Transcription
DISEÑO DE PLAN DE MANTENIMIENTO PREDICTIVO PARA LA LÍNEA DEPRODUCCIÓN EXTRUSIÓN - BOLSAS PLÁSTICAS EN LA EMPRESAKALUSIN IMPORTING COMPANY (KICO S.A)MARÍA MERCEDES TAPIA DÍAZUNIVERSIDAD TECNOLÓGICA DE BOLVARFACULTAD DE INGENIERÍAPROGRAMA DE INGENIERIA MECÁNICA Y MECATRONICACARTAGENA DE INDIAS2011
DISEÑO DE PLAN DE MANTENIMIENTO PREDICTIVO PARA LA LÍNEA DEPRODUCCIÓN EXTRUSIÓN - BOLSAS PLÁSTICAS EN LA EMPRESAKALUSIN IMPORTING COMPANY (KICO S.A)MARÍA MERCEDES TAPIA DÍAZMonografía de grado presentada para optar el título de Ingeniero MecánicoDirectorPhD (c), Msc, ME. Juan Gabriel Fajardo CuadroUNIVERSIDAD TECNOLÓGICA DE BOLVARFACULTAD DE INGENIERÍAPROGRAMA DE INGENIERIA MECÁNICA Y MECATRONICACARTAGENA DE INDIAS2011
Cartagena de indias D.T. y C. 17 de julio de 2011SeñoresCOMITÉ CURRICULARUNIVERSIDAD TECNOLÓGICA DE BOLÍVARFacultad de IngenieríaCartagenaEstimados SeñoresPresentó para su consideración la monografía titulada “Diseño de Plan deMantenimiento Predictivo para la Línea de Producción Extrusión - BolsasPlásticas en la Empresa Kalusin Importing Company (KICO S.A)”comorequisito para obtener el título de Ingeniero Mecánico.AtentamenteMaría Mercedes Tapia Díaz1.143.324.641 de Cartagena
Cartagena de indias D.T. y C. 17 de julio de 2011SeñoresCOMITÉ CURRICULARUNIVERSIDAD TECNOLÓGICA DE BOLÍVARFacultad de IngenieríaCartagenaEstimados SeñoresLuego de revisar la monografía “Diseño de Plan de Mantenimiento Predictivopara la Línea de Producción Extrusión - Bolsas Plásticas en la EmpresaKalusin Importing Company (KICO S.A)”desarrollada por la estudiante MaríaMercedes Tapia Díaz; considero que cumple con los objetivos propuestos, por loque estoy de acuerdo en presentarlo formalmente para su calificación y así optarpor el título de Ingeniero Mecánico.Cordialmente,Ph.D (c) Juan Gabriel Fajardo CuadroDirector de proyecto
Cartagena de indias D.T. y C. 17 de julio de 2011AUTORIZACIÓNYo, María Mercedes Tapia Díaz identificada con cedula de ciudadanía número1.143.324.641 de Cartagena de Indias, autorizo a la Universidad Tecnológica deBolívar, hacer uso de esta monografía de grado y publicarla en el catalogo onlinede su biblioteca.Cordialmente,María Mercedes Tapia Díaz1.143.324.641 de Cartagena
Nota de aceptaciónFirma de presidente del juradoFirma del juradoFirma del juradoCartagena de indias D.T. y C. 17 de julio de 2011
Este paso no ha podido culminar sin la ayuda deDios, él me ha acompañado y me ha permitidollegar hasta aquí.También debo este proyecto a mis padres, Noely Edilma que han forjado sin descanso el caminoque hoy recorro, por su apoyo incondicional,velar por mi progreso. A mi papá por mover susrelaciones y encontrar esta empresa para mí. Ami mamá por mantener su corazón abierto yestar presente ante cualquier dificultad.Le doy gracias a mis hermanas Ketty, Julie,Yesenia y a mi sobrino Santiago por la alegría yla motivación que me transmitían día a día parallegar al final de este paso.Y sin duda, le doy las gracias a mi novio Dairopor su perseverancia, sus constantes llamadas deatención, y compañía a lo largo de este trabajo.“Es tan grande el placer que se experimenta alencontrar un hombre agradecido que vale la penaarriesgarse a no ser un ingrato”. Lucio AnneoSénecaMaría Mercedes Tapia Díaz
AGRADECIMIENTOSEn un día como hoy expreso mis agradecimientos a:Al personal de Kalusin Importing Company S.A, en especial al Ingeniero GustavoMendoza, Jefe de Producción, por brindarme su apoyo y colaboración en larecopilación de la información necesaria para el desarrollo de este proyecto.A mi director de monografía Juan Fajardo Cuadro, por sus consejos,conocimientos transmitidos y tiempo prestado durante este periodo de trabajo.A todas las personas, que directa e indirectamente me proporcionaron su ayuda ycolaboración.
