Transcription
Avtech Operations ContinuousImprovement ActivitiesWelcome UW IE Students!November 6, 2002
Lean Manufacturing Motivation Per the Avtech 2002 Business Plan:– “Improve product quality, scheduleperformance, and cost through continuousimprovement. by better utilizing planning,process flow methods, and systems”
Lean Manufacturing Motivation Lean manufacturing changes the focal pointfrom the process to flow of value (valuestream). Value Stream - all the actions (both valueadded and non-value added) currentlyrequired to bring a product from rawmaterial into the hands of the customer.
Lean Manufacturing Motivation Value Stream Improvement - focuses onmaterial and information. Process-Level Improvement - focuses onpeople and process flow and eliminatingwaste at the shop floor team level.
Lean Manufacturing Motivation One of the big advantages of creating flowteams is that it causes us to take a long, hardlook at the processes and makeimprovements by reducing waste.
Lean Manufacturing Motivation Results:– Lead times are reduced– Flexibility increases and we can build the rightproduct at the right time– WIP on the manufacturing floor is reduced– Space requirements are reduced
Lean Manufacturing Motivation Results (cont):– Quality is improved by reducing processvariation and quality problems are eliminatedbefore they grow– Overproduction is reduced and, eventually,even eliminated (producing more, sooner, fasterthan is required by the next process)
Lean ManufacturingImplementation Steps Creating continuous flow teams involvesfour steps:––––Define the product familyEvaluate the current stateDevelop the future stateImplement
Define the Product Family A product family is defined as a group ofproducts that pass through similarprocessing steps and over commonequipment in our downstream processes.––––Similar assembly proceduresSimilar testing proceduresSimilar work contentSimilar material
Define the Product Family Demand Profile requirements– Predictable– Relatively stable rate– Volume high enough to sustain a work team
Evaluate the Current State Complete detailed time studies of eachelement of each process step for the productfamily. Complete detailed study of process flow forthe product. Note non-value added activities and wastestreams.
Evaluate the Current State Investigate document changes to improvemanufacturing processes. Investigate process changes to improvecycle time. Create baseline metrics.
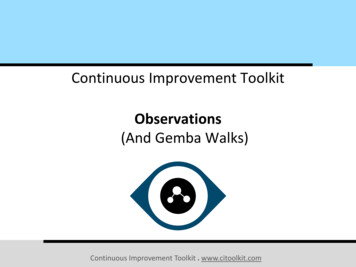
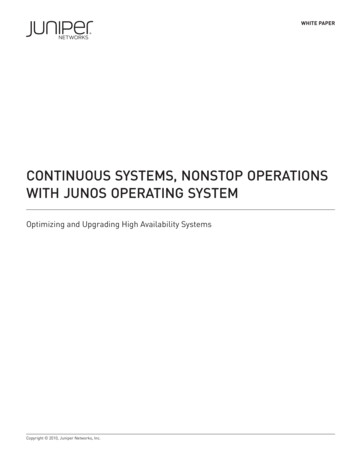
Create the Future State Create a Gantt chart and define the workteam size.– A Gantt chart details the sequential processflow to assist in balancing the production line– Standardizes work content
Process Gantt Chart6:00 6:15 6:30 6:45 7:00 7:15 7:30 7:45 8:00 8:15 8:30 8:45 9:00 9:15 9:30 9:45 10:00 10:15 10:30 10:45 11:00 11:15 11:30 11:45 12:00 12:15 12:30 12:45 13:00 13:15 13:30Person 1Complete assy priorto cal (2) unitsBCal and install select(5) unitsBGroup B off to coating-30 prep one sideCInstall cover and finaltestAGroup A off to FI-30 prep workCSolder -30 comp (3)Person 2Complete assy priorto cal (3) unitsAssemble less covergroup AGroup A off to inspectMake diode assysTouch up -50Complete -50 assysolder -30 comp (2)crimp conn wires6:00 6:15 6:30 6:45 7:00 7:15 7:30 7:45 8:00 8:15 8:30 8:45 9:00 9:15 9:30 9:45 10:00 10:15 10:30 10:45 11:00 11:15 11:30 11:45 12:00 12:15 12:30 12:45 13:00 13:15 13:30BACCC
Create the Future State Change drawings, processes, etc. as neededto support the Gantt chart. Create the POU warehouse.– Define common and unique parts– Determine kanban sizing– Coordinate intent to go POU with stores
Create the Future State Evaluate resources needed to support thefuture state.––––Test equipmentShared resourcesPhysical locationAvailable labor Evaluate the future state for improvement inmetrics.
Implement Change all necessary drawing, procedures,routers, etc. Train new team members to the Gantt. Physically set-up the work team. Set up the warehouse in MMC and in thework area.
Implement Start priming the system. Kick-off new team. Monitor progress continually.
