Transcription
International Journal of Mechanical And Production Engineering, ISSN: 2320-2092,Volume- 2, Issue- 4, April-2014INVESTIGATION AND ANALYSIS OF METAL CASTING DEFECTSAND DEFECT REDUCTION BY USING QUALITY CONTROL TOOLS1ANIRUDDHA JOSHI, 2L.M.JUGULKAR1M.Tech Automobile Engineering, R.I.T. College, Islampur, India, 2Prof. Automobile Engineering, R.I.T College,Islampur, Maharashtra, IndiaE-mail: aditya3909@gamil.com, lalitkumar.jugulkar@ritindia.comAbstract- Casting has various processes like Pre casting Processes, pattern making, core making, molding and mold assemblymaking, Casting Processes, furnace charging, melting, holding and pouring, and Post casting Processes, shakeout, inspectionand dispatch etc. In India there are many foundry have followed conventional and manual operations. Today’s competitiveenvironment has, lower manufacturing cost, more productivity in less time, high quality product, defect free operation arerequired to follow to every foundryman. Mold shifting, Crushing, Lower Surface finish, Shrinkage, Porosity, Cold shut andExtra material are common casting defects due to these manual operations. These defects directly affect on productivity,profitability and quality level of organization. In this paper all data presented is taken from one foundry. This paper presentsall data of manual metal casting operations and defects leads to rejection for this organization. The paper also representsanalysis of these defects with Pareto and Cause and Effect diagrams to know correct cause and correct remedial factors toimprove quality level and productivity of organization.Keywords- Manual Metal Casting Activities, Casting Defects, Pareto Analysis and Cause and effect DiagramI.The defects need to diagnose correctly hence Paretochart and Cause and Effect Diagram have been used toidentify and classify the reasons that are responsiblefor defective casting production and lowerproductivity of organization.INTRODUCTIONMetal casting is one of the direct methods ofmanufacturing the desired geometry of thecomponent. Casting or the process of foundry is veryefficient and effective manufacturing process, whichcan transforms raw material into discrete output. Theprinciple of manufacturing of casting involvescreating a cavity inside a sand mould and then pouringmolten metal directly into mould cavity. Casting isvery versatile process being used for number ofengineering applications in today’s world. Anautomotive component is common and popularapplication of metal casting. There are severalmethods involved for production of metal casting likemanual and automatic.II.LITERATURE REVIEWWilson et al. (1993) have defined the Root CauseAnalysis as an analytical tool that can be used toperform a corrective and comprehensive, system basedreview of critical defects. It includes the identificationof the root and contributory factors, determination ofdefect reduction strategies, and development of actionplans along with measurement strategies to evaluatethe effectiveness of the plans.In India manual casting production method is mostcommon in number of foundries. The activitiesinvolved in casting process are, Pattern making forcreation of mold box, Core making for insertion inmold assembly, fitting of pattern, gating system andsand for mold preparation, remove prepared mold andplaced for pouring, fill the mold cavity with moltenmetal, allow it to solidify and at last, remove thecooled desired casting. These activities are commonlyused because of its simplicity in process, economic tooperate and easy to produce small size castings. In thiswork manual metal casting operations of anautomotive component producing foundry are studiedwhere components of different size and shape areproduced. In this study defects of casting processes areknown which directly affecting rejection level oforganization and reduces productivity and qualitylevel of industry.Canadian Root Cause Analysis Framework (2005)says that root-cause analysis is an importantcomponent of understanding of defects. The teambegins by reviewing an initial understanding of theevent and identifying unanswered questions andinformation gaps. The information-gathering processincludes interviews with staff, who were directly andindirectly involved, examination of the physicalenvironment where the event and other relevantprocesses took place, and observation of usual workprocesses. This information is analyzed into a finalunderstanding, which is then used by the team tobegin portion of the analysis. Similarly, to solve aproblem, one must first recognize and understandwhat is causing the problem. This is the essence of rootcause analysis. According to Perzyk (2007) case studyin foundry industry by, Pareto chart shows that theInvestigation and Analysis of Metal Casting Defects and Defect Reduction by Using Quality Control Tools87
