Transcription
Molded NBR Parts for AutomotiveOil Seals ASTM D2000Replacement of Carbon black N990with Neuburg Siliceous EarthAuthor:Karin MüllerVM-0/0615/06.2015Hubert OggermüllerVM / Dr. Alexander RischHOFFMANN MINERAL GmbH P.O. Box 14 60 D-86633 Neuburg (Donau) Phone ( 49-84 31) 53-0 Fax ( 49-84 31) 53-3 30Internet: www.hoffmann-mineral.com e-mail: info@hoffmann-mineral.com
mpound Formulations3.2Mixing and Curing4Results4.1Mooney Viscosity and Mooney-Scorch Time4.2Cure characteristics4.3Initial Mechanical Properties4.4Grade 2 - Immersion in IRM 903 at 125 C4.5Grade 2 - Immersion in Liquid C at 23 C4.6Grade 3 - Immersion in IRM 903 at 150 C4.7Cost Aspects5Summary6Appendix – Results without particular effects6.1Cure characteristics6.2Initial Mechanical Properties6.3Grade 2 - Immersion in IRM 901 at 125 C6.4Grade 2 - Immersion in IRM 903 at 125 C6.5Grade 2 - Immersion in Liquid C at 23 C6.6Grade 3 - Immersion in IRM 901 at 150 C6.7Grade 3 - Immersion in IRM 903 at 150 C6.8Grade 2 und 3 - Hot Air Aging at 125 CSeite 2
1IntroductionNBR seals are extensively used in the engineering and automotive industries(Tab. 2); pertinent property requirements are given in the ASTM standardD2000. For rationalizing the property profile ad cost aspects, frequently carbon black N990 is used in addition to carbon black N550.According to the price of fossile raw materials, the price of carbon blacks isoften subject to considerable variations. The long term, however, doubtlessshows an upwards trend. The price of mineral fillers is hardly affected by fossile raw materials, and over a long time just shows minor increases withoutsevere variations.In addition, temporarily there exist supply problems with carbon black N990,which can be avoided by the use of Neuburg Siliceous Earth.Hoffmann Mineral assures viable supply times and reliable availability of theNeuburg Siliceous Earth portfolio.2ObjectivesReplacement of carbon black N990 with Neuburg Siliceous Earth for cost reduction at unchanged property levels. The guideline for the assessment wasASTM D2000-08, material class CH (Tab. 1).Requirements andTest ConditionsRESULTSBase Values: Hardness: Tensile Strength: Elongation at Break: Compression Set:SUMMARYGrade 2:INTRODUCTIONEXPERIMENTALAPPENDIX70 /- 5 Shore A 10 MPa resp. 14 MPa 250 % 25 % at 100 C and 22 h Reference Liquid IRM 901 70 h at 125 C Reference Liquid IRM 903 70 h at 125 C Reference Liquid C 70 h at 23 C Hot Air 70 h at 125 CGrade 3: Reference Liquid IRM 901 70 h at 150 C Reference Liquid IRM 903 70 h at 150 C Hot Air 70 h at 125 CVM-0/0615/06.2015Table 1Seite 3
3Experimental3.1 Compound FormulationsBase Formulation70 Shore AphrINTRODUCTIONKrynac 2950 FNBR, 30 % ACN,ML 1 4 (100 C) 53 MURESULTSZinkoxyd aktivZinc Oxide5.0SUMMARYStearic AcidProcessing Aid0.5APPENDIXAgerite Resin DAntioxidant2.0Corax N550FEF Carbon Black60.0Carbon Black N990MT Carbon Black50.0Mediaplast NB-4Ester Plasticizer10.0Vulkacit Thiuram/CAccelerator, TMTD2.5Vulkacit CZ/CAccelerator, CBS2.0SulfurCuring le 2Krynac 2950 FZinkoxyd aktivStearic acidAgerite Resin DCorax N550Carbon black N990Mediaplast NB-4Vulkacit Thiuram/CVulkacit CZ/CGround sulfurNBR, 30 % ACN, ML1 4 (100 C) 53 MUZinc oxideProcessing aidAntioxidant, 1.2-Dihydro-2.2.4-trimethylchinolineFEF carbon blackThermal blackEster plasticizerCure accelerator, Tetramethyl thiuramdisulfide, TMTDCure accelerator, N-Cyclohexyl-2-benzothiazolesulfenamide, CBSCuring agent, sulfurThis base formulation is representative of NBR moldings for oil seals in the automotive sector.The total carbon black addition of 110 phr consists of 60 phr Corax N550 and 50 phr carbonblack N990. The plasticizer part is only 10 phr, which explains that a 1:1 replacement arrivesat a hardness of 70 Shore A.Seite 4
