Transcription
Siemens 840D Training CourseProgramming ExamplesThis document is made available as a preliminary version (draft).Questions and feedback should be sent to support@cimco.com1
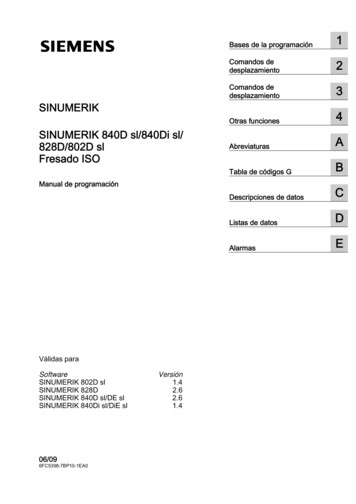
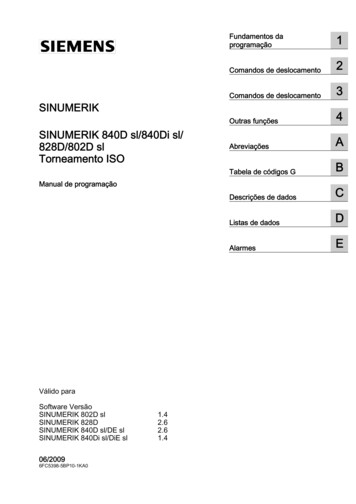
Programming Examples using Siemens Cycles & Programming Aids from Cimco NCAssistantExample 1This Roller End Plate is held in a precision vice to machine the top face features in operation 1 and then held in afixture to machine the outside profile. The programming zero point is taken as the centre of the part. The Blank partis cut to 206 x 206 x 32 mm. See program text below. See below the program created in Cimco NC-Assistant% N 0102 MPF; PATH / N WKS DIR/ N SIEMENS TEST JB WPD;DESCRIPTION-ROLLER END PLATESUPA G00 Z-150M6 T1 ;COULD BE WRITTEN LIKE THIS - TC ("T1")G94 D1;DRAWING NO-12345 ISSUE-A;OPERATION-OP1 - MACHINE TOP FACE;PROGRAMMER-JOE SMITH;DATE/TIME-09/09/2021 12:47:16;--------------N10 ;FACE MILL SURFACE;FACE MILL 50MMG54G00 X-130 Y-130S900 M03 F250Z50 00,0,2,40,30,0,100,32,20);FINISHG90 G40 G17 G972
G00 Z50 M09X-130 Y-130D0M01N20 ;MILL 120 MM SQUARE POST;CARBIDE END MILL 20MMG90 G40 G17 G97SUPA G00 Z-150M6 T10 ;("T10")G94 D1G54G00 X-130 Y-130S500 M03 F400Z50 45,20,0,0,1500,1500,2,2,,);FINISHG00 Z50 M09X-130 Y-130D0M01N30 ;120 MM ROUND POST;CARBIDE END MILL 20MMG90 G40 G17 G97SUPA G00 Z-150M6 T10 ;("T10")G94 D1G54G00 X-130 Y-130S500 M03 F1400Z50 00,2,2,);FINISHG00 Z50 M09X-130 Y-130D0M013N40 ;MILL CIRCULAR SLOTS;CARBIDE END MILL 12MMG90 G40 G17 G97SUPA G00 Z-150M6 T11 ;("T11")G94 D1G54G00 X-130 Y-130S500 M03 0)G00 Z50 M09X-130 Y-130D0M01N50 ;CENTRE DRILL 6 HOLES;HSS CENTRE DRILLG90 G40 G17 G97SUPA G00 Z-150M6 T2 ;("T2")G94 D1G54G00 X-130 Y-130S500 M03 F70Z50 M08MCALL CYCLE81(10,0,2,-5,)HOLES2(0,0,50,30,60,6)MCALLG00 Z50 M09X-130 Y-130D0M01N60 ;DRILL 6 HOLES 8.5MM;CARBIDE DRILL 8.5MMG90 G40 G17 G97
SUPA G00 Z-150M6 T24 ;ON G&L MACHINE IS WRITTEN TC("T24")G94 D1G54G00 X-130 Y-130S500 M03 F320Z50 M08MCALL CYCLE81(10,0,2,-24,)HOLES2(0,0,50,30,60,6)MCALLG00 Z50 M09X-130 Y-130D0M01SUPA G00 Z-150G94M6 T43 ;("T43")G94 D1G54X-130 Y-130S300 M03 F450Z30 M08MCALL LES2(0,0,50,30,60,6)MCALLG00 Z50 M09X-130 Y-130D0M01M30N70 ;-- TAP 6 HOLES M10;HSS SPIRAL FLUTE TAP M10G90 G40 G17 G97See the Solid Animation Backlot from the Editor for the program above.4