APLICACIÓN DE ANÁLISIS DE CRITICIDAD Y MODOS DE FALLAS PARA UNA LÍNEADE BOLSAS PLÁSTICAS POR EXTRUSIÓNTapia Díaz, María Mercedes (1); Fajardo, Juan (2)(1) Universidad Tecnológica de Bolívar, Colombia.mariamercedes88@gmail.com(2) Universidad Tecnológica de Bolívar, Colombiajfajardo@unitecnologica.edu.coResumenPor la necesidad de posicionarse en el mercado actual, KICO S.A consideró el estudio de laimplementación de una nueva ideología de mantenimiento centrada en la predicción, teniendo encuenta la situación actual de la línea de producción extrusión‐ bolsas plásticas. En el presenteartículo se presenta el diseño de un plan de mantenimiento predictivo, basado en el conocimientodel nivel de disponibilidad en cuanto a los equipos y su capacidad de producción; consecuente aesta información se realizó un análisis de criticidad con la finalidad de jerarquizar los equipos demayor impacto dentro de línea considerada y así aplicar el análisis de modo y efecto de falla.Permitiendo seleccionar las técnicas y periodos de monitoreo para un mantenimiento apropiado.AbstracBecause of the need to position themselves in today's market, KICO S. A considered theimplementation of a new ideology of keeping focused on predictive maintenance, given thecurrent state of extrusion production line plastic bags. This article presents the design of apredictive maintenance plan, based on knowledge of the level of availability in terms of equipmentand production capacity, consistent with this information an analysis of criticality in order toprioritize teams with the greatest impact in line concerned and to apply the analysis of failuremodes and effects. Allowing the selection techniques and monitoring periods for propermaintenance.Key words: Predictive Maintenance, reliability, criticality, failure modes and effects analysis.
1.INTRODUCCIONEn la actualidad, gran parte de las inversiones enlas industrias están asociadas al mantenimientode equipos asegurando su disponibilidad yfiabilidad. Esta práctica no solo repercute encuanto a costos de reparación y mantenimiento,sino que afecta de manera directa laproductividad y capacidad de respuesta de laempresa frente a la demanda del mercado actual.Convirtiéndose en uno de los pilares dentro de laindustria, siendo una inversión que ayuda amejorar y mantener la calidad de la producción,por esta razón, es de suma importancia adoptaruna excelente estrategia de mantenimiento paralos activos.2.METODOLOGÍACon base al diagnóstico de equipos mediante elanálisis de fallas y la evaluación del estado de loscomponentes involucrados en el procesoindustrial para el caso de la Empresa considerada.Se desarrollara la idea básica de: En cuanto mejorse caracterice la vida de los activos de lacompañía, mejor puede atenderse a susnecesidades reales de mantenimiento. Por tanto,puede planificarse de forma óptima su plan demantenimiento predictivo, atendiendo a diversoscriterios2.1 ANALISIS DE MODO Y EFECTO DE FALLAEl FMEA (Análisis de Modo de Falla y Efecto) seemplea para la búsqueda y evaluación deescenarios que puedan representar un impactoadverso para la planta de proceso, identificandolos escenarios de mayor riesgo y emitiendoacciones tendientes a minimizar los mismos.La eliminación de los modos de fallas potencialestiene beneficios tanto a corto como a largo plazo.A corto plazo, representa ahorros de los costosde reparaciones, las pruebas repetitivas y eltiempo de paro. El beneficio a largo plazo esmucho más difícil medir puesto que se relacionacon la satisfacción del cliente con el producto ycon su percepción de la calidad.2.1.1CALCULO DEEFECTIVIDADINDICADORESDEDisponibilidadEs una medida de la capacidad de uso del activodurante el tiempo programado.