Fillers, CharacteristicsCarbonAktisil Aktifit Silfit Sillitin SillitinblackPF 216 AM Z 91 Z 86N le size d50SUMMARYAPPENDIX[g/cm3][µm]Particle size d97[µm]Sieve residue[mg/kg] 40 µmSieve residueppm45 µm/325 meshOil absorption[g/100g]DBP-absorption [ml/100 g]Specific surface[m²/g]area BETCTAB-Surface[m²/g]areaSurface AminosulfannonesilanesilaneVM-0/0615/06.2015Table 3The typical properties of carbon black N990 do not show big differences versus the siliceousearth grades. The density difference of 1.8 to 2.6 counts among the biggest disparities (Tab.3).Seite 5
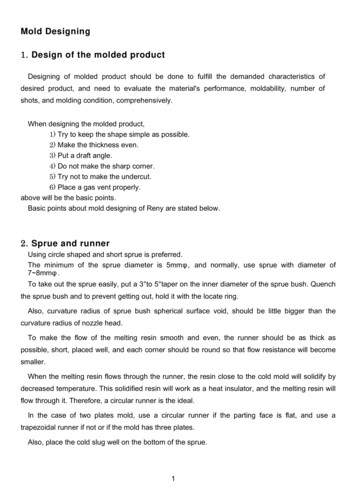
3.2 Compound mixing and curingPreparation and Curingof the CompoundINTRODUCTION MixingEXPERIMENTALOpen mill Ø 150 x 300 mmRESULTSBatch volume: approx. 500 cm³SUMMARYTemperature: 40 CAPPENDIXMixing time: approx. 20 min. CuringPress: 170 CCure time: 5 min.VM-0/0615/06.2015Fig. 1All compounds were mixed on a laboratory mill (Schwabenthan Polymix 150 L) at 20 rpm anda batch size of 500 cm3. The mixing times were adjusted according to the incorporation properties of the fillers, and registered.Curing was done in an electrically heated press at 170 C. The cure time was always 5 min,equally with the 2 mm sheets and the rebound and compression set samples (Fig. 1).Seite 6
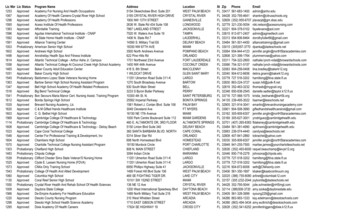
4Results4.1 Mooney viscosity and Mooney scorch timeMooney ViscosityDIN 53 523 Part 3, ML 1 4 100 CINTRODUCTIONMUEXPERIMENTALCarbon blackN990RESULTS020406080100 RheologySUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig.2The replacement of carbon black N990 with Neuburg Siliceous Earth grades hardly at allaffects the Mooney viscosity of the compounds. With Aktifit AM and Silfit Z 91, just a somewhat lower Mooney viscosity was obtained, which allows to expect a slight positive influence onto the processing properties of the compounds (Fig. 2).Mooney Scorch TimeDIN 53 523 Part 4, ML 5 120 CINTRODUCTIONmin.EXPERIMENTALCarbon blackN990RESULTS0510152025 RheologySUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 3The Mooney scorch time, an index for the scorch tendency of the compound during theprocessing, with Aktifit AM, Silfit Z 91 and Sillitin Z 86 will come out somewhat shorter.Aktisil PF 216 and Sillitin N 82 hardly show any influence (Fig. 3)Seite 7
.4.2 Cure characteristicsMaximum Cure RateDIN 53 529-A3, 170 C, 0,2 deflection - Göttfert ElastographINTRODUCTIONNm/min.EXPERIMENTALCarbon blackN990RESULTS0,00,10,20,30,40,50,6 RheologySUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 4With Aktisil PF 216 the maximum cure rate, compared with carbon black N990, shows aconsiderable increase. The other siliceous earth grades rather come out with a slightlylower maximum cure rate (Fig. 4).Time ofMaximum Cure RateDIN 53 529-A3, 170 C, 0,2 deflection - Göttfert ElastographINTRODUCTIONmin.EXPERIMENTALCarbon blackN990RESULTS0,00,51,01,52,0 RheologySUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 5The point of maximum cure rate will also be reached markedly faster with Aktisil PF 216.By contrast, Sillitin Z 86 and Sillitin N 82 only lead to marginal acceleration. Aktisil AM andSilfit Z 91 comes out equal with carbon black N990 (Fig. 5.)Seite 8
