Transcription
Lasermarkierenkompakt
LasermarkierenkompaktMarkierlaser übernehmenimmer mehr Aufgabenin der Industrie. In diesemHandbuch lesen Sie, welche RolleMarkierlaser in den verschiedenenBranchen spielen. Sie erfahrentechnische Hintergründe zuProzessen sowie Lasersystemenund erhalten einen Leitfaden zumpraktischen Markieren.
1E I N S AT Z G E B I E T E U N D B R A N C H E N1.1RÜCK VERFOLGBARKEIT1.2I N D I V I D UA L I S I E R U N G U N D D E S I G N1.3PROZESSVORBEREITUNG / OBERFL ÄCHENBEHANDLUNG1.4M E D I Z I N T EC H N I K1.5AU T O M O B I L1.6ELEK TRONIK1.7W E I SS E WA R E U N D KO N S U M G Ü T E R2G R U N D L AG E N D E S L A S E R M A R K I E R E N S2.1M E TA L L E2.2KUNSTSTOFFE2.3W E I T E R E N I C H T M E TA L L E2.4N AT Ü R L I C H E M AT E R I A L I E N2.5P R OZ E SS PA R A M E T E R2.6L ASER2.7S T R A H L F Ü H R U N G U N D F O K U SS I E R U N G2.8M A R K I E R S YS T E M E2.9P R OZ E SSS I C H E R H E I T3PR AKTISCHES MARKIEREN3.1M A R K I E R I N H A LT E D E F I N I E R E N3.2P O S I T I O N AU S R I C H T E N3.3PA R A M E T E R WÄ H L E N3.4A B L ÄU F E D E F I N I E R E N3.5MARKIEREN3.6Ü B E R P R Ü F E N D E R Q UA L I TÄT U N D L E S B A R K E I T3.7A P P L I K AT I O N S U N T E R S T Ü T Z U N G U N D S E R V I C E
INHALT
INHALT1.EINSATZGEBIETEUND BRANCHENMarkieren in der Industrie – das heißt inzwischen immer häufiger: Markieren per Laser.Denn Laser bieten eine Reihe von Vorteilen gegenüber konventionellen Verfahren:Sie können vielfältige Materialien berührungslos, hochflexibel und in perfekter Qualitätmarkieren und sind leicht in jede Fertigung zu integrieren. All diese Merkmale kommenden höheren Anforderungen an Rückverfolgbarkeit bis hin zu Rohmaterialien, anFälschungssicherheit und individualisierte Produkte entgegen. Auch der Wunsch, einBauteil zu seinem eigenen Datenträger für die Smart Factory zu machen, kann mitihnen erfüllt werden.Aber damit nicht genug: Das Anwendungsspektrum von gepulsten Lasern beziehungsweise Markierlasern geht schon längst über das reine Beschriften von Bauteilenhinaus: Sie sind auch aus der Prozessvorbereitung und Oberflächenbehandlung nichtmehr wegzudenken.Die Vorteile in der Übersicht:Hohe Flexibilität bei der Geometrie der BeschriftungHohe Qualität der Beschriftung (sehr scharfe Ränder)Hohe ReproduzierbarkeitKein Werkzeugverschleiß durch berührungslose Bearbeitung(ermöglicht hohe Qualität bei niedrigen Kosten)Geringe Wärmeeinbringung beeinflusst das Material nur wenigEinfache Integration in vollautomatische FertigungsabläufeKein Vor- und Nacharbeiten notwendigGroße Vielfalt der bearbeitbaren Materialien (Keramiken, Metalle,Kunststoffe etc.)Sehr feine Strukturen und kleine Markierungen möglich(bis hin zum Mikrometerbereich)Bearbeitung großer Flächen möglichSchwer zugängliche Stellen sind erreichbarHohe BeschriftungsgeschwindigkeitKeine teuren, eventuell umweltschädlichen Verbrauchsmaterialienwie Tinte notwendigUmweltfreundlich und abfallfrei
1. E I N S AT Z G E B I E T E U N D B R A N C H E N INHALTDIE EINSATZGEBIETE UND DERANWENDUNGSNUTZEN VONMARKIERLASERN IN DER INDUSTRIESIND VIELFÄLTIG: Einfache unddauerhafte Kennzeichnung einesBauteils, entwederauf dem Bauteilselbst oder überein Typenschild. Markierungslinienund -punkte. FunktionsbezogeneKennzeichnungen, zumBeispiel als Legende zuSchaltern, Tastaturen,Tachometern – auchleuchtend nals maschinenlesbareCodes aufbringenzur automatischenWeiterverarbeitungin der Smart Factory. Produktkennzeichnungdurch Aufbringenvon Logos undBezeichnungen . oderDesignelementen.
