Transcription
57 6/ 2013HEIDENHAINLa revista acerca de los controles numéricos de HEIDENHAINControl numérico de torno MANUALplus 620Programación sencilla depiezas mecanizadas con tornoReconversión deun torno CNCEl MANUALplus 620 agiliza laconstrucción de aparatos paraaplicaciones científicas Pág. 7
Editorial2EditorialEstimadas lectoras de Klartext,estimados lectores de Klartext,Para esta edición de Klartext nos fuimosde viaje. Descubrimos algo muy interesante: los controles numéricos de HEIDENHAIN para las más variadas aplicaciones. A este respecto, el control numéricode torno MANUALplus 620 desempeñóun papel especialmente importante.En un taller de torneado situado en Nuremberg, averiguamos que en la fabricación por encargo, el MANUALplus 620 damuy buen resultado. En los ciclos de torneado, dicho control numérico simplifica yflexibiliza la capacidad de reacción frente alas tareas de mecanizado más diversas ycasi siempre urgentes.El mismo control numérico se empleópara una nueva aplicación en los talleresmecánicos del Laboratori Nazionali, en lalocalidad italiana de Legnaro. Con la ayuda del MANUALplus 620 se llevó a cabouna adaptación de un torno de 25 añosde antigüedad, con lo que dicha máquinase encuentra ahora en el estado actual dela técnica y acelera la fase de implementación de proyectos de investigación departículas.Volamos al norte de España para visitarla empresa Inmapa Aeronáutica S.L., quese encarga de la producción de piezascomplejas para la industria aeronáutica.Para dicho tipo de piezas se requiere unaexactitud en la medida extremadamenteelevada. Con el HEIDENHAIN iTNC 530,se rentabiliza dicho requerimientoDe nuevo de vuelta en Alemania, visitamos la empresa BKK, situada en Röfingen, cerca de Augsburg, que actualmenteutiliza dos controles numéricos TNC 620en su taller de utillajes. En esta empresanos demostraron su capacidad en el mecanizado de 5 ejes de moldes complejosde goma.A propósito, ¿conoce la nueva interfaz deusuario smart.Turn del MANUALplus 620?Gracias a gráficos auxiliares y entradas deformularios, Ud. dispone de la posibilidadde programar un ciclo rápidamente demodo sencillo.La redacción de Klartext les desea una lectura amena.Pie de imprentaHEIDENHAIN en la feriaEMO Hannover – Nave 25Del 16 al 21 septiembre 2013EditorDR. JOHANNES HEIDENHAIN GmbHApartado de correos 126083292 Traunreut, AlemaniaTel.: 49 8669 31-0HEIDENHAIN en Internet:www.heidenhain.de
Índice3ÍndiceKlartext 57 06/2013trónicala versión elecVisite tambiénKLARnuestra revistae interactiva deación,iene más informTEXT, que contcnica.téinformaciónanimaciones eVisítenos enlartexteidenhain.de/kgg www.hFlexibilidad en la fabricación por encargocon una elevada velocidad de reacciónAplicaciones del control numérico de tornoMANUALplus 620 en un taller de torneado4El MANUALplus 620 agilizala construcción de aparatos para aplicaciones científicasReconversión de un torno CNC7Piezas moldeadas de gomaEl control numérico de HEIDENHAIN TNC 620da buen resultado en la fabricación de utillajes10Un impulso para llegar a cotas más altas gracias al TNCEl grupo Inmapa mecaniza un amplio rango de piezascomplejas con los controles numéricos de HEIDENHAIN13Servicio de calibración de HEIDENHAINEn Traunret se define la medida de un metro18Fresado increíble de chaflanesA partir de la base de datos de programas NC de HEIDENHAIN17Programación sencilla de mecanizados inclinadosNueva aplicación del software de aprendizajede HEIDENHAIN "Inclinación HIT 3 2"18Ventajas para la facilidad de manejo: El MANUALplus 620 es elcontrol numérico de HEIDENHAINpara uso en tornos convencionales, tornos de ciclos o tornos CNC.ResponsableFrank MuthmannCorreo electrónico: info@heidenhain.deKlartext en internetwww.heidenhain.de/klartextRedacción y maquetaciónExpert Communication GmbHRichard-Reitzner-Allee 185540 Haar, AlemaniaTel: 49 89 666375-0E-Mail: on.deImágenesESO/L. Calçada, representación artísticade un rayo gamma: Página 7iStockphoto: Página 13 parte superiorInstituto Nacional de Estándares yTecnología, réplica del metro patrón:Página 16todas la demás imágenes DR. JOHANNES HEIDENHAIN GmbH