–/(1)EficienciaEl nivel de eficiencia es una medida que indica siel equipo funciona a los máximos nivelesesperados. Mide la perdida por rendimientocausadas por el mal funcionamiento de losequipos./(2)Índice de CalidadEsta medida representa el grado de efectividadque tiene un equipo para lograr los estándares decalidad del producto que se fabrica.–/(3)Tasa de Efectividad de MantenimientoEste indicador permite determinar las pérdidasreales de los equipos medidos en tiempo.í
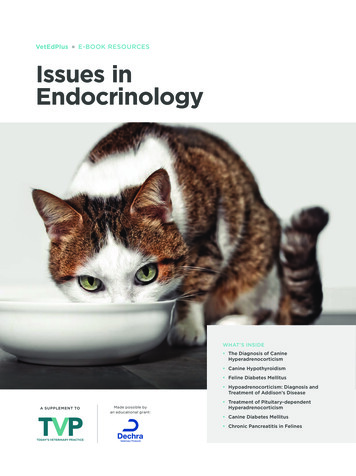
Para el establecimiento de los niveles decomportamiento del indicador de Tasa deEfectividad de Mantenimiento, se tiene lasiguiente escala1:Tabla 2‐1 Rangos de Evaluación para Índices deEfectividad2.2.2RangoPorcentajeBueno71% ‐ 100%Regular51% ‐ 70 %Mal0% ‐ 50%ANALISIS DE CRITICIDAD (CA)El análisis de criticidad es un método que permitejerarquizar instalaciones y equipos en función desu impacto global priorizando ordenes de trabajode operación y mantenimiento, diseño depolíticas de mantenimiento, selección y manejode repuestos y materiales.Donde;.1. Frecuencia de fallas: Veces que falla cualquiercomponente del equipo que produzca la pérdidade su función.Nivel de producción: Es la producciónaproximada por día de la instalación y sirve paravalorar el grado de importancia de la instalación anivel económico.1Cómo medir la gestión del mantenimiento en laempresa. MScIng Aramis Alfonso LLanes. 2006Tiempo promedio para reparar: Es el tiempopromedio por día empleado para reparar falla. Seconsidera desde que el equipo pierde su funciónhasta que esté disponible para cumplirlanuevamente.Impacto en la producción: Representa laproducción aproximada porcentualmente que sedeja de obtener (por día), debido a las fallasocurridas.Costo de reparación: Es el costo promedio porfalla requerido para restituir el equipo acondiciones optimas de funcionamiento, incluyelabor, materiales y transporte.Impacto en la seguridad personal: Es laposibilidad de que sucedan eventos no deseadosque ocasionen daños a equipos y en los cualesalguna persona pueda o no resultar lesionada.Impacto ambiental: Representa la posibilidad deque sucedan eventos no deseados que ocasionendaños en los equipos produciendo la violación decualquier regulación ambiental.Impacto satisfacción al cliente: Se evalúa elimpacto que la ocurrencia de una falla afectara alas expectativas del cliente.3.LINEA DE PRODUCCIONPLASTICAS POR EXTRUSIÓNDEBOLSASPara la fabricación de bolsas o empaquesflexibles, KALUSIN IMPORTING COMPANY S.A –KICO S.A., utiliza un proceso conocido comosoplado extrusión de película, también llamada"Proceso de película tubular" (Figura 1).En este proceso el plástico es alimentado enforma de gránulos por medio de la tolva y estransportado hacia adelante con un tornillo derotación dentro de un barril a alta temperatura,donde es ablandado por fricción y por el calor
suministrado. El plástico ablandado es forzadohacia arriba a través de un dado circular en formade un tubo hueco.Figura 3. Extrusoras de Bolsas Plásticas4.RESULTADOS4.1 ANALISIS DE MODO DE FALLA Y EFECTO4.1.1 Evaluación de Índices de EfectividadPara el calculo de estos indicadores se evaluó elmes de febrero del presente año debido a lainformacion suministrada por la empresa KalusinImportin Company S.A. para la linea deproducción Extrusión‐ Bolsas, mostrada ,72240,90,49220,7683De acuerdo a los valores obtenidoscategorizan con base a la tasa de efectividadSe