Transcription
TECHBRIEFAutomated High-PerformanceLiquid ChromatographySaturate, Aromatic, Resin,and Asphaltene SeparationFHWA Publication No.: FHWA-HRT-15-055FHWA Contact: Jack Youtcheff, HRDI-10, (202) 493-3090,jack.youtcheff@dot.govBackgroundDividing a material into its constituent parts is necessaryto define its composition. These compositional analysesare useful in binder formulation through blending, rejuvenation, and modification, as well as prediction of physicalperformance. Normal phase chromatographic separationmethods for oils have been around for several decades.One early version of this type of analysis divides a crudeoil or asphalt into saturate, aromatic, resin, and asphaltene (SARA) fractions.(1,2)Research, Development, andTechnologyTurner-Fairbank HighwayResearch Center6300 Georgetown PikeMcLean, VA 22101-2296www.fhwa.dot.gov/researchThese SARA separations mainly employ chromatographyusing polar stationary phases such as activated silica gelor activated aluminum oxide. Prior to the chromatography,the oils are typically divided into two solubility classes bya gravimetric separation using a low-polarity hydrocarbonsolvent such as isooctane, pentane, or heptane.The solublematerial is defined as the maltene, and the insolublematerial is defined as the asphaltene. The gravimetricasphaltene/maltene separation typically takes 24 h. Thechromatographic separation of maltenes takes anotherday. If the asphaltenes are to be further subdividedgravimetrically into two solubility fractions, such ascyclohexane soluble and cyclohexane insoluble, then thatprocess takes yet another day.Using normal-phase liquid chromatography, the maltenesare often divided into three fractions called saturates,aromatics, and resins/polars (SAR). The saturate fraction
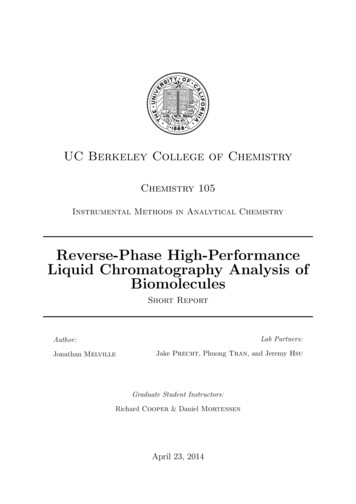
consists of both linear and branched fullysaturated organic molecules of low polaritycontaining carbon and hydrogen withessentially no hetero-atoms. A moleculein the aromatics fraction contains mainlycarbon and hydrogen, possibly somethiophenic sulfur, and few-to-no heteroatoms, and it is distinct from the saturatesfraction by containing one or more aromaticcarbon rings. The resins and asphaltenesfractions both contain many aromatic rings,some pericondensed, with many polarsubstituents.A known commercial method calledIatroscan involves conducting capillary thinlayer chromatography (TLC) with whole oilson silica or alumina rods as a stationaryphase, followed by evaporating the elutionsolvent and then slowly passing the rodsthrough a flame ionization detector toprovide information on the relative amountsof hydrocarbon in the fractional zones on therod.(3,4) The Iatroscan instrument typicallyelutes the fractions in a sequence of solventsconsisting of linear alkane, cyclohexane,toluene, and dichloromethane:methanolmixtures. However, the Iatroscan methodhas major drawbacks, including variableresponse factors for the polar fractions,relatively large amounts of polar compounds retained near the spot location onthe TLC rod, and aromatics groupingtogether to act like resins would duringseparation.(5,6) The separation has a largeamount of error on repeat analysis, andthere is a problem with the stronglyadsorbed asphaltene material that does notmigrate up the rod.(6)Asphaltene determinator (AD) is a novelautomated high-performance liquidchromatography (HPLC)-based asphaltene2separation process developed by Schabronand Rovani.(7) Following an injectionof 2 mg of a petroleum oil or vacuumresiduum, asphaltenes precipitate ontoa polytetrafluoroethylene (PTFE)-packedcolumn in an excess of heptane. Theasphaltenes are then selectively dissolvedwith stronger, more polar solvents toquantitatively give three fractions ofasphaltenes.(7,8) Using this system, coupledon the front end to separate the asphaltenes,the maltenes can then be separated intoSAR fractions, resulting in a fully automatedSARA separation. The research team isexploring separation profiles from theSAR-AD to develop indicators that correlatewith binder performance.Final Operating SAR-ADConditionsThis fully automated separation subdividesheavy oils and asphalts into chemicallymeaningfulchromatographicandasphaltene solubility fractions using only2-mg samples. The stationary phases arenot changed between separations. Toconduct the separation, a 1-g portion ofoil or asphalt is diluted to a 10-mL volumewith chlorobenzene to give a 10 wt/volpercent solution. The solution is filteredwith a 0.45-µm syringe filter. A 20-µL aliquotof the solution is injected into an HPLCsystem consisting of an optical absorbancedetector set at 500 nm and an evaporativelight scattering detector (ELSD).Four columns are used for the fullyautomated separation, and the columnswitching and separation sequence isillustrated in figure 1. The saturates elutewith heptane through a ground PTFEcolumn, glass bead column, aminopropylbonded silica column, and activated silica