Loss angle tan DIN 53 529-A3, 170 C, 0,2 deflection - Göttfert ElastographINTRODUCTIONradEXPERIMENTALCarbon blackN990RESULTS0,000,050,100,150,20 RheologySUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 6The dynamic loss angle tan δ is slightly lower with Aktisil AM, Silfit Z 91 and Sillitin Z 86,with Aktisil PF 216 even markedly lower. Sillitin N 82 has remained on the same level ascarbon black N990 (Fig. 6).Conversion Time t90DIN 53 529-A3, 170 C, 0,2 deflection - Göttfert ElastographINTRODUCTIONmin.EXPERIMENTALCarbon blackN990RESULTS01234 RheologySUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 7The conversion time t90, as an index of the required time to full cure, will be shortened byall the testes siliceous earth grades, which should allow shorter cycle times in processing(Fig. 7).Seite 9
4.3 Initial Mechanical PropertiesTensile StrengthDIN 53 504, S2INTRODUCTIONMPaEXPERIMENTALCarbon blackN990RESULTS0 10246810 14121416 Base ValuesSUMMARYAktisil PF 216APPENDIXAktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 8In the materials class CH at a hardness level of 70 5 Shore A, there exist different requirements for the tensile strength. For a majority of applications, a tensile strength of 10 MPa is sufficient, a figure that will be met by all siliceous earth fillers. The next highercondition of 14 MPa will be even surpassed with Aktisil PF 216 (Fig. 8).Elongation at BreakDIN 53 504, S2INTRODUCTION%EXPERIMENTALCarbon blackN990RESULTS0min. 250100200300400 Base ValuesSUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 9The elongation at break shows an increase with all siliceous earth grades, and goes abovethe standard requirements even more distinctly (Fig. 9).Seite 10
Modulus 50 %DIN 53 504, S2INTRODUCTIONMPaEXPERIMENTALCarbon blackN990RESULTS0,00,51,01,52,02,5 Base ValuesSUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 10The tensile modulus with Aktisil PF 216 comes out somewhat higher than with carbonblack N990. The other siliceous earth grades rather deliver a lower modulus (Fig. 10).Tear ResistanceDIN ISO 34-1, trouser specimenINTRODUCTIONN/mmEXPERIMENTALCarbon blackN990RESULTS02468101214 Base ValuesSUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 11The tear strength increases slightly when replacing carbon black N990 with Aktisil PF 216,or even markedly with the other discussed siliceous earth products (Fig. 11).Seite 11
Compression SetDIN 53 517 I, 22 h / 100 CINTRODUCTION%EXPERIMENTALCarbon blackN990RESULTS05max. 2510152025 Base ValuesSUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 12Aktifit AM comes out at the same level with the carbon black N990 compound, and alongwith Silfit Z 91 gives the best results. With Sillitin Z 86, Sillitin N 82 and Aktisil PF 216 thecompression set is somewhat higher, but all results remain within the requirements of thestandard (Fig. 12).Seite 12