1 . E I N S AT Z G E B I E T E U N D B R A N C H E N INHALT Kennzeichnungdurch Unique DeviceIdentifier Code (UDI)zur durchgängigenRückverfolgbarkeitaufgrund derRegelungen zurProdukthaftung. ExakteBauteilidentifikation,zum Beispiel übereinen Data MatrixCode. ImitationsschutzdurchKennzeichnungen,zum Beispielindividuelle Zeichenoder Logos. Individualisierungen, zumBeispiel durch denKundennamen aufGebrauchsgegenständenwie Kosmetikartikeln,Sitzbezügen SchaffungfunktionalerOberflächen durchStrukturieren. oder auch fürAusweisdokumente. Vorbereitung füranschließendeProzessschritte wieSchweißen oder Kleben:Reinigen, Abtragen,Strukturieren vonOberflächen.
INHALT
1.1 R Ü C K V E R F O L G B A R K E I T INHALT1.1 RÜCKVERFOLGBARKEITEin wichtiger Grund für Industrieunternehmen, ihre Produkte zu markieren, sindverschärfte Produkthaftungsgesetze und Zertifizierungen. Bei Ausschuss undFehlerkosten aufgrund fehlerhafter Zulieferbauteile können die Kosten gesetzlich anden eigentlichen Verursacher weitergereicht werden. Das zwingt die Industrie, zudokumentieren, welche Elemente für welchen Auftrag und in welchem Bauteilverarbeitet wurden. Insbesondere Hersteller sicherheitsrelevanter Komponentenwie beispielsweise Zulieferer für die Automobil- oder Luftfahrtindustrie, für dieMedizintechnik und zunehmend auch für die Sensortechnik und Elektronik/Elektrotechnik sind dazu aufgefordert, jederzeit darüber Auskunft geben zu können,welche Einzelbauteile in kompletten Systemen verwendet wurden.Nur eine dauerhafte, gut lesbare Kennzeichnung wird diesen Vorgaben gerecht.Die Anforderungen an eine industrielle Markierung sind:Dauerhafte MarkierungHoher Kontrast der Markierung gegenüber dem Grundmaterialzur leichten maschinellen LesbarkeitHohe Flexibilität in Inhalt und FormMaterialschonende MarkierungMarkierung soll in Dokumentationssysteme eingebundenwerden können, zum Beispiel indem Messdaten direkt auf dem Bauteildokumentiert werdenKosteneffizientes GesamtsystemGründe für Markierungen zur Rückverfolgbarkeit:Eindeutige Identifikation von Bauteilen vom Wareneingang bisWarenausgangIdentifikation fehlerhafter Bauteile aus bestimmten ChargenDokumentation statistischer Prozess- und QualitätskontrolleAblage von Arbeitsergebnissen und Messdaten in einer DatenbankAuslesen und Abrufen von Bearbeitungsprogrammen (Produktionssteuerung)Schutz von Originalprodukten vor Plagiaten
1.1 R Ü C K V E R F O L G B A R K E I T INHALTWELCHE ARTEN DER MARKIERUNG GIBT ES?Gängige Markierungen von Industriebauteilen lassen sich aufteilen in Designund Textmarkierungen sowie eindimensionale (nur in eine Richtung codiert) undzweidimensionale (in x/y-Richtung codiert) Codierungen. Vier Haupttypen gibt es:FreitextIn der Industrie gibt es eine große Bandbreite von Anwendungsfällen für Freitext –von Seriennummern über Typenschilder bis hin zum Hinweis „Made in Germany“.Gerade bei Variablen und Seriennummern spielt der Laser seine Stärken aus, da sieautomatisiert fortlaufend markiert werden können. Grundsätzlich lässt sich jedeSchriftart einsetzen, es gibt aber auch laseroptimierte Schriften. Diese sind kreuzungsfrei,um Einbrände in jedem Fall zu vermeiden. Sogenannte Normschriften sind speziell fürtechnische Anwendungen wie dem Lasermarkieren angelegt, aber auch der Importvon TrueType-Schriften (wie die Windows-Standardschriften) liefert gute Ergebnisse,genauso wie die Verwendung von etwaigen Symbolen oder Sonderzeichen.BarcodeEin Barcode (auch Strichcode, Balkencode oder Streifencode) besteht aus einer Reihevon verschieden dicken Strichen und Leerstellen. Die Reihenfolge wird anhand einerbinären Codierlogik festgelegt. Auf diese Weise werden Daten (oft Zahlenreihen fürlogistische Prozesse) maschinenlesbar aufbereitet. Zur Erfassung wird ein BarcodeScanner oder eine Kamera eingesetzt – die Weiterverarbeitung erfolgt elektronisch. DieMarkierung per Laser sorgt für maximale Lesbarkeit.