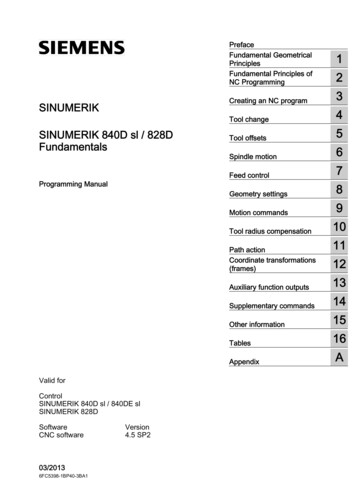
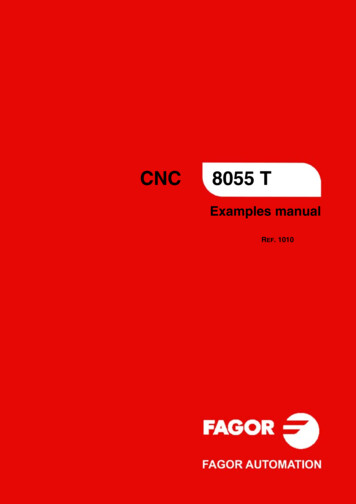
Example 2This Post Base is held in a precision vice to machine the top face features in operation 1. The Blank part is cut to 150 x105 x 30 mm. See program text below. See below the program created in Cimco NC-Assistant5
See Profile points in the diagram below that coincide with the programmed points in the T Slot section of theprogramming below starting at N50. Without referring to the example program below create the profile in the Editortesting with Tool Path Backplot as you go.M6 T2% N 0105 MPFG94 D1; PATH / N WKS DIR/ N SIEMENS TEST JB WPDG54;DESCRIPTION-ROLLER END PLATEG00 X0 Y0;DRAWING NO-12345 ISSUE-AS750 M03;OPERATION-MACHINE TOP FACEZ30 M08;PROGRAMMER-JOE SMITHN10 20);DATE/TIME-23/09/2021 14:50:56;--------------G90 G40 G17 G97SUPA G00 Z06SUPA G00 Z0X0 Y0D0
M01SUPA G00 Z0X0 Y0N20 ;3 HOLES 22MM U-DRILLD0;U-DRILL 22MMM01G90 G40 G17 G97SUPA G00 Z0N40;OUTSIDE PROFILE 2M6 T51;CARBIDE END MILL 25MMG94 D1G90 G40 G17 G97G54SUPA G00 Z0G00 X-50. Y77.5 S1600 M03M6 T7Z30 M08 F100G94 D1MCALL CYCLE81 (20,0,2,-28,0)G54G00 X-50. Y77.5G00 X0 Y-30. S1500 M03G00 X50. Y77.5Z30 M08MCALLG1 Z2 F1000MCALL CYCLE81 (20,0,2,-6,0)Z0 F120G00 X0 Y38.PROF1:MCALLG91 Z-3.333SUPA G00 Z0G90X0 Y0G00 X0 Y-30. F100D0G1 G41 Y10.M01X-65.000 RND 15Y60. RND 15N30 ;REMOVE CORNER MATERIALX-25.000 RND 15;CARBIDE END MILL 20MMY95. RND 15G90 G40 G17 G97X25.000 RND 15SUPA G00 Z0Y60. RND 15M6 T5X65.000 RND 15G94 D1Y10. RND 15G54X0.000G00 X0 Y84.G40 Y-30.S1900 M03ENDLABEL:Z30 M08REPEAT PROF1 P 5POCKET3 UPA G00 Z0G00 Z30.D0POCKET3 (30,0,2,20,45,45,12,52,87,0,5,0,,120,50,0,11,3)7X0 Y0M01
;CENTRE DRILLN50;T SLOT PROFILEG90 G40 G17 G97;CARBIDE END MILL 16MMSUPA G00 Z0G90 G40 G17 G97M6 T2SUPA G00 Z0G94 D1M6 T7G54G94 D1G00 X-50. Y25. S1000 M03G54Z30 M08 F70G00 X0 Y38. S2300 M03MCALL CYCLE81 (20,0,2,-3,0)Z30. M08HOLES1:G1 Z2 F1000G00 X-50. Y25.Z0 F120X-50. Y45.PROF2:X-10. Y84.G91 Z-2.X10. Y84.G90X50. Y45.G00 X0 Y38.;-- 1 PROFILE POINTSX50. Y25.G1 G41 Y25.;-- 2ENDLABEL:X30.;-- 3MCALLG3 X30. Y45 I0 J10.;-- 4SUPA G00 Z0G1 X20.;-- 5X0 Y0G2 