Lean Manufacturing Benefits
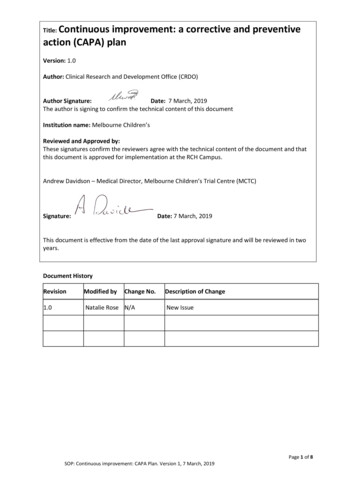
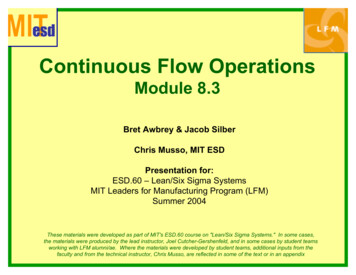
Cycle Time Reduction The benefits of reduced cycle time include:– reduced lead time– improved ability to meet customer demandchanges– ease of management– less dependence on forecasts– less inventory required for same throughput
01/1102 /20/0 01502 /20/0 01502 /20/0 01703 /20/0 01204 /20/0 01905 /20/0 01405 /20/1 01705 /20/2 01306 /20/1 01506 /20/2 01707 /20/2 01307 /20/2 01708 /20/2 01008 /20/2 01809 /20/2 01510 /20/0 01910 /20/1 01811 /20/0 01911 /20/1 01911 /20/2 01701 /20/2 01202 /20/0 02502 /20/2 02102 /20/2 02703 /20/1 02103 /20/2 026/2004/ 230/04/ 219/02work order cycle time (days)Team H Cycle TimeTeam H Work Order Cycle k order #Series14 per. Mov. Avg. (Series1)
548352 1-88354 1-18354 1-88354 1-78354 1-783-154 88354 18354 -18354 1-88352 1-78354 1-68354 1-783-154 78355 18352 -183-154 68354 -18354 1-78355 1-88355 1-28354 1-28354 1-883-155 78354 -18354 1-883-155 88354 -183-155 78355 183-1w ork order cycle time (days)Team Y Cycle TimeTeam Y 6 Month Work Order Cycle Time4035302520151050Series115 per. Mov. Avg. (Series1)part number
Series1work order #5 per. Mov. Avg. (Series1)7E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 057E 05work order cycle time (days)Team D Cycle TimeTeam D Work Order Cycle Time40.0035.0030.0025.0020.0015.0010.005.000.00
Cycle Time Reduction Average cumulative cycle time reductionacross teams D, H, and Y is 116 days
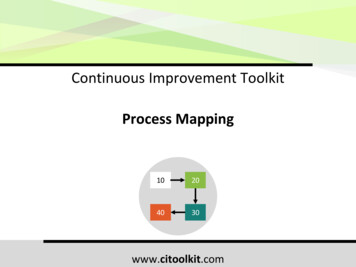
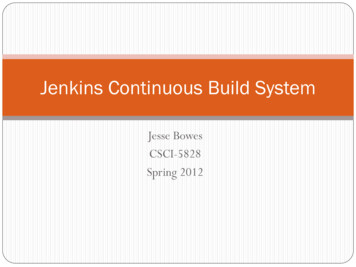
WIP Turns and WIP The benefits of increased WIP turns anddecreased WIP ’s include:– Lower inventory levels (as upstream inventory levelsare decreased in conjunction with the reduction)– Less capital tied up in inventory (as upstreaminventory levels are decreased in conjunction withthe reduction)– Converts inventory into revenue more quickly– Quality issues or Engineering changes easier tomanage– Less dependence on forecast
Jun9No 6v9A 6pr-9Se 7p9Fe 7b98Jul-9De 8c9M 8ay-9O 9ct-9M 9ar-00Aug-0Ja 0n0Ju 1n0No 1v0A 1pr-0Se 2p0Fe 2b03Jul-0De 3c03WIP turnsAggregate WIP TurnsAvtech Aggregate WIP Turns3.503.002.502.001.501.000.500.00date
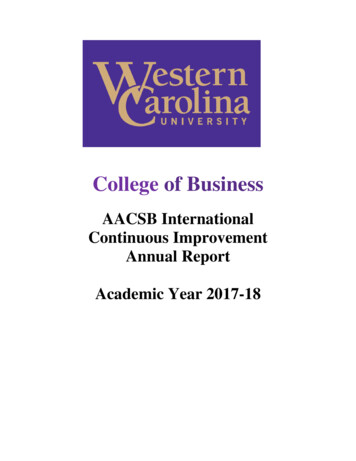
Improved workplace organization The benefits of better workplaceorganization include:– Forces the question “do we really need this?”– Ease of movement of cells– PC’s on bench allow for easy access todocumentation and reduce workstation clutter– Efficient use of manufacturing floor space
Improved Workplace Organization “Old”, cluttered, disorganized inventory storagesystem in REU
Improved Workplace Organization
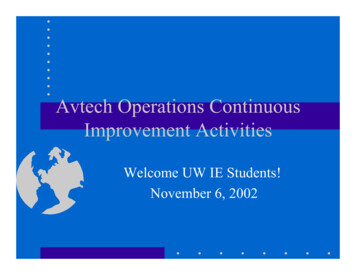
Reduced FootprintFumex400 HZpowerFumexNew REUTS 2000-1-1TesterREU Set-up TableREUOvenTestBenchOvenNetworkDropREU TestSupply CabinetAssembler BenchREU Test TechFile CabinetREU TestSupply CabinetURENetworkDropInspection DeskREU Test Tech BenchTS 5700-1 Equipment BenchTeam VSupply CabinetTeam V Double BayTrolleyUREREU Test Tech BenchTeam V Assembler BenchPCB Storage RackPCB Storage RackInspectionStationREU Test PCCartNetworkDropFumexDropREU Test PCCartNetworkDropREU Test PCTeam D: DC DimmersTeam D PCB Storage RackREU Test PCTeam R: REUTestTeam D Assembler BenchNetworkDropTeam I:WindshieldTemp.ControllersREU Test PCCartNetworkDropREU TestTS 2000-1-1TesterUNetworkDropREU Test PCSelcal Tech BenchRETeam V:SelcalREU TestTS 2000-1TesterNetworkDropTeam D Assembler BenchE-server Tech BenchREU Test PCCartTech BenchREU Test PCNetworkDropTech BenchREU Test Equipment BenchTeam D & IDouble Bay StockTrolleyREU TestSupply CabinetREU Test