1.1 R Ü C K V E R F O L G B A R K E I T INHALTData Matrix CodeDer Data Matrix Code ist der wohl bekannteste maschinenlesbare 2D-Code. DieUS-amerikanische Firma International DATA Matrix hat ihn 1989 entwickelt, um mehrInformationen in einen Code zu packen, als bis dahin mit Barcodes möglich war. EinData Matrix Code besteht aus fünf Elementen: zwei durchgezogenen Linien (SolidBorder), zwei durchbrochenen Linien (Broken Border), den eigentlichen Datenzellen(Data Storage) und vier Hellfeldern als Ruhezone um den Code herum. Die meisten DataMatrix Codes sind quadratisch, es gibt sie aber auch in rechteckigen Formen.Data MatrixCodeRuhezoneSolid BorderBroken BorderData StorageDesignelemente und GrafikenGrafiken werden oft zu dekorativen Zwecken eingesetzt, oder um beispielsweise dasFirmenlogo auf eine Komponente aufzubringen. Die Komplexität der Grafiken kann sichdabei stark unterscheiden. Grundsätzlich ist hierfür der Import aus allen gängigenvektororientierten Grafikformaten (DXF/DWG, HPGL, IGES etc.) sowie Pixelformaten(BMP, JPG etc.) möglich. Die Software zur Erstellung von Markierinhalten entsprichteinem vollwertigen CAD-Zeichenprogramm – um Grafikinhalte in Laserprogramme zuübersetzen.
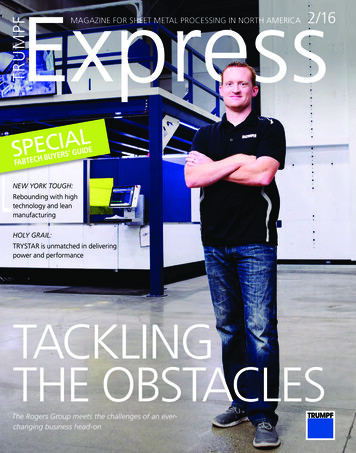
1. 2 I N D I V I D U A L I S I E R U N G U N D D E S I G N INHALTRechts: DurchEntlackenpersonalisierteLippenstifte undDesignmöglichkeitenauf blau eloxiertemAluminium.Unten: FarbigeAnlassbeschriftungauf Titan.Per MarkierlasereingebrachteGrafik an einerKopfstütze.Designsauf Stoffund Holz.
1. 2 I N D I V I D U A L I S I E R U N G U N D D E S I G N INHALT1.2INDIVIDUALISIERUNGUND DESIGNIn vielen industriellen Anwendungen steht in Zeiten vonIndustrie 4.0 die Flexibilität im Vordergrund. Der Trendgeht hin zur größtmöglichen Individualisierung undVolkswagen AGzu Losgröße 1 – da muss das Beschriftungsverfahrenmithalten können. Lasermarkieren ist ideal dazu geeignet,standardisiert hergestellte Produkte mit individuellenMerkmalen zu versehen – seien es Designelemente oderder eigene Name.VORTEILE DES LASERMARKIERENS FÜRINDIVIDUALISIERUNG UND DESIGNIn den letzten Jahren hat der Laser als Werkzeug fürdas Beschriften industrieller Produktionsgüter großeBedeutung erlangt. Das liegt einerseits an den bereitsbeschriebenen Vorteilen hinsichtlich der Flexibilität,andererseits auch an der weiterentwickeltenBedienfreundlichkeit von Beschriftungs systemen. Dem Design sind praktisch keineGrenzen gesetzt. Die einfache Integrationin die Fertigungskette macht es möglich,auch in der Serienfertigung Individualisierungsmöglichkeiten vorzusehen, ohne dass ander Qualität gespart werden muss.Der Anwender kann seine Designs auf einerVielzahl von Werkstoffen aufbringen. DurchZusatz von Additiven bei Kunststoffen oderdurch Einsatz von ultravioletten Lasern kann dieBandbreite sogar noch größer werden. EineLasermarkieranlage ersetzt damit potenziell mehrereandere Verfahren – und das bei besserer Qualität.Markierung auf Toilettendeckelaus weißem Duroplast.
