Transcription
SteeltecESP 65
02Stahl für mehr WettbewerbskraftSeit Jahrhunderten gehört Stahl zu den wichtigsten Werkstoffen überhaupt. Wir stellen ihn in der Qualität und Beschaffenheit her, die es unserenKunden möglich macht, im immer härter werdenden Konkurrenzkampferfolgreich zu sein. Stahl von Steeltec wird dort eingesetzt, wo Präzisionsteile höchste Anforderungen erfüllen müssen; millionenfach, sicher undverlässlich über Jahre hinweg. Teile, die gleichzeitig rationell und zutiefsten Kosten produziert werden müssen. Die Anforderungen an denStahl verändern sich. Was bleibt, ist die Leidenschaft, sie immer besser zuerfüllen: gestern, heute und in Zukunft.
ESP 65ESP 65Der Werkstoff für modernste Bearbeitungstechnologie:» hohe Schnittgeschwindigkeiten» höhere Werkzeugstandzeiten» prozesssicherer Spanbruch» Geisterschichten Markante Kostenvorteile03
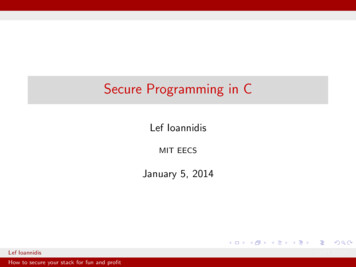
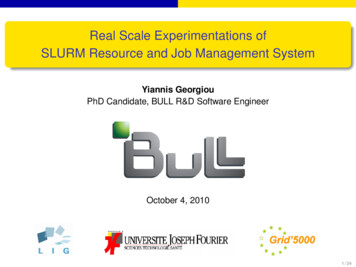
04ESP 65TEILEKOSTENVERGLEICH ESP 65/16MNCRS51086Kosten420MaterialESP eifen(konstanterVerzug)Summe ESP 65Summe 16MnCrS5Auf modernste Zerspanungstechnologieabgestimmter WerkstoffDie Anforderungen an Konstruktionswerkstoffe sind heute sehr hoch– vor allem wenn es gilt, die Leistungsfähigkeit moderner Zerspanungsmaschinen voll auszunutzen. Gefragt sind Werkstoffe mit optimalerBearbeitbarkeit und hoher Gleichmässigkeit der Eigenschaften. ESP 65erfüllt diese Anforderungen. ESP 65 wurde als spezieller Einsatzstahl fürdie Zerspanung entwickelt. Hinsichtlich der Bearbeitbarkeit ist er einem16MnCr5 und 16MnCrS5 deutlich überlegen.ESP 65 kann seineVorteile voll ausspielen,wenn es darum geht,Drehteile mit hohemESP 65 senkt die ProzesskostenDurch die sehr gute Bearbeitbarkeit von ESP 65 werden die Bearbeitungszeit gesenkt unddie Werkzeugstandzeit erhöht. Dies senkt sofort die Prozesskosten und erhöht gleichzeitigdie Produktivität.Zerspanungsanteilund/oder ungünstigerTeilegeometrie wirtschaftlich herzustellen.Gleichmässige Werkstoffeigenschaften von ESP 65 erlauben das Einhalten engsterToleranzen schon beim Drehen und ergeben ein gleichmässiges Verzugsverhalten beimHärten. Zusätzliche Arbeitsschritte wie Richten und Schleifen können unter Umständenentfallen, oder es kann mit minimalem Schleifaufmass gearbeitet werden. Dies reduziertdie Prozesskosten erheblich und erhöht gleichzeitig die Produktivität. MaschinengerechteAusführung und Lieferform mit besonderer Geradheit der Stäbe führen zu einer hohenProzesssicherheit. Das bedeutet höheres Ausbringen und weniger Maschinenstillstand.FazitMit ESP 65 fertigen Sie rationeller, steigern die Qualität und senken nachhaltig die Kosten.