X10. Y55. I0 J10.;-- 6D0G1 Y62.;-- 7M01G3 X-10. Y62. I-10. J0;-- 8G1 Y55.;-- 9N70;6 HOLES DRILL 6.8MMG2 X-20. Y45. I-10. J0;-- 10;CARBIDE DRILL 6.8MMG1 X-30.;-- 11G90 G40 G17 G97G3 X-30. Y25. I0 J-10.;-- 12SUPA G00 Z0G1 X0;-- 13M6 T14G40 Y38.;-- 14G94 D1ENDLABEL:G54REPEAT PROF2 P 2G00 X0 Y0 S4000 M03SUPA G00 Z0Z30 M08 F400X0 Y0MCALL CYCLE83 (20,0,2,-25,,5,,-1,0,0,1,1,2,0,0,0,)D0REPEAT HOLES1M01MCALLSUPA G00 Z0N60 ;6 HOLES CENTRE DRILL8X0 Y0
D0G00 X0 Y0 S300 M03M01Z30 M08MCALL CYCLE84(30,0,5,-18,,0,3,,1.25,,300,400)N80;6 HOLES TAP M8REPEAT HOLES1;M8 SPIRAL FLUTE TAPMCALLG90 G40 G17 G97SUPA G00 Z0SUPA G00 Z0X0 Y0M6 T20D0G94 D1M01G54M30See the Solid Animation Backplot from the Editor. To achieve a good presentation of the machining Backplot the SolidSetup must be set to represent the material sizes. Open the box indicated below and set the material size from thedrawing for X, Y, Z, Max and MinOpen Solid SetupBox9
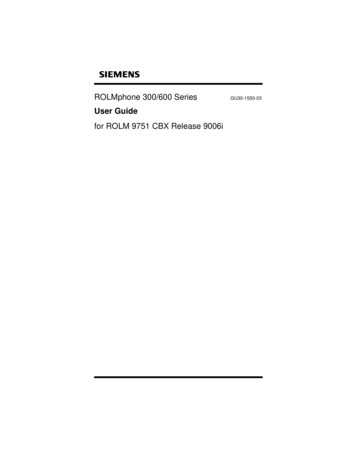
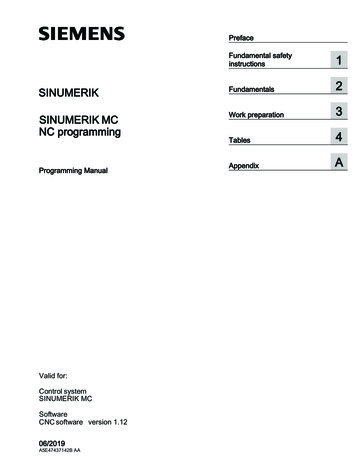
Example 3This Die Block is held in a precision vice to machine the top face features in operation 1. The Blank part is cut to 100 x100 x 25 mm. See program text below. See below the program created in Cimco NC-Assistant% N 0106 MPFG00 X-35 Y-35; PATH / N WKS DIR/ N SIEMENS TEST JB WPDS750 M03;DESCRIPTION-DIE BLOCKZ30 M08;DRAWING NO-12345 20,31,20);OPERATION-MACHINE TOP FACESUPA G00 Z0;PROGRAMMER-JOE SMITHX-35 Y-35;DATE/TIME-23/09/2021 15:44:13D0;---------------M01N10 ;FACE MILL SURFACE;FACE MILL 50MMN20;ROUGH MILL 90 DIAMETERG90 G40 G17 G97;T1 50MM FACE MILLSUPA G00 Z0G90 G40 G17 G97M6 T1SUPA G00 Z0G94 D1M6 T1G5410
G94 D1G54G00 X-35 Y-35S750 M03Z30 1,200)SUPA G00 Z0X-35 Y-35D0POCKET3 ,10,2)SUPA G00 Z0X-35 Y-35D0M01N50 ;FINISH MILL 60x30 POCKET;T6 12MM CARBIDE END MILLM01G90 G40 G17 G97N30 ;FINISH MILL 90 DIAMETERM6 T11;T5 20MM CARBIDE END MILLG90 G40 G17 G97SUPA G00 Z0M6 T10G94 D1G54G00 X-35 Y-35S750 M03Z30 ,200)SUPA G00 Z0X-35 Y-35D0M01SUPA G00 Z0G94 D1G54G00 X-35 Y-35S2000 M03Z30 M08POCKET3 0,2)SUPA G00 Z0X-35 Y-35D0M01N60 ;CENTRE DRILL 15x5MM AND 12xM5 HOLES;T2 CENTRE DRILLG90 G40 G17 G97SUPA G00 Z0N40 ;ROUGH MILL 60x30 POCKET;T6 12MM CARBIDE END MILLG90 G40 G17 G97SUPA G00 Z0M6 T11G94 D1G54G00 X-35 Y-35S2000 M03Z30 M08M6 T2G94 D1G54G00 X-35 Y-35Z30S1200 M3MCALL CYCLE81 (10,-5,2,-6,0)CYCLE801(30,42,0,10,8,5,3)MCALLMCALL CYCLE81 (10,0,2,-3,0)HOLES2(50,50,40,0,30,12)MCALL11