Práctica aplicada4Aplicaciones del control numérico de torno MANUALplus 620 en un taller de torneadoFlexibilidad en la fabricación por encargocon una elevada velocidad de reacciónEn Nurenberg, el taller de torneadoDLS-Dreherei Lampret GmbH se consolida gracias a una amplia gama deprestaciones muy flexible y cualitativamente exigente en un mercadocaracterizado por la existencia de muchos proveedores. La razón de su éxitocomercial cabe buscarla en su parqueextenso de máquinas, que refleja elestado actual de la técnica. Los 12tornos del fabricante DMT Drehmaschinen GmbH & Co.KG, con sede enLörrach, todos provistos de controlesnuméricos de HEIDENHAIN, constituyen un parte significativa de ello. Laredacción de Klartext se ha reunido enel taller de torneado con los gerentesde ambas empresas, a fin de constatarla interacción existente entre las máquinas y los controles numéricos.Para el taller de torneado Lampret, la rapidez de reacción y la flexibilidad constituyen ventajas decisivas para podercompetir. Los clientes provienen principalmente del sector de la construcciónde maquinaria. A menudo, se requierenpiezas de trabajo muy distintas en tipoy dimensiones, para un tamaño de lotecomprendido entre 1 y 10, para arreglar yreparar herramientas. Aunque las piezastorneadas, por ejemplo manguitos, bridaso asientos de rodamientos, presentanfrecuentemente contornos sencillos, sepone de manifiesto que existe una tendencia a realizar mecanizados complejos.No es raro que los componentes debanfabricarse y enviarse de la noche a la mañana, puesto que a menudo se trata deun encargo urgente. Por este motivo, resulta importante tener siempre a puntola máquinas adecuadas para las distintastareas a realizar,Series pequeñas o individualescon tornos controlados por cicloEn DLS, para la selección del fabricante,resultan decisivos los retos especialesen cuanto a precisión y elevada disponibilidad de la máquina, A este respecto,DLS apuesta por tornos controlados porciclo de la empresa DMT Drehmaschinen provistas de controles numéricos deHEIDENHAIN, por ejemplo el MANUALplus 620 HSCI. En opinión del gerenteSr. Stephan Lampret, es importante unconcepto universal de control numérico yde la máquina, con lo que sus empleadospodrán cambiar sin problemas de puestode trabajo. Por este motivo, se ha decidido conscientemente por las máquinas ycontroles numéricos de ambos fabricantes alemanes.No es posible imaginarse un taller detorneado sin tornos de ciclos, dado quese recurre exclusivamente a planos, esbozos o figuras de la pieza provenientes
Klartext 57 06/2013del cliente para el mecanizado de la piezaen la práctica. El especialista es capaz detornear piezas sencillas directamente enla máquina, tal como se haría en un torno convencional. El control numérico leproporciona ayuda, tanto manualmentecomo en la fabricación de series reducidas y elementos de forma complejos. Adiferencia de los tornos CNC con tiemposde preparación y programación elevados,los tornos controlados por ciclo presentanuna ventaja relevante en cuanto a costesen la fabricación de series reducidas.los en ciclos y vincularlos con otros ciclos.A este respecto, el operario puede recurrir a ciclos usuales prefabricados, comoel destensado, el grabado de ranuras, elgrabado por torneado, el ranurado interior,el tronzado y el roscado, ya disponibles enel control numérico. Dichos ciclos se pueden adaptar fácilmente a las especificaciones de mecanizado correspondientesy se pueden almacenar. Ya a partir de lasegunda pieza se obtiene una ventaja deltiempo empleado en comparación con elmecanizado manual.Programación lo más simpleposibleCuando los requisitos se vuelven másexigentes, en DLS se programa