standard Specification for Chemical Admixturesfor Concrete Type S.”Store admixtures as recommended by manufacturer Avoid steep slopes in fine aggregate stockpiles.Fine aggregate stockpiles should not have slopesgreater than the sand’s angle of repose (naturalslope is typically 1:1.5) to prevent unwantedsegregation.and in a manner that avoids contamination, evaporation Remove aggregates from a stockpile by workinghorizontally across the face of the pile. Ifpossible, avoid taking aggregate from the exactsame location each time.to protect admixture batching components fromWaterWater used in mixing concrete should be potableand meet the requirements of ASTM C 1602, “StandardSpecification for Mixing Water Used in the Productionof Hydraulic Cement Concrete.” Avoid water containingdeleterious amounts of oils, acids, alkalis, salts, organicmaterial or other substances that may aversely affectthe properties of fresh or hardened concrete. Water thatis not potable may be used in some cases but shouldbe tested to ensure it meets the requirements of ASTMC1602.8 Accelerating admixtures (ASTM C494,“Specification for Chemical Admixtures forConcrete”)and damage. Protect liquid admixtures from freezingand extreme temperature changes, which couldadversely affect their performance. It is also importantdust and temperature extremes and ensure theyare accessible for visual observation and periodicmaintenance. Perform periodic recalibration of thebatching system as recommended by the manufactureror as required by local regulations. Individual admixturesshould be added separately to the mix. Follow thesequencing guidelines provided by the manufacturer.Chemical admixture performance can vary, especiallywhen using new products. Perform trial batches anddocument the results before using a new admixture forproduction. Follow manufacturers’ recommendationsexactly. Carefully check admixtures for compatibilitywith the cement and any other admixtures used. Donot combine admixtures from different manufacturers
Materialswithout the manufacturer’s agreementor testing to verify compatibility.Additional guidelines for the use ofadmixtures are included in ACI 212.3,“Guide for Use of Admixtures inConcrete.”Avoid accelerating admixturesthat contain chlorides to preventpossible corrosion of reinforcingsteel elements and otherembedded metal objects.SupplementaryCementitious Materials(SCMs)SCMs have three classifications:1. Cementitious materials – GroundGranulated blast furnace slag (ASTMC989, “Standard Specification for GroundGranulated Blast Furnace Slag”)SCMs can have a varying impact on the amount2. Pozzolanic materials – Class F fly ash, silica fume,metakaolin (ASTM C618, “Standard Specificationfor Coal Fly Ash, and Raw or Calcined NaturalPozzolan for Use in Concrete”) and ASTM C1240,“Standard Specification for Silica Fume Used inCementitious Mixtures”of water and air entrainment admixture required.3. Pozzolanic and cementitious materials – Class Cfly ashes (ASTM C618)design and performance.These products may be found in bulk as separateSome SCMs, particularly fly ash, silica fume and blastfurnace slag, could lead to significant improvements inpermeability and resistance to sulfate attack, which areimportant considerations in on-site wastewater tankReady-Mixed Concretematerials or may be found as pre-blended cementitiousVerify that the ready-mixed concrete supplier ismaterial meeting ASTM C595, “Standard Specificationoperating in accordance with ASTM C94, “Standardfor Blended Cements.”Specification for Ready-Mixed Concrete.”Or as stated in CSA A3000:Natural Pozzolan NFly ashF, CI, CHSilica FumeSFSlagS\Perform plastic concrete tests (slump, temperature,air content and density) at the plant prior to castingproducts. Record any added water on the delivery batchticket for each truck and keep it on file.9
National Precast Concrete AssociationConcrete MixtureProportioningThe design of concrete mixtures is a broad andextensive subject, one that is specific to concrete ingeneral but not necessarily to on-site wastewater tanks.This discussion will focus only on critical factors that Use of good quality and properly gradedaggregate Proper concrete consistency (concrete that canbe readily placed by traditional methods.pertain to on-site wastewater tanks.All efforts to attain quality concrete will be lost if theMix designs are selected based upon severalconcrete is not properly cured. Efforts should be madenecessary factors including permeability, consistency,to control the moisture