formó un equipo de trabajo para recopilar lainformación requerida integrado por el ingenierode producción y personal de las diferentesdependencia en la empresa como lo sonmantenimiento, mecánica y electricidad. Luego sepreparó una lista de los equipos que formanparte del análisis de criticidad. El método essencillo y se basó exclusivamente en elconocimiento del personal que integra laempresa KICO S.A, el cual se plasmó en unaencuesta.Cabe destacar que el formato de encuesta, latabla de ponderación y la ecuación de criticidadfueron adaptados por el autor del presentetrabajo de grado tomando como base el análisishecho por PDVSA2, aunque para aplicarla a unaindustria especifica como es el caso de plásticosse debe adecuar la matriz debido a que losfactores de ponderación ya están estandarizadosy su formulación depende de un estudioprofundo de criterios de ingeniería.Para determinar la jerarquización de los equipos,es necesario que los valores de criticidadobtenidos se clasifiquen en cinco zonasespecíficas. Esta información es la que orienta latoma de decisiones, focalizando los esfuerzos enla zona de alerta peligrosa, donde se ubica lamejor oportunidad de agregar valor y aumentarla fiabilidad de los equipos.Tabla 4‐1 Índice de Efectividad de la Línea deProducciónEquipoDisponibilidad Eficiencia Ind de CalidadSelladora 10,9260,780,98Selladora 20,8330,79020,9583Selladora 30,6770,85420,9766Selladora 40,9010,78670,9683Extrusora 60,8140,88830,99Extrusora 910,92070,978Extrusora 100,6190,79550,999Extrusora 110,9010,85370,9994.1.2 Evaluación de La Criticidad (CA)seTabla 4‐2 Categorización de los activos de laLínea de ProducciónSelladora #1Tasa de Efectividadde Mantenimiento70.8Selladora #263.11RegularEquipoRangoBuenoSelladora #356.48RegularSelladora # 468.63RegularExtrusora #672.2BuenoExtrusora #990.02BuenoExtrusora #1049.22MalExtrusora # 1176.83Bueno2PDVSA, Petróleos de Venezuela S.A. E & P Occidente.
Tabla 4.4 FMEA Selladora #3A continuación se observa cada una de las zonas:ANALISIS DE MODO Y EFECTO DE FALLATabla 4‐3 Rangos de fecta la operación segura delequipo e implica una No 26,5conformidad.El equipo es operable,Moderada experimenta variaciones de14,6 – 26.5temperatura operacional.Desajustes o chirridos en elBajaequipo generan contaminación 5.6 – 14.5auditiva.El equipo es operable, peroDe menorpuede que presente necesidad 1.6 – 5.5importanciade limpiezaNinguno Ningún efecto0‐1.5Motor PrincipalAlertapeligrosaServomotorFUNCIONKALUSIN IMPORTING COMPANY S.ASelladora # 3FALLA FUNCIONALMODO DE FALLATerminal de conexión delcable eléctrico dealimentación defectuoso.Perdida de la capacidadConvertir energia electricade convertir energiaen energia mecanica, conelectrica en energiauna velocidad de 1800mecanica, con unaRPMvelocidad de 1800 RPMImpide elFallo de alimentación deldesplazamiento demotor (no recibe corrientela pelicula paraeléctrica)llegar a la cuchillaConvertir energia electricaMotor delen energia mecanicaTransportadorpermitiendo que la banda(Tenazas Reductoras) transportadora desplacela bolsa plasticaResistenciaEFECTO DE FALLAEl motor noenergiza el equipo,por tanto, no esposible mover labandatransportador,cuchillaConvertir energia electricaIncapaz de convertiren energia mecanica, conenergia electrica enuna velocidad deenergia mecanica1725RPMCalentar la planchapermitiendo realizar elcorte a la bolsa plasticaPerdida de la capacidadde convertir energiaelectrica en energiaTerminal defectuosomecanica impidiendo que Humedadla banda transportadoradesplace la bolsa plasticaImpide eldesplazamiento dela bolsa sobre