esencialmente con el modo de funcionamientosmart.Turn. El grabado se produce mediante una descripción gráfica conveniente del contorno de la pieza compleja ygracias a la entrada de formulario todavíaes más fácil de aprender; más sencilloresulta imposible. El operario experimen-Con el MANUALplus 620, el usuario seaprovecha especialmente de la programación de ciclos, que se aprende fácilmente. Existe la posibilidad de preparar directamente en la máquina pasos repetitivose individuales de mecanizado, almacenar-Todos los tornos DMT están provistos de controles numéricos HEIDENHAIN para tornos.tado de la máquina puede aportar todosu conocimiento y experiencia, a fin dedetectar a tiempo los fallos e intervenirdirectamente en la máquina. La representación gráfica muestra de modo muypreciso en qué posición están ubicadastodas las herramientas. Antes de que sedeprenda la primera viruta, ya se tiene uncontrol informativo eficaz del proceso detrabajo. Ello significa un ahorro valioso detiempo y de costes en lo que concierne alas piezas defectuosas.Concepto universal de lamáquina con conceptouniversal del control numérico"En lo que se refiere a los controles numéricos y a la técnica de accionamientos,apostamos por la tecnología más novedosa", pone de relieve Friedrich Spohn,gerente del fabricante de tornos. La seriede máquinas actual comprende máquinascon un diámetro de torneado comprendido entre 280 mm y 1.100 mm y una distancia entre puntas comprendida entre500 mm y 6.000 mm, con lo que estádisponible una amplia gama de productos. Dicha oferta satisface los requisitoshabituales del taller de torneado Lampret.Los 12 tornos empleados ponen rápidamente de manifiesto todo el programa deproductos de tornos DMT.En opinión de Stephan Lampret, de DLS,la colaboración de muchos años con lostornos de DMT transmite cierta sensaciónde confianza. Gracias a sus tornos robustos y controlados por ciclo, DMT presentaun gran valor añadido sobre todo cuandoes preciso fabricar eficaz y rápidamentepiezas individuales y series pequeñas.Asimismo, para afrontar mecanizados enel futuro con contornos exigentes, se estábien preparado. Los dispositivos de cambio de herramienta, como Multifix, revolver de herramientas, así como máquinascon eje C y herramientas motorizadas,responden perfectamente a las necesidades actuales y dan buen resultado en lapráctica. En la opinión de Friedrich Spohnal respecto de las exigencias a la calidad:"Tras más de 2.000 tornos de ciclos suministrados, que se caracterizan por suprecisión y fiabilidad, cada aspecto de unanueva máquina saca partido de nuestraexperiencia de muchos años."Gracias a las máquinas controladas por ciclo yel MANUALplus 620, DLS fabrica lotes reducidos de modo muy rentable.Práctica aplicada5
Práctica aplicada6Es obligatorio que la máquinasea muy fiable. Lo mismoaplica para el servicio técnicoUna marca de fábrica de DLS, la elevadareactividad, presupone que los tornossiempre estén preparados para su uso.En el caso de que se requiera el serviciotécnico, se puede recurrir a una personade contacto de DMT para la electrónica ypara la mecánica.Sin embargo, no sólo se necesita disponer de un servicio técnico de calidad yfiable para las máquinas existentes en elcatálogo actual de productos. Asimismo,se espera obtener ayuda rápida y competente para máquinas que dan buen resultado desde hace años. En relación conlos tornos DMT, esta obligación se tomamuy en serio. Las piezas de máquinas deprogramas de productos anteriores sepueden volver a fabricar en cualquier momento. En DLS, ello se pone de manifiesto con un torno construido en el año 1990:Reconvirtiéndola con un control numéricoactual de HEIDENHAIN, dicha máquinavuelve a prestar un buen servicio en elaprendizaje de los empleados.La programación por ciclos, idónea para las aplicaciones prácticas, permite que el especialistapueda programar y mecanizar con el torno rápida