1. 3 P R O Z E S S V O R B E R E I T U N G / O B E R F L Ä C H E N B E H A N D L U N G INHALT1.3 PROZESSVORBEREITUNG / OBERFLÄCHENBEHANDLUNGSchon lange werden die kurzgepulsten Laser nicht nur für klassische Markierungeneingesetzt, sondern finden dank ihrer Robustheit und Flexibilität in der Industrie auchganz andere Anwendungen. Die zwei häufigsten Einsatzgebiete jenseits des Markierenssind die Behandlung von Oberflächen zur Vorbereitung anschließender Fügeprozesseund die Funktionalisierung aller Arten von Oberflächen.WARUM MARKIERLASER ZUR VORBEREITUNGVON FÜGEPROZESSEN EINSETZEN?Funktionsschichten wie Isolierungen oder Beschichtungen zum Schutz derOberflächen können eine Herausforderung für Fügeprozesse wie Laserschweißen,Löten oder Kleben sein. Dem lässt sich zwar manchmal durch entsprechendeParametrisierung entgegenwirken, dennoch wirkt sich das negativ auf die Qualitätdes Fügeprozesses aus. Beim Schweißen vermischt sich der Werkstoff der Funktionsschicht mit der Metallschmelze und bringt so Unruhe in den Prozess. Das kann zuSpritzern und Einschlüssen führen. Ähnliches kann durch Schmutzschichtenausgelöst werden. Um die Qualität zu sichern, sind ohne integrierte Laserprozesseaufwendige Vor- und Nachbearbeitungen wie chemisches Reinigen oderSandstrahlen notwendig.Der Markierlaser kann hier als optimales Vorbereitungswerkzeug dienen. Mitkurzen, kräftigen Pulsen befreit er Bauteile von Schutz-, Oxidations- und Funktionsbeschichtungen, Ölen, Fetten und anderen Verunreinigungen. Und zwar nur dort,wo gefügt werden soll. Das lokale Reinigen macht den Prozess sehr schnell. Undfunktionale Schutzschichten jenseits der Fügestellen bleiben intakt. Der Schweißprozess läuft homogener, schneller und absolut wiederholbar. Wird ein Markierlaserfür die Fügevorbereitung genutzt, kann er das Bauteil auch zugleich mit einem DataMatrix Code oder einer Seriennummer versehen. So sind Reinigung und Rückverfolgbarkeit in einem Schritt sichergestellt.Die Vorteile des Markierlasers als komplementäres Werkzeugzum Fügeprozess auf einen Blick:Einfache Integration in vollautomatische Fertigungsabläufe, Datenintegrationüber SchnittstellenKein Vor- und Nacharbeiten notwendigBearbeitung großer FlächenErreichbarkeit von schwer zugänglichen StellenHohe BearbeitungsgeschwindigkeitUmweltfreundliches Verfahren
1. 3 P R O Z E S S V O R B E R E I T U N G / O B E R F L Ä C H E N B E H A N D L U N G INHALTWELCHE ARTEN VON PROZESSVORBEREITUNGEN UNDOBERFLÄCHENBEHANDLUNGEN GIBT ES?Reinigen zur SchweißvorbereitungMarkierlaser mit kurzen und ultrakurzen Pulsen entfernen unerwünschte Beschichtungenzielgenau an den Fügestellen, ohne die Oberfläche darunter zu beeinflussen. Beimanschließenden Schweißen führt das sowohl zu effizienten Prozessen als auch zuhochqualitativen Ergebnissen.Die Vorteile beim Schweißen lasergereinigter Bauteile:Höhere Qualität der SchweißungDeutlich weniger Spritzer während des SchweißprozessesWeniger Poreneinschlüsse beim SchweißenDeutlich ruhigerer SchweißprozessLokale, sekundenschnelle Reinigung exakt an den FügestellenHohe Reproduzierbarkeit und gleichmäßiges Reinigungsergebnis auf derOberflächeErsetzt zeitintensive Reinigungsmaßnahmen wie Bäder oder Sandstrahlen undkommt rückstandsfrei völlig ohne Chemikalien oder andere Hilfsmittel ausFette und Öle entfernenAn manchen Bauteilen haften produktionsbedingt Öle oder Fette. Für einen ruhigen,spritzerarmen Schweißprozess und ein qualitativ hochwertiges Ergebnis empfiehlt essich, diese Schichten an den Fügestellen zu entfernen. Das Laserlicht aus dem Markierlaser verdampft die Verschmutzung und die Oberfläche wird nur wenig beeinflusst.BeispielEin typisches Einsatzgebiet ist das Entfernen von Ölrückständen an Rohren. Hierzuverdampft ein Markierlaser rundherum an beiden Rohrenden zuverlässig das Öl mit nureiner Überfahrt. Eine Absaugvorrichtung transportiert den Dampf ab. Pressluft ist dazunicht nötig.