Figure 1. Column switching and solvent flow scheme for automated SAR-AD separations.Source: WRI.3
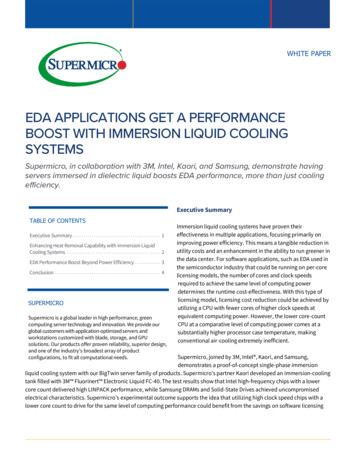
column. The asphaltenes precipitate in anexcess of heptane on the PTFE column(no chromatography is occurring here),and the highest surface energy resinsadsorb on the glass beads, while otherresins adsorb to the aminopropyl-bondedsilica column. The aromatics adsorb onthe activated silica column. In steps 2through 4, the precipitated asphaltenes onthe ground PTFE column are selectivelydissolved with cyclohexane, followedby toluene, and finally CH2Cl2:MeOH(98:2 v:v), yielding, respectively, highlyalkyl substituted asphaltene components,less alkyl substituted pericondensedaromatic asphaltenes, and pre-cokepericondensed aromatic asphaltenes.Step 5 is a forward flush with toluenethrough the activated silica column toelute the aromatics. The final step involvesbackflushing the aminopropyl-bondedsilica and glass bead columns withCH2Cl2:MeOH (98:2 v:v) to elute the resinmolecules. The entire system is thenregenerated with an initial toluene flushfollowed by heptane, leaving the systemready for the next separation withoutchanging the stationary phases. Examplechromatograms from this separation arepresented in figure 2.areas. Absorbance at 500 nm is due tothe presence of pericondensed aromaticstructures in various molecules. Thematerial that elutes with the saturates,aromatics, and resin peaks (maltenes)represents the heptane soluble polar/alkyl-substituted naphthenic componentmolecules with pericondensed aromaticstructures. The material that elutes withthe toluene soluble asphaltene peak isrepresentative of the pericondensedaromatic structures that typically comprisea large portion of asphaltenes withrelatively few aliphatic side chains.(9)Example ResultsThe ELSD toluene-to-aromatics ratio is anempirical ratio that may be useful in predicting physical properties, including servicelife of a binder because higher TPA andtoluene-to-aromatics ratios lead to embrittlement. More data and research are neededto validate the utility of these ratios andsubsequent correlations.The research team is exploring separationprofiles from the SAR-AD to developindicators that correlate with binderperformance. Several of these indicatorsalready exist for the AD portion of theseparation. The first of these is theabsorbance aging index ratio (ADAIR),which is the ratio of the toluene solubleasphaltenes to the resins’ 500-nm peak4The total pericondensed aromaticity (TPA)is the ratio of the mass of material thatabsorbs 500 nm of light to the total massof the sample. To calculate this value, the500 nm and ELSD peak areas for the sumof the three asphaltene peaks are correlated to give a 500-nm response factorspecific to a particular sample. This peakarea response factor is used to calculatethe weight percent of 500 nm of absorbingmaterial that elutes with the aromatics andresins fractions. The sum of weight percentsfrom the three asphaltene, aromatics, andresins fractions that absorb at 500 nm isdesignated TPA for that sample.The SAR-AD results for the FederalHighway Administration Accelerated Load
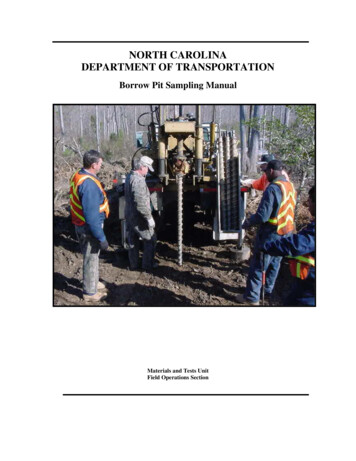
Figure 2. Automated SAR-AD separation profile for 2-mg asphalt.Source: WRI.Facility (ALF) binders at varying degreesof resins, saturates, cyclohexane, andof laboratory and field aging are presentedmethylene chloride asphaltenes remainin table 1. It is clear that aging increasesrelatively unchanged with aging. Figure 3asphaltene content, in particular toluenehighlights these changes with agingasphaltenes, and decreases aromatic con-severity.tent. Total pericondensed aromaticity,toluene-to-aromatics ratio, and ADAIR allincrease with aging severity. The quantities5