y eficazmente.MANUALplus para tornos de ciclosUn torno de ciclos se maneja con MANUALplus ya sea como un torno convencionalcon los volantes de mano, o bien se puede trabajar con ciclos preparados por el control numérico. Los ciclos constituyen subrutinas ya preparadas que se adaptan con losvalores convenientes de los parámetros, por ejemplo, ciclos de retención, ciclos depenetración, ciclos de roscado y de entalladura, ciclos de fresado y taladrado o de dibujos. Para los mecanizados complejos, se pueden asimismo utilizar macros DIN, quese pueden integrar en los ciclos.Programe de modomuy conveniente conciclosA la hora de elaborar un nuevo programa de ciclos, ello debe hacerse para cada ciclocon la secuencia "Introducción - Simulación - Ejecución - Guardar". Los distintos ciclosejecutados consecutivamente forman el programa de ciclos. Los programas de ciclosexistentes se modifican mediante Modificar los parámetros de ciclo, mediante Borrarlos ciclos existentes y mediante Añadir nuevos ciclos.La programaciónsmart.TurnPara tareas complejas, saque partidodel modo de funcionamiento de programación smart.Turn. El acreditadosoftware DIN PLUS de HEIDENHAINconstituye la base de la nueva configuración de la interfaz de usuario smart.Turn. Programe de modo estructuradoen el editor de smart.Turn, en el quecon Unidades (bloques de trabajo) Ud.podrá definir el mecanizado con formularios claros y con ayuda de representaciones gráficas.
Klartext 57 06/2013 ESO/L. CalçadaÚnicamente fue un breve destello; el 2de julio de 1967 se observó por primeravez un rayo gamma o mejor dicho unaexplosión de radiación gamma en elespacio. Gracias a las investigacionesmás recientes, se puede suponer quelos rayos gamma provienen de Supernovas. La radiación gamma constituyeuna radiación altamente energética,que se origina en la desintegraciónradiactiva del núcleo del átomo. En ellaboratorio se utiliza la radiación gamma para experimentos científicos. Así,la detección de las trayectorias y direcciones proporciona información valiosapara los investigadores.Reconversión de un torno CNCEl MANUALplus 620 agiliza la construcción deaparatos para aplicaciones científicasLas aplicaciones de controles numéricos TNC existen a escalamundial. De todos modos, cabe destacar que los nuevos controles numéricos no existen únicamente para máquinas nuevas:Mediante la reconversión con un control numérico actual deHEIDENHAIN pueden modernizarse tornos y fresadoras antiguos. En los talleres mecánicos del Laboratori Nazionali di Legnaro (LNL), situados en Italia, a 30 km al sur de Venecia, sacanpartido de ello.Gracias a las tareas de reconversión, el rendimiento de los tornos CNC se ha incrementado notablemente. El tiempo de fabricaciónde las piezas individuales se ha reducido, yasimismo se han reducido las etapas detransición de la planificación a la puesta enpráctica en la construcción de aparatos.El taller del Instituto de Física Nuclear seha especializado en la construcción deaceleradores de partículas y detectoresde radiación gamma de elevada precisión.Diez técnicos e ingenieros de mecánicade precisión trabajan en este sector excepcional y fabrican instrumentos muyprecisos según las especificaciones delos científicos. El parque de máquinas secompone de 5 tornos convencionales convisualizadores de cotas de HEIDENHAIN,5 fresadoras, 3 máquinas de electroerosión y un torno CNC.El responsable del taller Denis Conventi semuestra satisfecho del resultado de la reconversión con el MANUALplus 620.Práctica aplicada7
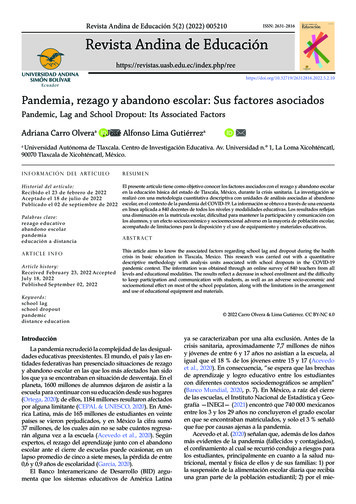