Prozess eichung C und SH 25 mm0,50 mm/m 25 mm0,30 mm/m SL0,25 mm/mSpezielle Geradheitsforderungen auf AnfrageHERSTELLPROGRAMMStahlsorteAusführungESP 65gezogen, rund6 – 80geschält, rund18 – 125geschliffen, rundDimensionsbereich in mm6 – 80» Kennfarbe Stirnseite: nussbraun» Stablängen: Standard 3 m, andere Längen auf Anfrage» Oberflächenbeschaffenheit und Oberflächengüteklasse 2 gemäss EN 10277-1Toleranzh9h9/h11 IT 6
Der Werkstoff für modernste BearbeitungstechnologieDie feinverteilten Bleieinlagerungen beeinflussen die statischen Festigkeitseigenschaftenin keiner Weise. Die maximal erreichbare Oberflächenhärte nach dem Einsatzhärten liegtbei ca. 60 HRC (entspricht ca. 700 HV ). Die Jominy - Werte entsprechen den Werten eines16MnCr5 oder 16MnCrS5 mit eingeengten Härtbarkeitsstreubändern HH.
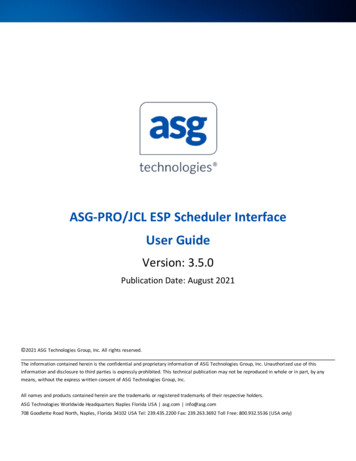
07ESP 65CHEMISCHE ZUSAMMENSETZUNGSCHMELZANALYSE IN chungen Stückanalyse von der Schmelzanalyse gemäss EN 10277- 4MECHANISCHE itRmN/mm2BruchdehnungA5%HärteHB-2 C SH 300 300500 – 740500 – 630 12 13140 – 240140 – 1871 N/mm² 1 MPaHÄRTBARKEITSWERTE HHABSTAND VON DER ABGESCHRECKTEN STIRNFLÄCHE IN mmHärte 292827min.423935322926242220----nach DIN EN 10084Bestens geeignet für AntriebsteileTypische Einsatzgebiete für ESP 65 sind zerspanungsintensive Teile wie:Zahnräder, Schneckenräder, Teller- und Getrieberäder, Getriebeteile, Steuerungsteile,Wellen und Zapfen.GefügeFeinverteilte Bleieinlagerungen und ein gezielter Herstellprozess verleihen dem WerkstoffZerspanungseigenschaften ähnlich einem Automatenstahl. Bearbeitungsspannungenwerden dadurch auf ein Minimum begrenzt, was das Verzugsverhalten der Werkstückebeim Härten positiv beeinflusst.GleichmässigkeitDurch die Gleichmässigkeit seiner Eigenschaften und die gute Zerspanbarkeit hebt sichder ESP 65 in den zwei wichtigsten Anforderungen deutlich von den sonst verwendetenStandardstählen ab.