Table 1. Automated SAR-AD results from ALF binders. (Ambient binders are materials that were aged on the road underatmospheric conditions.)ALF Lane 2ALFSample #Treatment6Control7RTFO8RTFO nesResinsCyC6Aging aticsTPA15.8ELSD18.020.751.61.97.70.29.7NA0.4500 28.80.211.2NA0.517.3500 711.50.214.3NA0.720.3500 850.32.612.00.415.0NA0.721.0Fourthslice500 .451.32.612.70.415.7NA0.821.6Third slice500 54.62.216.90.819.9NA1.725.3Secondslice500 55.42.419.91.023.3NA2.428.9Top slice500 78.052.02.822.31.026.2NA2.831.6Top slice500 nm0.00.117.114.063.65.2NA3.7NANARTFO Rolling thin film oven aging.RTFO PAV RTFO plus pressure aging vessel.NA Not applicable.Figure 3. Relationship of aromatics and toluene soluble asphaltenes with aging. (Aging severity increases fromleft to right.)Source: WRI.6
ConclusionsThe automated SAR-AD separation identifies real content differences betweenasphalt binders that allow correlationsbetween chemical content and physicalproperties. These correlations can be useful in binder formulation through blending,rejuvenation, and modification as well asprediction of physical performance. Morework is needed to further develop andvalidate these correlations. The columnsused in the separation process can beregenerated between separations, makingthe system fully automated and allowingcomplete separation and column regeneration in 4 h.References1. Jewel, D.M., Weber, J.H., Bunger, J.W.,Plancer, H., and Latham, D.R. (1972).“Ion-Exchange,Coordination,and Adsorption ChromatographicSeparation of Heavy-End PetroleumDistillates,” Analytical Chemistry, 44(8):1,391–1,395.2. Corbett, L.W. (1969). “Composition ofAsphalt Based on Generic dsorption Chromatography,and Densimetric Characterization,”Analytical Chemistry, 41(4): 576–579.3. Karlsen, D.A., and Larter, S.R. (1991).“Analysis of Petroleum Fractions by TLCFID: Applications to Petroleum ReservoirDescription,” Organic Geochemistry,17(5): 603–617.4. Wan, C.C., Waters, T.H., and Wolever,R.D. (1992). “Development of aReproducible Iatroscan Method toChemically Characterize Asphalt,” ACSDivision of Fuel Chemistry Preprints,1,350–1,359.5. Jiang, C., Larter, S.R., Noke, K.J.,and Snowdon, L.R. (2008). “TLC-FID(Iatroscan) Analysis of Heavy Oil and TarSand Samples,” Organic Geochemistry,39(5): 1,210–1,214.6. Masson, J-F., Price, T., and Collins, P.(2001). “Dynamics of Bitumen Fractionsby Thin-Layer Chromatography/FlameIonization Detection,” Energy and Fuels,15: 955–960.7. Schabron, J.F., and Rovani, J.F.(2008). “On-Column Precipitationand Re-Dissolution of Asphaltenes inPetroleum Residua,” Fuel, 87: 165–175.8. Schabron, J.F., Rovani, J.F., andSanderson, M.M. (2010). “AsphalteneDeterminator Method for ericondensedAromatic Asphaltene Components,”Energy and Fuels, 24: 5,984–5,996.9. Mullins, O.C., Sheu, E.Y., Hammami,A., and Marshall, A.G., Eds. (2007).Asphaltenes, Heavy Oils, and Petroleomics, Springer, New York, NY.7
Researchers—This TechBrief on automated high-performance liquid chromatography saturate,aromatic, resin, and asphaltene separation was prepared by WRI and is the result of several yearsof research at WRI with the support of FHWA.Distribution—This TechBrief is being distributed according to a standard distribution. Directdistribution is being made to the Divisions and Resource Center.Availability—The report may be obtained from the FHWA Product Distribution Center by e-mailto report.center@fhwa.dot.gov, fax to (301) 577-1421, phone to (301) 577-0818, or online athttp://www.tfhrc.gov/safety.Key Words—Asphalt composition, SARA, Iatroscan.Notice—This document is disseminated under the sponsorship of the U.S. Department ofTransportation in the interest of information exchange. The U.S. Government assumes no liabilityfor the use of the information contained in this document. The U.S. Government does not endorseproducts or manufacturers. Trademarks or manufacturers’ names appear in this report only becausethey are considered essential to the objective of the document.Quality Assurance Statement—The Federal Highway Administration (FHWA) provides highquality information to serve the Government, industry, and public in a manner that promotes publicunderstanding. Standards and policies are used to ensure and maximize the quality, objectivity, utility,and integrity of its information. FHWA periodically reviews quality issues and adjusts its programs andprocesses to ensure continuous quality improvement.OCTOBER 20168FHWA-HRT-15-055HRDI-10/10-16(WEB)E
lated to give a 500-nm response factor specific to a particular sample. This peak area response factor is used to calculate the weight percent of 500 nm of absorbing material that elutes with the aromatics and resins fractions. The sum of weight percents from the three asphaltene, aromatics, and resins fractions that absorb at 500 nm is