Práctica aplicada8Modernización mediante lareconversiónEn el laboratorio se fabrican piezas individuales exigentes con una elevada precisión. Un torno CNC de la marca "Padovani", con una antigüedad de 25 años, nopodía cumplir con estas expectativas.Ello era válido especialmente en lo quese refería al control numérico existente.No obstante, surgieron dudas al respecto de si las etapas del trabajo podríancomplicarse mucho con un nuevo controlnumérico. Naturalmente, los controlesnuméricos modernos son complejos. Sinembargo, proporcionan múltiples funciones nuevas y adicionales, imprescindiblespara la producción moderna.Con el MANUALplus 620 de HEIDENHAINse pueden elaborar programas de mecanizado de forma especialmente sencillay orientada al taller. Por este motivo, sereemplazó el control numérico existentedel torno CNC por un control numérico deHEIDENHAIN. Una inversión provechosa:La reconversión con un control numéricode HEIDENHAIN constituye una alternativa a una nueva adquisición. Basándose enuna mecánica robusta de la antigua "Padovani", se incrementó la calidad y la precisión de la máquina y se elevó hasta el nivelde una máquina totalmente nueva.No debe dejarse nada al azarEl proyecto más reciente del Institutoes AGATA (Advanced Gamma TrackingArray), un detector de radiación gamma.En el marco de un proyecto científico europeo, el proyecto AGATA se desarrolló yrealizó en Legnaro. Desde mediados del2012, se presta un prototipo a las grandesinstituciones europeas de investigaciónde física nuclear y astrofísica.Los desafíos especiales de la fabricaciónconstituyen la precisión requerida y el mecanizado de materiales poco habituales.Los aparatos excepcionales se fabrican,en la mayoría de los casos, a partir de materiales no magnéticos, como germanio.Adicionalmente, es preciso que resistanal vacío y a temperaturas extremas, dehasta -196,5 C. Cualquier pequeño fallodurante la fabricación o en la selección delos materiales, podría repercutir en el resultado del ensayo de los detectores muyprecisos.AGATA – el espectrómetro AdvancedGamma Tracking Array se emplea enaplicaciones de física nuclear y astrofísica. En su construcción final, AGATA comprenderá detectores de germanio purísimo realizados a partir deuna esfera hueca con un radio interiorcomprendido entre 23 cm y 180 cm.Una tecnología perfeccionada posibilita la detección de radiación gamma,en función de la localización, en elhexágono, y su reconstrucción. Laradiación gamma constituye una radiación altamente energética, que seorigina en la desintegración radiactivadel núcleo del átomo. La detecciónde las trayectorias proporciona información valiosa para la ciencia.Resumen de cada una de lasfases de mecanizado con elMANUALplus 620En el ámbito de la física nuclear, los científicos del Instituto han desarrollado losaparatos. Con este propósito, entregan aveces dibujos muy elaborados, o a vecesesbozos no muy claros al taller. Entonces,el operario de la máquina se enfrenta alreto de poner en práctica dichas tareasa fin de producir piezas de elevado valor.Gracias a los nuevos controles numéricosde HEIDENHAIN, dicha tarea se ha simplificado en gran medida. El MANUALplus620 guía de modo intuitivo al usuario através del proceso de programación, y elprograma de mecanizado se puede crearcon unos pocos pasos.El prototipo AGATA procedente de Legnaro,constituido por 15 detectores de germanio.Una simulación gráfica conveniente, encombinación con la ayuda integrada paraefectuar el diagnóstico, proporciona unanálisis de errores sencillo. Asimismo,es posible detectar a tiempo el riesgo decolisión. Antes de la primera etapa deltrabajo de la máquina se realiza una comprobación del desarrollo del arranque devirutas, de la distribución del corte y delcontorno de fabricación. No debe dejarsenada al azar: La costosa materia primapara mecanizar no debe finalizar el proceso como una pieza defectuosa.Entre las funciones novedosas del MANUALplus 620, se encuentra la programación Teach-in. Con dicha función, unose puede aproximar a valores reales deposición de la pieza y el control numéricoes capaz de adoptarlas de modo sencillo.Cualquier pequeño fallo durante la fabricaciónde las piezas complejas podría repercutir en elresultado del ensayo.