SUPA G00 Z0G00 X-35 Y-35X-35 Y-35Z30D0S1234 M3M01MCALL CYCLE81 (10,0,2,-3,0)HOLES2(50,50,40,0,30,12)N70 ;DRILL 5MM HOLESMCALL;5MM CARBIDE DRILLSUPA G00 Z0G90 G40 G17 G97X-35 Y-35SUPA G00 Z0D0M6 T26M01G94 D1G54N90 ;TAP M5 HOLESG00 X-35 Y-35;T19 M5 TAPZ30G90 G40 G17 G97S3000 M3SUPA G00 Z0MCALL CYCLE81 (10,-5,2,-11,0)M6 T40CYCLE801(30,42,0,10,8,5,3)G94 D1MCALLG54SUPA G00 Z0G00 X-35 Y-35X-35 Y-35Z30D0S300 M3M01MCALL ,40,0,30,12)N80 ;DRILL TAPPED HOLESMCALL;CARBIDE DRILL 4.2MMSUPA G00 Z0G90 G40 G17 G97X-35 Y-35SUPA G00 Z0D0M6 T25M01G94 D1M30G5412
See below the Solid Animation of the program above in the Cimco Editor.13
Example 4Baffle Plate is held in a precision vice to machine the top face features in operation 1 1 and then held in a fixture tomachine the outside profile in operation 2. The Blank part is cut to 106 x 300 x 12 mm.We have combined operation 1 and 2 together on the same page and commented out the M30 at the end ofoperation 1. Then after running the Solid Animation of both operations, see below we have a good representation ofthe finished part. Try to write the program using the Cimco Editor and only use the program listing below as areference.14
End of Operation 1 Program 0100.MPFCut and Paste Operation 2 to the samepage as Operation 1. Comment out theend of Operation 1 so that Backplot willread past the M30 command andstraight onto the operation 2 programSee the part machined complete below: The Operation 1 and 2 are listed below as they would be in the CNC controlas Program 0100.MPF and 0101.MPF15
OPERATION 1% N 0100 MPF; PATH / N WKS DIR/ N JB-PRECISION WPD;DESCRIPTION-BAFFLE PLATE;DRAWING NO-12345 ISSUE-A;OPERATION-MILL FACE, DRILL & TAP;PROGRAMMER-JOE SMITH;DATE/TIME-30/08/2021 19:57:49;--------------N10 ;FACE MILL SURFACE;FACE MILL 50MMG90 G40 G17 G97SUPA G00 Z0M6 T1G94 D1G54G00 X0 Y0S900 M03 F250Z50 ,20)SUPA G00 Z0 M09X0 Y016