1. 3 P R O Z E S S V O R B E R E I T U N G / O B E R F L Ä C H E N B E H A N D L U N G INHALTKorrosion und Oxide entfernenKorrosion und andere Formen von Oxidation an der Oberfläche stören den optischenEindruck, erschweren die weitere Bearbeitung (beispielsweise Verbindungen durchKleben oder Schweißen) und schränken die Funktionalität ein. Dazu wird das Materialverdampft und abgesaugt. Man passt die Laserleistung an den Korrosionsgrad an undarbeitet nötigenfalls mit mehreren Überfahrten. Eine einzelne Überfahrt entferntKorrosion bis zu einer Dicke von 100 μm. Mit einem Scannersystem beträgtdie Abtragrate typischerweise bis zu 30 cm2/s.FormenreinigenBeim Formenreinigen verdampft der Markierlaser großflächig nur Prozessrückstände,ohne die Form dabei zu verschleißen. Dank der Laserreinigung kann die Industrie aufenergieintensive, verschleißverursachende oder problematische Reinigungsmethodenwie Chemikalien, Trockeneis, Bürsten oder Sandstrahlen verzichten.Beispiel (1)Eingesetzt wird das Verfahren zum Beispiel bei der Herstellung von Reifen. Hier wirdin einer Reifenform Kautschuk bei Hochdruck und 170 C vulkanisiert. Beim Heraustrennen bleiben Reste von Gummi und Trennmittel in den Negativprofilen der Formhaften. Regelmäßig verdampft dann ein gepulster Laser die unterschiedlich dicken Restein den geometrisch komplexen Profilen.Video: TruMicro 7050 Laserreinigenwww.trumpf.info/q50fhg(1)(2)
1. 3 P R O Z E S S V O R B E R E I T U N G / O B E R F L Ä C H E N B E H A N D L U N G INHALTEntschichtenVerzinkungen, Vernickelungen und Antikorrosionsschichten führen beim Schweißen zuSpritzern und Poreneinschlüssen. Für einen ruhigen Prozess und ein hochqualitativesErgebnis empfiehlt es sich, die Schichten an den Fügestellen abzutragen. Nachdemselben Prinzip werden solche Schichten auch vor dem Löten lokal entfernt.Beispiel (2)Tiefgezogene, maßgeschneiderte Stahlblechplatinen mit unterschiedlichen Werkstoffgüten und Blechdicken (Tailored Blanks) werden von einer circa 10 bis 20 μm dickenSchicht aus einer Aluminium-Silizium-Legierung (AlSi) vor Korrosion geschützt.Beim Schweißen führt die Schutzschicht zu Spritzern und Poren, sodass eine sichereVerbindung nicht gewährleistet werden kann. Darum ist es nötig, die AlSi-Schichtgezielt an den Fügestellen abzutragen, ohne das darunterliegende Basismaterialzu beeinflussen. Mit kurzen Laserpulsen ist es möglich, die Schicht mit einer Prozessgeschwindigkeit von mehr als 5 cm2/s abzutragen.Beispiel (3)In der Automobilindustrie wird für das Achsausgleichsgetriebe (Differenzial) ein Tellerradmit dem Getriebegehäuse verschweißt (Powertrain). Dieses Bauteil muss in seinem Lebenszyklus immense Kräfte weiterleiten – entsprechend hoch sind die Anforderungen an denLaserschweißprozess. Spritzer und Poreneinschlüsse aus der schützenden Phosphatschichtam Tellerrad können das Bauteil untauglich machen. Darum verdampft ein Markierlasermit Scanneroptik kurz vor der Schweißung die Phosphatbeschichtung und eine etwaigeÖlschicht passgenau an der Fügestelle. Da das Tellerrad rotationssymmetrisch ist, wirddas Bauteil während der Entschichtung gedreht. Unterdessen bleibt der Laser starr, derScanner lässt den Strahl allerdings oszillieren, um das gewünschte Feld abzudecken.(3)
1. 3 P R O Z E S S V O R B E R E I T U N G / O B E R F L Ä C H E N B E H A N D L U N G INHALTEntlackenBeim Entlacken geht es darum, Farbe oder Lacke lokal oder komplett zu entfernen,ohne die darunterliegende Oberfläche zu beeinflussen. Das Entlacken dient dazu,die elektrische Leitfähigkeit zu erhöhen, einen anschließenden Schweiß- oder Klebe prozess vorzubereiten, bei transparenten Teilen ein Fenster zu kreieren oder um eineNeulackierung zu ermöglichen.Beispiel (1)Manchmal entsteht auch erst durch eine Entlackung eine Markierung, etwa an Pulverbeschichtungen. Der Laser trägt die Pulverbeschichtung bis zum Grundmaterial ab.AufrauenBeim Aufrauen geht es darum, die Oberfläche für Klebstoffe, Kunststoffeinspritzungenoder Thermoplast zu optimieren. Laserpulse bringen dazu eine Reliefstruktur in dieMaterialoberfläche, in die sich die Stoffe regelrecht verklammern und so eine festeVerbindung ergeben. Die aufgerauten Oberflächen unterstützen somit Fügetechniken,die vor allem für Leichtbau und für Verbundwerkstoffe wie CFK wichtig sind: Klebenund hybride formschlüssige Verbindungen aus Metall und Kunststoff.(1)(2)