Klartext 57 06/2013Para mecanizados posteriores, se puedenalmacenar los ciclos y reutilizarse conforme a los requisitos de producción paraotras piezas a mecanizar. Y en el caso deque el proceso sea más complejo: graciasa los diversos modos de funcionamientode programación, como la programaciónde ciclos, smart.Turn y DIN PLUS, elMANUALplus 620 proporciona múltiplesposibilidades para una solución a distintosplanteamientos de problemas. Ello se revela imprescindible para poder reproducirtoda la complejidad de la pieza y mecanizarla en una etapa del proceso.Soporte competente deHEIDENHAINLa versatilidad y la fiabilidad del MANUALplus 620 de HEIDENHAIN ha convencidoa los empleados del Laboratori Nazionalidi Legnaro (LNL). La puesta en prácticade la reconversión y la familiarización delos empleados del Instituto con el nuevocontrol numérico se efectuó en un breveperiodo de tiempo. Gracias a la programación intuitiva y sencilla del control numérico de HEIDENHAIN, los operarios de lamáquina pudieron adquirir rápidamentelos conocimientos y utilizarlos consecuentemente, y de este modo aprovechar todoel potencial del nuevo control numérico.Instituto de Física Nuclear,Legnaro, ItaliaEl Instituto de Física Nuclear (INFN)se dedica a la investigación teórica yexperimental en el ámbito de la Física Nuclear. El Laboratori Nazionali dieLegnaro (LNL) constituye una de lascuatro instituciones de investigación anivel nacional y se fundó en 1960. En elInstituto trabajan en total 250 investigadores, empleados científicos, técnicosy administrativos. Los empleados delInstituto coordinan y dirigen distintosproyectos de investigación europeosen el ámbito de los conceptos esenciales de la Física Nuclear. Con instrumentos modernos, como aceleradoresde partículas, se estudian las interacciones entre la materia y la radiación, a finde descubrir los secretos del Universo.Los propios instrumentos complejosdesarrollan y crean parcialmente dichasinteracciones.Práctica aplicada9
Práctica aplicada10El control numérico de HEIDENHAIN TNC 620 da buen resultado en la fabricación de utillajesPiezas moldeadas de gomaLas orugas para pistas de esquí no se dirigen a las zonas esquiables únicamente en invierno. Una cadena de protección de goma permite la circulación en las superficies boscosas y prados, tratando con cuidado la superficie, incluso en verano. La superficie lateral de goma de elevada calidadpresenta un dibujo de espiga y proporciona el agarre necesario a la cadena.La empresa de elementos de amortiguación BKK Dämpfungselemente Kubina GmbH, situada en Röfingen, cerca de Augsburg, fabrica las piezas de lacadena para la oruga y asimismo múltiples piezas moldeadas de goma adicionales. Los moldes para las piezas de goma se fabrican en el propio tallercon fresadoras provistas de controles numéricos de HEIDENHAIN, ya desdehace más de 30 años.Construcción de utillajesexigente para moldescomplejosMientras que otros fabricantes de piezasmoldeadas se limitan a la fabricación depiezas de goma, el propietario de la empresa, el Sr. Karl Kubina, tiene otra filosofía. En su empresa se hace todo, desde elmolde a la pieza de goma ya fabricada. Deeste modo, el Know-How (conocimiento)generado se queda en la propia empresay existe la ventaja de poder responder rápidamente a una petición del cliente.En 36 años de la historia de la empresa,su taller de construcción de moldes ymatrices ha alcanzado un nivel considerable. Además de tornos y máquinas deelectroerosión, BKK emplea seis fresadoras con controles numéricos de HEIDENHAIN. Las dos fresadoras más nuevas deltipo U5-1520 y VC 