Storage ShelfTS 5340-1 TesterNetworkDropTeam V Double BayTrolleyIntermecTerminalInspection Queue RackFileCabinetFileCabinetBurn-in ShelfREU Inventory7513 RTIUH & C TesterUTeam Y: Assembler BenchTeam H: Assembly BenchTeam ?: Tech BenchTeam Y: PCB Storage RackNetworkDropFumexTeam ?: Assembler BenchTeam Y: Tech BenchTeam R Assembler BenchGTeam H: Honeywell RCHNetworkDropREUFumexTeam ?: PCB Storage RackTeam C: ACP1 (5145)Team R Assembler BenchTeam R Assembler BenchTeam R Assembler BenchTeam H: Tech BenchFumexTeam ?: Assembler BenchTeam ?: Assembler BenchFumexTeam ?: Tech BenchNetworkDrop1Team : Double BayStock TrolleyACP1 Assembly BenchACPACP1ACP1 Assembly BenchFumexTeam ?: Assembler BenchTeam Y: Double BayStock TrolleyURETeam Y: Double BayStock TrolleyUERREUTeam H: Double BayStock TrolleyNetworkDropTeam Y: Handset & CradleTeam H: PCB Storage RackTeam R: REU AssemblyTeam Y: Double BayStock TrolleyTeam Y: Double BayStock Trolley400 HzTeam T: ACP3 (5361)AC390 square feet for future productionP1Team : Double BayStock TrolleyACP1429 SimulatorTeam : Double BayStock TrolleyACP1 Storage ShelfA1PCP1ACSteveACP1 Storage CabinetACP1 Storage CabinetACP1 Storage CabinetFileCabinet429 SimulatorACP1 Assembly Bench400 HzTeam U: ACP4 (5701)Inspection Desk50NetworkDropACP1 Tech BenchACP1 Assembly BenchACP1Solder Pot TableFumexDropAir DropTeam Y: Double BayStock TrolleyTeam ?: PCB Storage RackACP1 Assembly BenchP1ACACP1 Assembly BenchNetworkDropACP1 Storage ShelfACP1 Storage CabinetACP1 Storage CabinetFileCabinet
Improved Workplace Organization Cumulative effect of re-organizations– 460ft2 of free manufacturing space– Unoccupied work cells available for new teams– Eliminated a number of unnecessary pieces ofequipment
POU Inventory Management Benefits include:–––––––Shorter cycle timeReduction in overall product labor contentOwnership of inventoryMobilitySkill-set proliferationBetter workplace organizationReduction of non-value-added activity
POU Inventory Management Reduced Stores storageby 4.43 shelves. Reduced non-valueadded kitting labor by807 hours per year or 4,462 per year.
POU Inventory Management Cumulative reduction of labor contentacross the products manufactured by teamsD, H, and Y is Headcount reduction of 2.6 people Labor content reduction of 64, 896
Operator Enrichment Team members learn a broader set of skills– Warehouse management– Inspection certification– Test stamp certification Increased accountability for teamperformance CRSO returns– Improved TAT– Closed feedback loop on product quality
Operator Enrichment Self-manage– Warehouse accuracy– Work order release Increased cross-trainingSource inspectionSelf-verificationAssembler - Tester ModelModified application for batch teams
Future Applications Shared resource kanban Supplier kanbans Cross-training of team members and regularrotation Manufacturing Flow Documents (MFD’s)
Future Applications 5S programs Incorporating more “shared resourceprocesses” into the small teams EOQ application where appropriate Value stream mapping and mixed modelcontinuous flow
Future Applications POU implementation into shared resources Eliminate dedicated inspectors byincorporating them into the assemblyprocesses Working with customers to increase thefrequency of deliveries
Creating continuous flow teams involves four steps: – Define the product family – Evaluate the current state – Develop the future state – Implement. Define the Product Family A product family is defined as a group of products that pass through similar processing steps and over common equipment in our downstream processes. – Similar assembly procedures – Similar testing proc