lacintatransportadoraIncapacidad de calentarla plancha impidiendo un Humedadadecuado corte de laAlto voltajebolsa plasticaImpedimento paracortar la bolsaplasticaTabla 4.5 FMEA Extrusora # 10ANALISIS DE MODO Y EFECTO DE FALLATeniendo en cuenta la anterior tabla secategoriza la criticidad obtenida para cada uno delos equipos de la línea de producción Extrusión‐Bolsas plásticas, como se muestra a continuación:Tabla 4‐3 Categorización de Criticidad de losEquipos Extrusión ‐ Bolsas PlásticasEn pro de elegir la técnica de mantenimientopredictivo, se procede a realizar un análisis demodo y efecto de falla a los equipos con mayorcriticidad presentes en la línea de producción,identificando así las fallas funcionales para cadauno de los componentes. Con base a estos datosy teniendo en cuenta el modo de falla sedeterminó la técnica de mantenimientoadecuada.EQUIPOCOMPONENTEMotor PrincipalFUNCIONKALUSIN IMPORTING COMPANY S.AExtrusora # 10FALLA FUNCIONALMODO DE FALLAConvertir energiaelectrica en energia Incapaz de convertirmecanica, con una energia electrica envelocidad de 1760 energia mecanicaRPMCorto circuitoFallo de alimentación delmotor (no recibe corrienteeléctrica)Rodamientos en mal estadoEFECTO DE FALLAEl motor noenergiza el equipo,por tanto, no esposible mover lossistemasmecanicosClutch MagneticoVariar la velocidaddel tornillo delcilindroPerdida de lacapacidad deCorto Circuitovariacion deEje bloqueado porvelocidad pararodamientos dañadostornillo del cilindroEl tornillo nopermite desplazarel material hacia elmoldeMotor Halador dePeliculaTrasmitir potenciahacia el eje delrodillo, permitiendoel desplazamientode la pelicula delmaterialIncapaz detransmitir potenciaCorto circuitoal eje de los rodillosHumedadque permita elRodamientos en mal estadodeslizamiento de lapeliculaEl motor noenergiza el equipo,por tanto, no escapaz de desplazarla pelicula depolipropilenomediante losrodillosMotor del BlowerTransformar laenergia electrica enenergia mecanica,para enceder losventiladoresPerdida de lacapacidad detransformar laenergia electrica enenergia mecanica,logrando encenderlos ventiladoresPerdida de lacapacidad deventilar aire ydisipar calor de lapeliculaCorto circuitoHumedadBobinado roto o quemadoBlower deEnfriamiento dePeliculaVentilar aire ydisipar calor de lapeliculaBlower deEnfriamiento deCilindroVentilar aire ydisipar calor en elcilindro dealmacenamiento dematerialIncapaz de ventilaraire y disipar calormAcumulacion de Polvoen el cilindro deLimpieza de filtrosalmacenamiento dematerialMotor EnrolladoraConvertir energiaelectrica en energiamecanica, paratransmitir potenciaal eje deenrollamientoPerdida de lacapacidad deconvertir la energiaelectrica en energia Corto circuitoHumedadmecanica, paratransmitir potenciaal eje deenrollamientoAcumulacion de PolvoLimpieza de filtrosNo energiza elmotor del equipo(Blower)Se producerecalentamientode la pelicularespectivamenteSe produceobstruccion,impidiendo el pasodel flujo del aire y asu vez serecalentamientodel cilindroNo permiteenrollar la peliculade polipropilenoTabla 4‐6 FMEA Extrusora # 11ANALISIS DE MODO Y EFECTO DE FALLAEQUIPOCOMPONENTEMotor PrincipalMotor BombaCirculacion deAguaMotor RodilloHaladorMotorEnrrolladorSuperior eInferiorTratadorKALUSIN IMPORTING COMPANY S.AExtrusora # 11Hoja 1/2FUNCIONFALLA FUNCIONALMODO DE FALLAConvertir energiaCorto circuitoelectrica en energiaBobinado roto o quemadoIncapaz de convertir energiamecanica, con unaTerminal de conexión delelectrica en energia mecanicavelocidad de 1760cable eléctrico deRPMalimentación defectuosoConvertir energiaFallo de alimentación