1. 3 P R O Z E S S V O R B E R E I T U N G / O B E R F L Ä C H E N B E H A N D L U N G INHALTBeispiel (2)Beim Kleben von Faserverbundwerkstoffen wie zum Beispiel CFK geht es darum, dieHaftungseigenschaften des Materials zu verbessern, ohne die empfindlichen Kohlefasernzu beschädigen. Hier ist die Präzision des Lasers der entscheidende Vorteil: Pulsgenaueingestellt aktiviert das Laserlicht die Oberfläche ausschließlich an der benötigten Stelleund reinigt sie in einem Zug – und nur in der benötigten Tiefe.Beispiel (3)Formschlüssige Verbindungen von Metallen und thermoplastischen Kunststoffensind ein wichtiges Element im Leichtbau. Sie gelingen, indem Hochleistungsnanosekundenlaser die Oberfläche des metallischen Fügepartners auf die Haftung vorbereiten.Die Laserpulse bringen – auch auf großen Haftflächen – Hinterschnitte durch Gravurund Materialaufwurf ein. Der metallische Fügepartners oder nur die Fügezone wird nunerwärmt (zum Beispiel ebenfalls durch einen Laser). Der thermoplastische Kunststofffließt in die Hinterschnitte. Ist er erkaltet, ergibt sich eine feste Verbindung, die sichzusätzlich noch hinsichtlich des späteren Kraftflusses optimieren lässt. Auch das Fügenfaserverstärkter Kunststoffe mit Metall ist auf diese Weise möglich.(3)1.400 μm400 μm
1. 3 P R O Z E S S V O R B E R E I T U N G / O B E R F L Ä C H E N B E H A N D L U N G INHALTTRIBOLOGISCHE EIGENSCHAFTEN VERÄNDERNMit Laserpulsen lassen sich winzige Strukturen leicht ins Materialeinbringen, um entweder die Reibung zu verringern – etwaum Verschleiß oder Schmierstoffverbrauch zu reduzieren – oderum die Reibung gezielt zu erhöhen, etwa zur Verdrehsicherungoder zu einer höheren Flächenpressung. Die laserinduziertenStrukturen sind hier etwa Näpfchen, Taschen, Linien oder Spiralen.Beispiel (1)Typische Einsatzgebiete des Laserstrukturierens zur Reibungsverringerung sind die Laufflächen von Zylindern oder Lagersitzevon Wellen. Hier werden Ölschmiernäpfchen aufgebracht. Auchdie Strukturierung von Rohrinnenseiten ist möglich: Hierfür fälltdas Laserlicht schräg ein und strukturiert die Oberfläche, indemdie Fokusebene mittels interner Defokussierung angepasst wird.Beispiel (2)Ein typisches Einsatzgebiet des Laserstrukturierens zur Reibungserhöhung ist der Lagersitz von Pleuelstangen im Antrieb.Die Gratstruktur erhöht die Flächenpressung der Lagerschalenim großen Pleuelauge und verringert die Gefahr des Durchrutschens bei hohen Drehmomenten.(1)1,0 mm
1. 3 P R O Z E S S V O R B E R E I T U N G / O B E R F L Ä C H E N B E H A N D L U N G INHALT(2)100 μm
INHALT
1. 4 M E D I Z I N T E C H N I K INHALT1.4 MEDIZINTECHNIKBESONDERE HERAUSFORDERUNGEN DER BRANCHEQualifizierungDas Qualitätsmanagement in der Medizintechnik ist streng. Dazu gehört auch, dass alleProzesse innerhalb der Fertigung validiert sind. Ein Teil dieses Validierungsplans stellt dieQualifizierung des dazu verwendeten Equipments dar, die sogenannte EquipmentQualification (EQ). Hierbei wird jede Anlage, auch wenn sie nur am Rande desHerstellungsprozesses zum Einsatz kommt, nach höchsten Maßstäben technischüberprüft wird. Das gilt selbstverständlich auch für den Markierlaser. Die EquipmentQualification wird meist in folgende Qualifizierungsschritte unterteilt:Die Design Qualification (DQ) definiert, welche Anforderungen an die Maschinegestellt und wie diese realisiert werden (Lasten- und Pflichtenheft).Die Installation Qualification (IQ) weist nach, dass eine Maschine mit dendokumentierten Anforderungen übereinstimmt und korrekt installiert wurde sowie allenotwendigen Begleitdokumente vorhanden sind.Die Operation Qualification (OQ) prüft die korrekte Funktionsweise der Maschine inder gewählten Arbeitsumgebung. Es wird nachgewiesen, dass das System,einschließlich aller individuellen Einstellungen, gemäß den betrieblichen Vorgabenfunktioniert.Performance oder Process Qualification (PQ) prüft, ob die Anlage den Prozessentsprechend den Vorgaben und innerhalb der Prozessgrenzen statistisch abgesichertrealisiert.Hersteller wie TRUMPF können Kunden bei diesen Qualifizierungen unterstützen, indemsie beispielsweise standardisierte Pakete zur IQ und OQ anbieten. Der Anwender hat denVorteil, dass er die notwendige Dokumentation gleich mit erhält.Umsetzung der UDI-AnforderungenWichtige Märkte wie die USA, China oder die EU stellen hohe Ansprüche an die Rückverfolgbarkeit medizintechnischer Produkte. Das Stichwort lautet Unique DeviceIdentification (UDI). Die Details der Regularien unterscheiden sich zwar, aber klar istimmer: Medizinprodukte müssen zwingend mit einem beständigen Code markiertwerden, in dem alle relevanten Informationen (zum Beispiel Hersteller, Chargennummer,Produktionsdatum) festgehalten sind.