migration from the concreteworkability, strength and durability (refer to ACI 211,product and temperatures should be sufficient to allow“Standard Practice for Selecting Proportions for Normal,hydration to occur.Heavyweight, and Mass Concrete”). The elementsFor concrete to be watertight, water must not benecessary to achieve high-quality watertight precastable to flow through its hardened pore structure. Lowconcrete include:water-cementitious ratios are critical for increased Low water-cementitious ratio (less than 0.45) Minimum compressive strength of 4,000 psi (28MPa) at 28 days10concrete strength, watertightness and decreasedpermeability.High water-cementitious ratios yield undesirable
Lifting Insertsincreased capillary porosity within the concrete.Air-entraining admixtures are designed to disperseCapillary pores are voids resulting from themicroscopic air bubbles throughout the concrete’sconsumption and evaporation of water duringmatrix to function as small “shock absorbers” duringthe hydration or curing process. Enlarged andfreeze-thaw cycles. The required air content for frost-interconnected capillary voids serve as pathways thatresistant concrete is determined by the maximumallow water and other contaminants to either infiltrateaggregate size and severity of in-service exposureor exfiltrate through the concrete. Lower water-conditions (ACI 318, “Building Code Requirements forcementitious ratios result in smaller and fewer pores,Structural Concrete and Commentary”) In addition, airreducing the permeability of the concrete. ACI 350,entrainment improves workability and reduces bleeding“Code Requirements for Environmental Engineeringand segregation of fresh concrete while greatlyConcrete Structures,” recommends a maximum water-improving the durability and permeability of hardenedcementitious ratio of 0.45.concrete.Proper consistency of fresh concrete is a criticalelement in producing high-quality, watertight concrete.Fresh concrete must be sufficiently plastic (flowableor deformable) to be properly placed, consolidated andfinished. The size, shape and grading of aggregates,cement content, water-cementitious ratio andadmixtures affect the workability of a mix. Whencalculating the water-cement ratio, it is important toinclude the free moisture in the aggregates.Water-reducing admixtures and superplasticizerscan greatly increase the workability of fresh concretewithout increasing the water-cementitious ratio.Experience has shown that concrete with low watercementitious ratios (less than 0.45), can be properlyplaced and consolidated with the aid and proper use ofadmixtures. The use of water reducing admixtures isparticularly important, since most on-site wastewatertanks are relatively thin-walled and require specialattention to ensure full concrete consolidation duringcasting. In certain circumstances, and where localregulations allow, the use of self-consolidating concrete(SCC) can reduce the necessary effort to achieve properconsolidation of the concrete by creating a very highlyflowable concrete mix without mechanical consolidation(ACI 237). This type of concrete requires very carefulsupervision and quality control with the use of specialtyadmixtures such as high-range water reducers speciallydesigned for use in SCC. A properly designed andLiftingInsertsLifting devices versuslifting apparatusCommercially manufacturedlifting devices and apparatus comefurnished with documented andtested load ratings. Use the devicesas prescribed by the manufacturer’sspecification sheets.If lifting slings and beams arehomemade, have them load tested orevaluated by a professional engineer.Note that ASTM C1227, “StandardSpecification for Precast ConcreteSeptic Tanks,” calls for the following:“Inserts embedded in the concreteshall be designed for an ultimate loadthat is four times the working load(Factor of Safety 4). (Refer to OSHA29 CFR 1926.704).”tested self-consolidating concrete mix can reduce theeffort necessary to achieve proper consolidation of theconcrete.11