D0M01N20;POCKET MILL 3 X 50 MM HOLES;CARBIDE END MILL 16 MMG90 G40 G17 G97SUPA G00 Z0M6 T13G94 D1G54G00 X0 Y0S2300 M03 F250Z50 M08TRANS X50 ,21,9,0,0,8,1.5)ENDLABEL: ; END LABELATRANS X97.5REPEAT POCKETATRANS X97.5REPEAT POCKETTRANSSUPA G00 Z0 M09X0 Y0D0M01N30 ;CENTRE DRILL ALL HOLES;T2 CENTRE DRILLG90 G40 G17 G97SUPA G00 Z0M6 T2G94 D1G54D1G00 X0 Y0S1000 M03 F80Z50 M0817
TRANS X50 Y50CDRILL:MCALL BEL:ATRANS X97.5REPEAT CDRILL ;-- HOLE #2ATRANS X97.5REPEAT CDRILL ;-- HOLE #3TRANSG54MCALL CYCLE81(10,0,2,-5,)X15 Y15X280 Y15X280 Y85X15 Y85MCALLTRANSSUPA G00 Z0 M09X0 Y0D0M01N40;DRILL 4 HOLES 11 MM THROUGH;CARBIDE DRILL 11MMG90 G40 G17 G97SUPA G00 Z0M6 T27G94 D1G54G00 X0 Y0S3000 M03 F300Z50 M08MCALL CYCLE81(10,0,2,-15,)X15 Y15X280 Y15X280 Y85X15 Y8518
MCALLSUPA G00 Z0 M09X0 Y0D0M01N50;DRILL M10 HOLES;CARBIDE DRILL 8.5 MMG90 G40 G17 G97SUPA G00 Z0M6 T22G94 D1G54G00 X0 Y0S3000 M03 F300Z50 M08TRANS X50 Y50DRILL:MCALL ABEL:ATRANS X97.5REPEAT DRILL ;-- HOLE #2ATRANS X97.5REPEAT DRILL ;-- HOLE #3TRANSSUPA G00 Z0M09X0 Y0D0M01N60;TAP M10 HOLES;M10 SPIRAL POINT TAP;RIGID TAPPING CYCLE84G90 G40 G17 G97SUPA G00 Z0M6 T43G94 D119
G54D1G00 X0 Y0S200 M03Z50 M08TRANS X50 Y50TAP:MCALL OLES2(0,0,35,0,90,4)MCALLENDLABEL:ATRANS X97.5REPEAT TAP ;-- HOLE #2ATRANS X97.5REPEAT TAP ;-- HOLE #3TRANSSUPA G00 Z0 M09X0 Y0D0M01M30OPERATION 2% N 0101 MPF; PATH / N WKS DIR/ N JB-PRECISION WPD;DESCRIPTION-BAFFLE PLATE;DRAWING NO-12345 ISSUE-A;OPERATION-MILL PROFILE OP2;PROGRAMMER-JOE SMITH;DATE/TIME-31/08/2021 08:43:24;--------------N10 ;MILL PROFILE;CARBIDE END MILL 20 MM;3.5 MM DEEP CUTS;TC T10 "END MILL FLAT" UM 20 CR0 A0 FL40 SL60 BL80 AD4020
G90 G40 G17 G97SUPA G00 Z0M6 T10G94 D1G54G00 X-30 Y50S2000 M03 F300Z50 M08G1 Z0 F1500PROF1:G91 Z-3.5 F1000G90G00 X-30 Y50G1 G41 X0 F100Y100 RND 15X83.75 ;START POSITIONG3 X113.75 I15 J0 ;FIN POSITIONG1 X181.25 ;START POSITIONG3 X211.25 I15 J0 ;FIN POSITIONG1 X295 RND 15Y0 RND 15X211.25 ;START POSITIONG3 X181.25 I-15 J0 ;FIN POSITIONG1 X113.75 ;START POSITIONG3 X83.75 I-15 J0 ;FIN POSITIONG1 X0 RND 15Y50G40 X-30ENDLABEL:REPEAT PROF1 P 3SUPA G00 Z0X0 Y0D0M01M3021
Programming Examples using Siemens Cycles & Programming Aids from Cimco NC-Assistant Example 1 This Roller End Plate is held in a precision vice to machine the top face features in operation 1 and then held in a fixture to machine the outside profile. The programming zero point is taken as the centre of the part.