4.4 Grade 2 - Immersion in Oil IRM 903 at 125 CImmersion in Oil IRM 903Change of Hardness70 h / 125 C /- 10INTRODUCTIONShore AEXPERIMENTALCarbon blackN990RESULTS Grade 2IRM 90370 h / 125 CSUMMARY-10-50510Aktisil PF 216Aktifit AMAPPENDIXSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 13As a further property, the resistance against the aggressive standard oil IRM 903 wastested at 125 C. The hardness change comes out lowest with Aktisil PF 216. The othercompounds show all a similar decrease, and thus remain at the level of the compound withcarbon black N990 (Fig. 13).4.5 Grade 2 – Immersion in Reference Fuel Liquid C at 23 CImmersion in Liquid C Change ofHardness70 h / 23 C0 / - 30INTRODUCTIONShore AEXPERIMENTALCarbon blackN990RESULTS Grade 2Liquid C70 h / 23 CSUMMARY-30-25-20-15-10-50Aktisil PF 216Aktifit AMAPPENDIXSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 14A further property evaluated was the resistance against automotive fuel with the exampleof Reference Liquid C according to ASTM D471 and ISO 1817:2011. Here again, the hardness change is lower with Aktisil PF 216 in comparison with carbon black N990. The othercompounds show a similar response as the straight carbon black compounds (Fig. 14).Seite 13
4.6 Grade 3 - Immersion in Oil IRM 903 at 150 CImmersion in Oil IRM 903Change of Hardness70 h / 150 C /- 10INTRODUCTIONShore AEXPERIMENTALCarbon blackN990RESULTS Grade 3IRM 90370 h / 150 C-10-50510Aktisil PF 216SUMMARYAktifit AMAPPENDIXSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 15The oil resistance was also evaluated at 150 C with the aggressive standard oil IRM 903.Here once more Aktisil PF 216 offers a markedly lower hardness change compared withcarbon black N990. The other siliceous earth fillers equally fulfill the standard requirementswithout problems (Fig. 15).Immersion in Oil IRM 903Change of Volume70 h / 150 C0 / 25INTRODUCTION%EXPERIMENTALCarbon blackN990RESULTS Grade 3IRM 90370 h / 150 CSUMMARY0510152025Aktisil PF 216Aktifit AMAPPENDIXSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 16Aktisil PF 216 throughout shows a lower tendency towards volume change than carbonblack N990. The volume increase of the other siliceous earth compounds is only marginallyhigher compared with the carbon black N990 compound, without significant differencesbetween the individual fillers (Fig. 16).Seite 14
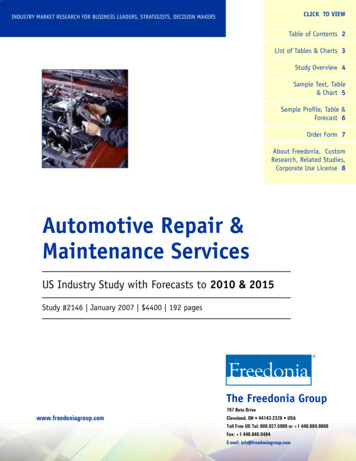
4.7 Cost aspectsCost AspectsCompound volume based, Prices Germany 01/2015INTRODUCTION%EXPERIMENTALCarbon blackN990RESULTS-10-8-6-4-20Reference Cost AspectsSUMMARYAPPENDIXAktisil PF 216Aktifit AMSilfit Z 91Sillitin Z 86Sillitin N 82VM-0/0615/06.2015Fig. 17The siliceous earth fillers allow to benefit of a distinct reduction of the compound raw material prices. This is all the more important, as in the indicated volume-related compoundprices have already considered the different densities versus carbon black N990.This way, with Aktisil AM and Silfit Z 91 a cost reduction of 4 resp. 6 % can be realized.More pronounced, Sillitin Z 86 and Sillitin N 82 allow to come up to a cost reduction of upto 9 %. Even Aktisil PF 216 still gives room to a small cost advantage (Fig. 17).Seite 15
5SummaryAktisil PF 216, in comparison with carbon black N990, along with improvedcure properties (loss angle, tan δ) and maintained tensile strength, gives riseto a reduced hardness change during immersion in Oil IRM 903 and in
ASTM D2000-08, material class CH (Tab. 1). Table 1 VM-0/0615/06.2015 Base Values: Hardness: 70 /- 5 Shore A Tensile Strength: 10 MPa resp. 14 MPa Elongation at Break: 250 % Compression Set: 25 % at 100 C and 22 h Grade 2: Reference Liquid IRM 901 70 h at 125 C Reference Liquid IRM 903 70 h at 125 C Reference Liquid C 70 h at 23 C Hot Air 70 h at 125 C Grade 3: Reference Liquid .