1000 provienen del fabricante de máquinas herramienta SPINNER, de Sauerlach, en Múnich, y vienenprovistas del TNC 620 de HEIDENHAIN."Desde hace 30 años que empleo diversos controles numéricos de HEIDENHAIN y siemprequedo satisfecho."Karl Kubina, gerente de la empresaBKK GmbH, RöfingenGran diversidad de piezas degomaEn Röfingen, BKK fabrica sobre todo series reducidas y medias de piezas habituales con ayuda de ciertos procesos defabricación, como el moldeo por inyección o el moldeado bajo presión. Existenmuchos pedidos al respecto. La enormediversidad de piezas con series muy reducidas exige un gran esfuerzo. Uno de loscuatro pabellones de la empresa se emplea únicamente como almacén para losmoldes. En este almacén se guardan pedales, topes de rebote, suspensiones demotor, tubos de aspiración de aire, articulaciones de goma, gomas de proteccióny aspiradores planos para la industria deautomoción, aeronáutica y de embalajes.Planificación adecuada en elmecanizado de moldesLa construcción de moldes constituye unproceso exigente que requiere muchotiempo. A los cinco empleados del tallerse les requiere cada día enfrentarse anuevos retos y ellos mismos deben ejecutar todas las fases del trabajo, desde laprogramación hasta el manejo de la máquina. "Todos los empleados escriben suspropios programas y fabrican el molde correspondiente. En nuestra empresa, ningún empleado únicamente se sienta enla oficina u opera con la máquina. Todosdeben sentarse y manejar la máquina.",afirma Kubina.Para un molde compuesto de varias piezas, a menudo la máquina requiere hasta3 semanas de mecanizado. Por este motivo, es preciso disponer de una adecuadaplanificación para el molde, para un buenfuncionamiento. El cliente envía un modelo 3-D de la pieza de goma fabricada.Basándose en ello, BKK desarrolla en elPC el modelo del molde para una o variaspiezas de goma. A continuación, se selecciona la máquina de mecanizado adecuada y se programa en un sistema CAMo bien directamente en la máquina en elcaso de moldes simples. A este respecto,
Klartext 57 06/2013Práctica aplicada11Moldes con contornos complejos; gracias al TNC 620, se simplifica el mecanizado.el Sr. Karl Kubina elogia el manejo sencillo y claro de los controles numéricos deHEIDEN-HAIN. "Lo fantástico", explica, "esque en cuanto al manejo, desde el primercontrol numérico TNC 155 hasta el nuevoTNC 620, todos se rigen por el mismoprincipio. No importa qué máquina seemplee, en nuestra empresa todos losempleados enseguida saben dónde deben intervenir".El primer control numérico erade HEIDENHAINHace 31 años, el Sr. Karl Kubina adquirió su primera fresadora CNC con unTNC 155. Actualmente, la máquina yacuenta con 59.000 horas de funcionamiento y fresa a diario. El personal de BKKque recibe formación tiene sus primerasexperiencias con esta máquina y empleael lenguaje conversacional de HEIDENHAIN, que luego puede aplicar directamente en las nuevas máquinas. Ello es asídado que los principios fundamentales delconcepto de operación de HEIDENHAINson válidos igualmente para las nuevasfunciones complejas del TNC 620: programación orientada al taller con soporte gráfico y ciclos idóneos para las aplicacionesprácticas.El TNC 620 apuesta por unanueva arquitectura de softwareEl concepto de fresadora universalU5-1520 de SPINNER con el control numérico integrado TNC 620 de HEIDENHAIN resultó de ayuda para que el Sr. KarlKubina decidiera efectuar la adquisición.El Sr. Karl Kubina elogia las ventajas delas máquinas: La mesa giratoria basculante y giratoria de 600 mm hace posible el mecanizado simultáneo de 5 ejes,y con la