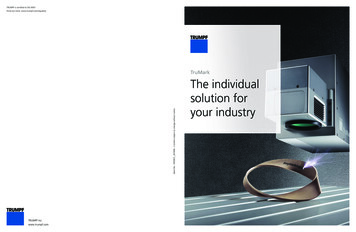
1. 4 M E D I Z I N T E C H N I K INHALT12UDI1GLOBALUDI DATABASESoftware MA7PROCGEESSING56Schritte des UDI-konformen MarkierensSchritt 1: Die Software istmit Datenbanken verknüpft.Zusätzlich ist es beispielsweisezusätzlich möglich, über externe Handscanner Informationenin das System einzulesen.Schritt 2: Ein Interfaceverarbeitet die Inputdatenund verbindet zum BeispielDatenbanken oder Steuerungssysteme mit dem Markierlaser.Schritt 3: Das UDI-Modulerstellt den regelkonformenCode aus den UDI-relevantenDaten und individuellenErweiterungen.Schritt 4: Eine Bildverar beitung erkennt das Bauteilsowie seine Positionautomatisch. Die Softwareleitet die Information andie Steuerung weiter, diedie Markierung an derrichtigen Stelle setzt.Schritt 5: Der Lasermarkiert das Werkstück.Schritt 6: Eine anschließendeautomatische Qualitäts kontrolle per Kamera liestund beurteilt die Qualitätder Markierung.Video: Erfolgsgeschichteunseres Kunden Miethkewww.trumpf.info/t53xalVideo: DI-Markierungauf chirurgischemEdelstahl undlasermarkiertesMessröhrchen.Schritt 7: Die markiertenDaten werden mit derDatenbank abgeglichenund zur Dokumentationgespeichert – wenngewünscht auchmit zusätzlichen Informationen.
1. 4 M E D I Z I N T E C H N I K INHALTDie Rückverfolgbarkeit mussüber die gesamte Lieferkette undLebensdauer des Produkts sichergestellt sein. Der Code sollte sowohl vonMaschinen als auch Menschen gelesenwerden können. Dazu muss die Beschriftungssoftware alle nötigen Features mitbringen.Sie muss also gängige Standards wie GS1, HIBCoder ISBT 128 beherrschen und über die notwendigenSchnittstellen verfügen, um alle notwendigen Datenzu importieren und gegebenenfalls auch für relevanteDatenbanken wieder zu exportieren.ANWENDUNGENSchwarzmarkieren mit Ultrakurzpulslasern (UKP)Um die hohen Qualitätsanforderungen der Gesetzgeber weltweit zudauerhafter Lesbarkeit und Korrosionsbeständigkeit zu erfüllen, istdas sogenannte Schwarzmarkieren (auch Black Marking) das Verfahrender Wahl. Dabei bringt der Laser eine äußerst dunkle, kontrastreicheBeschriftung ohne Abtrag des Materials in die Oberfläche ein. Extremkurze Laserpulse schaffen dazu Strukturen im Nanometerbereich. Die raueOberfläche – sogenannte Nanoripples – sorgt dafür, dass die Streuung(gerichtete Reflektion) des Lichts reduziert wird und eine aus jedemBlickwinkel gut erkennbare tiefe Schwärzung der Markierung entsteht.Technische Hintergründe zum Schwarzmarkieren in Kapitel 2.1Die Vorteile des Schwarzmarkierens auf einen Blick: Hoher Kontrast der Beschriftung Konsistente Qualität bei großen Stückzahlen Hohe Beständigkeit (auch bei hundertfacherSterilisierung) und klinischer Aufbereitung Korrosionsbeständigkeit Blickwinkelstabilität (auch im hellen OP)durch matte Beschriftung
INHALT
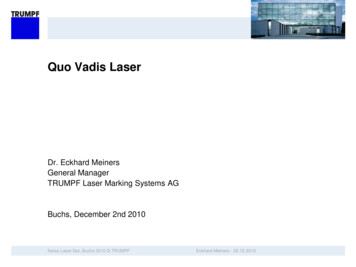
1. 5 AU TOMOB I L INHALT1.5 AUTOMOBILBESONDERE HERAUSFORDERUNGEN DER BRANCHEDie Frage, um die sich in der Automobilbranche vieles dreht, ist die lückenloseRückverfolgbarkeit sowie eindeutige Kennzeichnung zum Plagiatsschutz durchentsprechende Markierungen. Hierzu wird sehr häufig der Markierlaser eingesetzt, weiler die Anforderungen der Fertigungsbedingungen in der Branche erfüllt.Die Taktung ist enorm hoch, da je nach Komponente riesige Stückzahlen hergestelltwerden. Markierprozesse müssen also hochproduktiv und trotzdem präzise sein.Um eine gleichbleibend hohe