delelectrica en energia Incapaz de convertir energiamotor (no recibe corrientemecanica, paraelectrica en energia mecanica,eléctrica)transmitir potencia impidiendo la transmision deEje bloqueado porhacia el eje de lapotencia hacia el eje de la bombarodamientos dañadosbombaConvertir energiaPerdida de la capacidad paraelectrica en energiaconvertir energia electrica enBobinado roto o quemadomecanica, paraenergia mecanica, impidiendo el Rodamientos en mal estadohalar la pelicula pordesplazamiento de la pelicula por Manipulacion de operadoresmedio de losmedio de los rodillosrodillosConvertir energiaIncapaz de convertir la energiaelectrica en energiaManipulacion del operadorelectrica en energia mecanica,mecanica, paraHumedadimpidiendo el enrrolamiento deenrrollar la peliculaSuciedad ‐ Polvola pelicula por medio de lospor medio de losCorto circuitorodillosrodillosAumentar la tensiónIncapacidad de aumentar laManipulacion del operadorsuperficial para unatensión superficial impidiendo laSuciedad ‐ Polvoadecuada aplicaciónadecuada aplicación de tintasde tintasEFECTO DE FALLAEl motor noenergiza el equipo,por tanto, no esposible iniciar elprocesoNo permite lacirculacion de aguahacia la peliculaImpide eldesplazamiento dela pelicula depolietilenoNo permite elenrolamiento de lapelicula en losrodillos superiorese inferioresImpedimento quela bolsa no quedeapta para laimpresión
5.CONCLUSIONES Selladora # 3 posee menor índice dedisponibilidad, lo que representa unamínima probabilidad de encontrarseapta para la ejecución de sus funcionesen cuanto se requiera.De igual manera, la evaluación de losindicadores para la selladora 1, 2 y 4arrojó una tasa de efectividad demantenimiento con valores que oscilanentre 70% y 63%; mientras que para laselladora # 3 se cuantifica un 56.48% locual refleja prioridad en cuanto amantenimiento oportuno.De acuerdo, con el análisis de criticidadse tiene que la selladora número 3obtuvo un ponderado de 26,825;mientras que en el conjunto deextrusoras se encontraron valorescercanos a los 46 puntos, comoconsecuenciadelimpactoquerepresenta la producción que se deja deobtener (Bolsas Plásticas) por fallasocurridas. Estos resultados indican quese presentan tres equipos críticos dentrode línea nombrando así la selladora 3 laextrusora 10 y la N 11. Teniendo en cuenta los indicadores deefectividad, el análisis de modo ‐ efectode falla y calculo de criticidad efectuadosa los diferentes equipos (Selladoras,Extrusoras e Impresora) de la línea deproducción de Extrusión – Bolsaslosplásticassedestacaquecomponentes con mayor riesgo a fallarsonlosMotoresEléctricos,Servomotores, Resistencias y Blowerspertenecientes a los diferentes sistemasdel equipo los cuales representan unimpacto anormal en la plantaminimizando la producción. Por tanto seseleccionaron las técnicas de análisis devibracionesenlosdiferentescomponentes y termografía infrarroja.6.REFERENCIAS BIBLIOGRAFICAS[1] Cristian Harold Ostermann Wagner. Desarrolloy Aplicación de un método de AnálisisCuantitativo y Cualitativo de Fallas de laMaquinariaMinera.Master’sThesis,Departamento de Ingeniería Mecánica, 1998.[2] Dr. Ing. Rodrigo Pascual J. Gestión Modernadel Mantenimiento. Dpto. Ing. Mecánica,Universidad de Chile, 2002.