segunda mesa de fresado, sepueden mecanizar con 3 ejes piezas degrandes dimensiones de hasta 1.520 mmde longitud.El Sr. Karl Kubina y su hijo junto a la nueva fresadora SPINNER U5-1520:"El criterio principal a la hora de adquirir una máquina es que vengaprovista de un control numérico de HEIDENHAIN."La pieza moldeada de goma fabricada seacaba de extraer del molde.Desde 2008, el fabricante de máquinasSPINNER apuesta por el TNC 620. RalfPlatner, responsable de desarrollo de software en SPINNER, realizó el seguimientodel proyecto desde sus inicios y realizósu planificación. Está convencido de lo siguiente: "El TNC 620 constituye un controlnumérico moderno, que cubre totalmente todas las funciones de esta fresadoray saca partido de todo el potencial de lamáquina. La colaboración con HEIDENHAIN resulta muy conveniente. El mantenimiento del software realizado por HEIDENHAIN está bien organizado y siemprey por un canal rápido se dispone de unapersona de contacto competente, desdeel servicio técnico al desarrollo".El TNC 620 satisface asimismopeticiones especialesGracias a la nueva posibilidad de mecanizar simultáneamente con 5 ejes, BKKes capaz de responder en mayor medidaa las peticiones especiales por parte delcliente. Ahora es posible efectuar sin problemas el grabado de logotipos en piezas torneadas o superficies abombadascon el ciclo de grabado disponible en elTNC. Ahora se pueden efectuar más convenientemente contornos complejos entres dimensiones, así como pasadas finascon contornos curvados. A este respecto,la ayuda del TNC 620 resulta muy conveniente. Gracias a las distintas funcionesPLANE existentes, se definen de modosencillo planos de mecanizado girados, talcomo los empleados en máquinas de mecanizado simultáneo con 5 ejes.La calidad de acabado de la superficiede un molde resulta decisiva para que lapieza de goma se separe adecuadamentedel molde, aunque también resulta impor-
BKK DämpfungselementeKubina GmbH (Elementos deamortiguación)Práctica aplicada12El Sr. Karl Kubina con su "antigua Mikron" provista delcontrol numérico TNC 155 de HEIDENHAIN, que seutiliza desde hace 31 años.tante para la apariencia visual del producto final. Antes, a menudo se realizaba elrepulido de las matrices. Con el TNC 620,se prescinde de esta etapa de trabajo. ElTNC 620 regula su control del movimientoen puntos fijos de la trayectoria, lo que posibilita la más elevada exactitud y calidadde acabado de la superficie, y al mismotiempo una alta velocidad de avance. Asimismo, los tiempos muertos y de preparación se pueden reducir significativamentegracias al mecanizado en múltiples caras.Todas la fresadoras estánvinculadasHace 20 años que BKK trabaja con unsistema CAD/CAM. El acceso directo delos controles numéricos al sistema CAD/CAM se realiza desde el TNC 155 hastaen el TNC 620. Los controles numéricosestán vinculados al PC a través de la red."La interacción conjunta del puesto deprogramación y de la transmisión a la máquina funciona siempre, absolutamente ysin pérdidas", afirma el Sr, Karl Kubina. Enel puesto de programación de HEIDENHAIN, el encargado de la construcciónde moldes elabora tranquilamente el programa de mecanizado para la fresadora,mientras que dicha máquina mecanizaEn calidad de ingeniero mecánicocualifica
to con un torno construido en el año 1990: Reconvirtiéndola con un control numérico actual de HEIDENHAIN, dicha máquina vuelve a prestar un buen servicio en el aprendizaje de los empleados. La programación smart.Turn MANUALplus para tornos de ciclos Un torno de ciclos se maneja con MANUALplus ya sea como un torno convencional