08
ESP 65VerarbeitungshinweiseWärmebehandlungESP 65 eignet sich für die Einsatzhärtung nach allen gängigen Verfahren. Die Wärmebehandlung erfolgt unter den gleichen Bedingungen wie sie bei Einsatzstählen ähnlicherZusammensetzung zum Einsatz kommen. Es gelten die Empfehlungen und Kennwerte für16MnCrS5 nach EN 10084.KaltumformungESP 65 eignet sich für alle gängigen Verfahren der spanlosen Formgebung. Typische Anwendungsfälle sind Biegen, Kanten, Stauchen, Gewinderollen und Taumelschmieden. Jenach Anwendungsfall ist ein vorgängiges Weich- oder GKZ-Glühen erforderlich.SchweisseignungESP 65 ist bei Einhaltung erprobter Schweissbedingungen zum Beispiel für die Abbrennstumpfschweissung und Schmelzschweissung geeignet. Bei der Schmelzschweissungsind jedoch besondere Vorsichtsmassnahmen wie Vorwärmen anzuwenden. Für die Elektronenstrahlschweissung ist ESP 65 nicht geeignet.OberflächenveredelungMit ESP 65 können die meisten Veredelungsverfahren durchgeführt werden. Bei einerOberflächenveredelung ist geschliffenes Material empfehlenswert.09
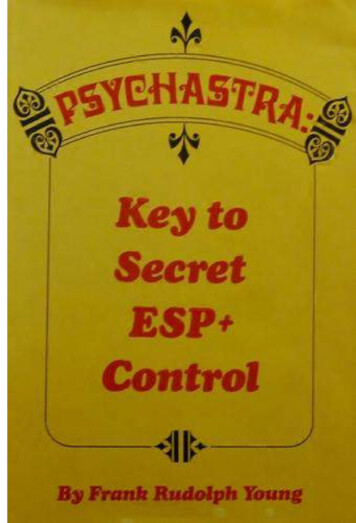
10ESP 65ORIENTIERUNGSWERTE FÜR UNTERSCHIEDLICHE ZERSPANUNGSPROZESSEZERSPANUNGSRICHTWERTE vC [m/min] UND f [mm/U]Bearbeitungsprozessvc / fBearbeitungESP 65Mehrspindeldrehen – CNC(HM beschichtet)vcSchruppen240 – 300fvc0,20 – 0,60Schlichtenfvc0,15 – 0,40Stechen /AbstechenfMehrspindeldrehen – Kurven(Längsdrehen – HM beschichtet)vcSchruppenDrehen – CNC(HM beschichtet)SchlichtenLangdrehen – CNC(HM beschichtet)Stechen /Abstechen180 – 2500,05 – 0,30Schlichtenfvc160 – 2400,10 – 0,50Schruppenfvc260 – 3200,15 – 0,40fvc240 – 3000,20 – 0,60fvc110 – 1700,10 – 0,40Schruppenfvc170 – 2300,05 – 0,20Stechen /Abstechenfvc160 – 2200,05 – 0,20Schlichtenfvc160 – 2200,10 – 0,50fvc260 – 320180 – 2500,05 – 0,30Stechen /Abstechen80 – 140f0,05 – 0,25vc150 – 200f0,10 – 0,30Bohren(HSS beschichtet)vc40 – 70f0,05 – 0,30Reiben(HM beschichtet)vc20 – 40f0,20 – 0,40Strehlen – HM beschichtetvc120 – 170Schneiden – HM beschichtetvc12 – 20Formen – HSS beschichtetvc10 – 30Bohren(Vollbohrer – HM beschichtet)Gewinde (Innen-/Aussengewinde)Werte in Abhängigkeit von Maschinenstatik, Schneidengeometrie, Kühlschmierstoff, Dimensionenund Bohrerdurchmesser
11Änderungen, Irrtümer undDruckfehler vorbehalten.Produktspezifische Datenblätter haben Vorrang vorden Angaben in diesemKatalog. Die gewünschtenLeistungsmerkmale sindnur dann verbindlich, wennsie bei Vertragsschlussausschliesslich vereinbartwerden.
STEELTEC Groupwww.steeltec-group.comTechnical inquiries: technical.support@steeltec-group.comCommercial inquiries: commercial@steeltec-group.comSteeltec AGEmmenweidstrasse 72CH - 6020 EmmenbrückePhone 41 41 209 6363Steeltec GmbHEupener Strasse 70D - 40549 DüsseldorfPhone 49 211 9572 2315Steeltec A/SStrømmen 6DK - 9400 NørresundbyPhone 45 9817 1211Steeltec Celik A.S.Pelitli Köyü Pelitli Yolu Cad. No 197TR - 41400 Gebze - KOCAELÍPhone 90 2626 783 800Find your local contactwww.swisssteel-group.comSTEELTEC GROUP 01/2016Steeltec Boxholm ABNordenstens väg 2S - 59012 BoxholmPhone 46 142 55 100
ESP 65 eignet sich für alle gängigen Verfahren der spanlosen Formgebung. Typische An-wendungsfälle sind Biegen, Kanten, Stauchen, Gewinderollen und Taumelschmieden. Je nach Anwendungsfall ist ein vorgängiges Weich- oder GKZ-Glühen erforderlich. Schweisseignung ESP 65 ist bei Einhaltung erprobter Schweissbedingungen zum Beispiel für die .