National Precast Concrete AssociationCoatingsA properly designed concrete mix (watercementitious ratio less than 0.45 and compressivestrength greater than 4,000 psi [28 MPa]) is sufficientlywatertight for on-site wastewater tanks. Undernormal in-service conditions, there is no need foradditional applications of asphalt, bituminous, epoxy orcementitious coatings. However, a protective coatingmay be specified when a soil analysis or other factorsindicates a potential for chemical attack. If a coating isrequired, it is important to apply properly, or it may peelaway from the concrete surface and cause dislodgedparticles of coatings to move through the septic systemand clog the drain field.review by appropriate agencies upon request.Participation in the NPCA Plant Certification Programand future programs is recommended as an excellentway to ensure product quality. Use the NPCA QualityControl Manual for Precast and Prestressed ConcretePlants as the basis for developing a strong qualitycontrol program.Quality control personnel should be adequatelytrained. Certification in the NPCA Production andQuality School Level 1 is recommended. Also, qualitycontrol personnel performing plastic concrete testingmust hold a minimum certification as an ACI ConcreteField Testing Technician Grade 1.FormsForms must be in good condition. FrequentProductionPracticesQuality ControlAll plants must have a quality control program andmanual, including but not limited to the following: Documented mix designs Pre-pour inspection reports Form maintenance logs Post-pour inspection reports Performance and documentation of structural andwatertightness testing discussed in this manualare free from any damage that could cause concreteplacement difficulties or dimensional problems withthe finished product. Uniform concrete surfacesare less permeable and consequently enhance thewatertightness of completed tanks.Use forms that prevent leakage of cement pasteand are sufficiently rigid to withstand the vibrationsencountered in the production process. Maintain formsproperly, including cleaning and inspection prior to eachuse, to ensure uniform concrete surfaces. Ensure formsare level and on a solid base.Apply form release agents in a thin, uniform layeron clean forms. Do not apply form release agents toreinforcing steel or other embedded items, as it cancompromise the bond between the steel and theconcrete. Do not allow the form release agent to puddle Plant quality control proceduresin the bottom of forms. Remove excess form release Raw materialsagent prior to casting. Production practices Reinforcement fabrication and placement Concrete testing Storage and handlingRecords of all QC items should be available for12inspection and regular maintenance ensures that formsForms must be designed to meet individual productspecifications. Select forming materials, configuration,hardware and accessories that help the strippingprocess and minimize stripping damage. Inspect andmaintain joint areas to ensure proper tolerances onconcrete joints and keyways.
Production PracticesReinforcementWhen applicable, fabrication drawings must be apart of every QC program. Fabrication drawings shoulddetail the reinforcement requirements and all necessaryinformation pertaining to the product prior to casting.Steel ReinforcementFabricate reinforcing steel cages by tying or weldingthe bars, wires or welded wire reinforcement into rigidstructures. The reinforcing steel cages should conformto the tolerances defined on the fabrication drawings.Minimum bend diameters on reinforcement shouldmeet the requirements set forth in ACI 318, as definedin Table 1. Make all bends while the reinforcement iscold.Weld rebar (including tack welding) in accordancewith AWS D1.4, “Structural Welding Code, ReinforcingSteel.” This code requires either special preheatingASTM A 496, “Specification for Steel Wire, Deformed,(when required) or weldable grade reinforcementfor Concrete Reinforcement.”as defined by ASTM A706, “Specification for Low-Rebar (ASTM A615, “Specification for Deformed andAlloy Steel Deformed and Plain Bars for ConcretePlain Billet-Steel Bars for Concrete Reinforcement”)Reinforcement” for any welding of reinforcing steel,is produced from recycled metals that have higherincluding tack welds. Take special care to avoidcarbon contents and is likely to become brittle ifundercutting or burning through the reinforcing steel.improperly welded. A brittle weld is a weak link, whichReinforcing may also be provided by using pre-weldedcan compromise the structural integrity of the finishedmats manufactured to ASTM A 185, “Standardproduct. ASTM A615/615M states: “Welding of materialSpecification for Steel Welded Wire Reinfor
Tanks must be designed to withstand these loading conditions with rational mathematical design calculations performed by a qualified professional engineer or by proof load testing in accordance with ASTM C1227, “Standard Specification for Precast Concrete Septic Tanks.” Consider the foll