Qualität zu liefern, müssen die Markierprozesse stabilund reproduzierbar gestaltet sein. Die geforderten Toleranzen sind minimal undmüssen unbedingt eingehalten werden.Die Verfügbarkeit sowie die Lebensdauer des Lasers sollte hoch sein, selbst beimehrmaliger Verlagerung einer Anlage, um die im Vergleich oft höheren Anfangsinvestitionen aufzufangen.Viele Automobilkomponenten werden unter schwierigen Bedingungen wie etwa inunmittelbarer Nähe zu Gießereien hergestellt. Die Produktionsmittel müssen also mitUmweltbedingungen wie hohen Temperaturen zurechtkommen.Eine einfache, intuitive Bedienoberfläche ist neben der hohen Flexibilität eineweitere Anforderung: Die Einrichtung auch unterschiedlicher Prozesse muss schnellund am besten ohne externe Hilfe erfolgen können, sodass auch weniger gutausgebildete Bediener die Markierlaser sicher handhaben können.Automobilkonzerne sind internationale Konzerne mit weltweit verteilter Fertigung.Daher muss der Service ihrer Anlagen dazu imstande sein, schnell und zielgerichtet injedem Land reagieren zu können.Langjährige Entwicklungspartnerschaften zwischen Hersteller undSystemlieferanten lassen positive Synergieeffekte entstehen.Rückverfolgbarkeit, Plagiatsschutz,Prozessvorbereitung und Designsind die Anwendungsgebietedes Markierlasers.VolkswagenAG
1. 5 A U T O M O B I L INHALTANWENDUNGENEindeutige Kennzeichnung zur Rückverfolgbarkeit und PlagiatsschutzRund um den Themenkomplex Rückverfolgbarkeit gibt es viele Anwendungsbeispieleaus dem Automobilsektor. Der häufigste Fall ist hierbei sicherlich das Aufbringen vonData Matrix Codes (DMC). Es werden aber auch noch 1D-Barcodes eingesetzt.Das Aufbringen von Seriennummern, Texten, Logos, aber auch Zertifikats siegeln, die zur Bauteilidentifizierung dienen, gehört ebenfalls zu denKernanwendungen rund um die Rückverfolgbarkeit.Als Verfahren kommen hier meistens Gravieren und – je nachMaterial – Anlassen beziehungsweise Aufschäumen oder Farb umschlag zum Einsatz. Ein typisches Beispiel sind helle / weißeDMCs auf dunklen Kunststoffoberflächen.Auf diese Weise wird quasi jedes Bauteil im Fahrzeug markiert.Ein bekanntes Beispiel hierfür ist die Fahrzeug-Identifikationsnummer (FIN), die zur eindeutigen Identifikation dient. Um sicher vorManipulation zu sein, ist die FIN an mehreren Stellen eines Fahrzeugsangebracht und wird normgerecht immer mindestens 300 µm tief graviert,um zu jedem Zeitpunkt die Lesbarkeit sicherzustellen. Eine Herausforderungfür das Markierverfahren ist, dass die gravierten Stellen zumeist noch lackiert werden,was sich jedoch nicht negativ auf die Markierqualität auswirken darf. Ein großerVorteil des Lasers ist die Berührungslosigkeit und Verschleißfreiheit, im Vergleich zumechanischen Verfahren wie Nadelprägen, wodurch Peripheriekomponentenwie Roboter keine Belastung erfahren und deren Lebensdauer stark verlängertwird. Ein weiteres Beispiel für eine ähnliche Art der Markierung stellt dassogenannte Schichtstempeln dar. Hierbei werden in allen Teilen, die ausden Presswerken kommen, Daten zu dem Bauteil und der Schic
laser verdampft die Verschmutzung und die Oberfläche wird nur wenig beeinflusst. Beispiel Ein typisches Einsatzgebiet ist das Entfernen von Ölrückständen an Rohren. Hierzu verdampft ein Markierlaser rundherum an beiden Rohrenden zuverlässig das Öl mit nur einer Überfahrt. Eine Absaugvorrichtung transportiert den Dampf ab. Pressluft ist dazu