TABLA DE CONTENIDOINTRODUCCIÓN. 23OBJETIVO GENERAL . 25OBJETIVO ESPECIFICO. 261.GENERALIDADES DEL MANTENIMIENTO . 271.1 TIPOS DE MANTENIMIENTO . 281.1.1 Mantenimiento Proactivo (MPA) . 281.1.2 Mantenimiento Reactivo (MPR) . 291.2 TIPOS DE FALLAS . 301.2.1 Fallas Primarias . 301.2.2 Fallas Secundarias . 302.GUIA DE MANTENIMIENTO PREDICTIVO . 312.1 VENTAJAS . 322.2 Desventajas . 322.3 METODOLOGÍA PARA DESARROLLAR UN PLAN DE MANTENIMIENTOPREDICTIVO . 332.3.1 Análisis del Sistema Bajo Estudio . 332.3.2 Selección de Equipos Críticos (Análisis de Criticidad) . 332.3.3 Efectuar Análisis de Modo y Efecto de Falla (FMEA) . 362.3.4 Determinar los Parámetros Factibles a Monitorear . 382.3.5 Seleccionar la Técnica y el Método de Mantenimiento Predictivo . 382.3.6 Elaborar los Procedimientos Detallados de la Rutina de MantenimientoPredictivo . 392.4 EFECTIVIDAD DEL MANTENIMIENTO PREDICTIVO . 392.4.1. Disponibilidad . 392.4.2. Eficiencia . 402.4.3 Índice de Calidad . 402.4.4 Tasa de Efectividad de Mantenimiento . 412.5 TÉCNICAS DE MONITOREO PREDICTIVO . 42
2.5.1 Inspección Visual. 442.5.2 Análisis de Aceite . 442.5.3 Análisis de Vibraciones . 472.5.4 Inspección por Ultrasonido . 552.5.5 Inspección de Circuitos Eléctricos en Motores . 602.5.6 Inspección Termográficas . 632.5.8 Inspección Mediante Partículas Magnéticas. 703. DESCRIPCIÓN DEL PROCESO DE EXTRUSIÓN - BOLSAS PLÁSTICAS DEKICO S.A . 733.1 EXTRUSION – BOLSAS PLÁSTICAS . 733.2IMPRESIÓN . 743.3SELLADO . 753.4 FICHA TÉCNICA DE LOS EQUIPOS DE EXTRUSION – BOLSA PLASTICA. 764.ANALISIS DE MODO Y EFECTO DE FALLA . 804.1INDICADORES DE EFECTIVIDAD PARA ACTIVOS DE LA LINEA DEPRODUCCION EXTRUSION – BOLSAS PLASTICAS . 804.1.1 Calculo del Indice de Disponibilidad para la Linea de Extrusion- Bolsa. 814.1. 2 Calculo del Indice de Eficiencia para la Linea de Extrusion- Bolsa . 824.1.3 Calculo de Indice de Calidad para Linea de Extrusion- Bolsa . 834.1.4 Calculo de Tasa de Efectividad de Mantenimiento para la Linea deExtrusion – Bolsas Plasticas . 844.2ANALISIS DE CRITICIDAD . 854.2.1 Resultados Análisis de Criticidad . 914.3 ANALISIS DE MODO Y EFECTO DE FALLA . 975. SELECCION DE TÉCNICA Y PERIODO DE EJECUCIÓN PARA ELMANTENIMIENTO PREDICTIVO. 1025.1 SELECCIÓN DE TECNICAS DE MANTENIMIENTO PREDICTIVO . 1025.2 PERIODOS DE MONITOREO . 1035.2.1 Monitoreo Análisis de Vibraciones . 1035.2.2 Monitoreo Mediante Termografía Infrarroja . 1055.3 PROGRAMA DE MANTENIMIENTO PREDICTIVO ANUAL . 1066.RESULTADOS. 108
7.RECOMENDACIONES . 111ANEXOS . 113
LISTA DE TABLASTabla 2-1 Rangos de Criticidad. 35Tabla 2-2 Rangos de Evaluación para Índices de Efectividad . 41Tabla 2-3 Categorías Técnicas de Mantenimiento Predictivo . 42Tabla 2-4 Algunas Técnicas Predictivas y su Aplicabilidad . 43Tabla 2-5 Pruebas que se Realizan en Aceites Industriales . 45Tabla 2-6 Cantidad de Muestra por Tipo de Aceite. 46Tabla 2-7 Categorías de las Maquinas a partir de su Velocidad . 51Tabla 2-8 Severidad de los Equipos a Partir su Velocidad y Clase . 51Tabla 2-9 Acciones a Ejecutar para Mantenimiento Predictivo de Rodamientos . 59Tabla 3-1 Ficha Técnica de las Selladoras 1- 4 . 76Tabla 3-2 Ficha Técnica de las Extrusoras . 77Tabla 3-3 Ficha Técnica de la Extrusora #11 . 78Tabla 3-4 Ficha Técnica de la Impresora . 79Tabla 4-1 Indicador de Disponibilidad para Selladoras . 81Tabla 4-2 Índice de Disponibilidad Extrusora . 82Tabla 4-3 Eficiencia para Selladoras . 82Tabla 4-4 Índice de Eficiencia Extrusoras . 83Tabla 4-5 Índice de Calidad Selladoras . 83Tabla 4-6 Índice de Calidad Extrusoras . 84Tabla 4-7 Tasa de Efectividad de las Selladoras . 84Tabla 4-8 Tasa de Efectividad de Extrusora .
Luego de revisar la monografía "Diseño de Plan de Mantenimiento Predictivo para la Línea de Producción Extrusión - Bolsas Plásticas en la Empresa Kalusin Importing Company (KICO S.A)"desarrollada por la estudiante María Mercedes Tapia Díaz; considero que cumple con los objetivos propuestos, por lo