International Journal of Mechanical And Production Engineering, ISSN: 2320-2092,foundry staff should concentrate on reducing defectslike ’sand inclusions’ and ‘gas holes’, which make up72% of all defects. Pareto diagrams can therefore beparticularly useful in defining the targets. Paretocharts show the most frequently occurring factors andhelp to make the best use of limited resources bypointing at the most important problems to analyze.Volume- 2, Issue- 4, April-2014applies Pareto analysis to all defects and finds majorand minor contributors. So finally author appliescause and effect diagrams to each defect and find outmain factor. So they suggest cause and effect diagramis very use full in indicating the appearance ofabnormalities of process in the form of excessivevariations of process parameters. Uday A. Dabade andRahul C. Bhedasgaonkar (2013) have put theiremphasis on casting defect analysis using Design ofExperiments and Computer Aided Casting SimulationTechniques. They work to analyze the sand relatedand methoding related defects in green sand casting.They applied Taguchi based orthogonal array forexperimental purpose and analysis was carried outusing Minitab Software for analysis of variance andanalysis of mean plot. Also they worked for shrinkageporosity analysis using casting simulation techniqueby introduction of new gating system design. So theresults obtained to them with new gating and feedingsystem design are reduction in shrinkage porosityabout 15% and improvement in yield about 5%. Fromthe literature review it is revealed that successfulapplication of Pareto analysis and CED cansignificantly reduce the defects of manual castingoperations and increases efficiency. In this paper sandpreparation, mold making, pouring and shakeoutprocesses are considered for reducing defects rate.Chandna and Chandra (2009) studied forgingoperation that produce six cylinder crankshafts used intrucks and buses. With the help of Pareto diagramscritical areas are identified and forging defects ofcrankshaft have been prioritized by arranging them indecreasing order of importance. Then Cause andEffect Diagram (CED) is applied to explore possiblecauses of defects through brain storming session andto determine the causes, which have the greatesteffect. The corrective measures reduce the rejectionrate from 2.43% to 0.21%.Khekalei et.al (2010) presented another case ofwastage reduction in a belt manufacturing industrylocated in the Virabha, India which produces worldclass automotive belts and hoses. The main rawmaterial for producing this automotive belt is rubber.Others raw materials are biased fabric and cord. Frommany years consumption of raw material was nottaken seriously as rubber is reusable. But other rawmaterial that is biased fabric and cord consumptionwas increased drastically which resulted in increasedin the production cost of belt and reduced profitmargin. Wastages in the belt manufacturing processare- cord wastages, fabric wastages, and in-processwastages. Cord and fabric wastages occurred duringdrum building process while in-process wastagesoccurred during cutting operation. DMAIC (Define,Measure, Analyze, Improve and Control) has beenused to reduce cord wastages in belt manufacturing.The analyze phase focuses on the potential causes thatare identified by using cause-and-effect diagram,which have the maximum impact on the operationalwastages. CED presents a chain of causes and effects,sorts out causes, organizes relationship betweenCritical-To-Quality (CTQ) and root causes. Afteranalyzing collected data, it is found out that tensionsetting in drum building and left over cord were themajor causes for high cord wastage. The result showedreduction in cord wastage from 549531 to 17240, alsothe Sigma Level is improved from 1.37 to 3.6.III.METHODOLOGY OF THE STUDYThere are varieties of problems related to productquality and productivity in industries due to varyingdegrees of abnormality and inefficiency, whichultimately causes rejection of components. The studyconducted in automotive component manufacturingfoundry where mold shifting, crushing, shrinkage,porosity, flashes, surface finish, buckling and coldshut-Mis-run are the most important defects observed.The percentage occurrence of these defects is moldshifting 5.30%, crush 2.11%, shrinkage 4.34, coldshut/Mis run 3.14%, surface finish 4.56%, buckling4.66%, porosity 3.32%, fins/ flashes 6.89%. Thedefects are due to improper mold making process,improper sand preparation process and improperpouring process. In this paper, the identification ofdefects corresponding to manual operations has beentaken. With the help of Pareto diagrams, the defects inevery step are arranged in decreasing order ofoccurrence. The cause and effect diagram is used toorganize and graphically show interrelation shipbetween various causes of problems.Mohiuddin Ahmed, Nafis Ahmad (2011) works forminimization of defects in lamp production process byapplication of Pareto analysis and Cause and EffectDiagram. They worked for zero waste and zero defectaim. They studied all lamp production process with itsproduction data. They also work for data collection ofall steps involved for lamp production with monthwise rejection in group production system. The authorIV.OVERVIEW OF PRODUCTION LINEAn automotive components like Engine flange,Engine flange, Cylinder head cover, Bearing Housing,Flange for Inlet, Housing for Crank Shaft, TranceCase Cover, Pipe for Turbocharger, Inlet Hose, PillowInvestigation and Analysis of Metal Casting Defects and Defect Reduction by Using Quality Control Tools88
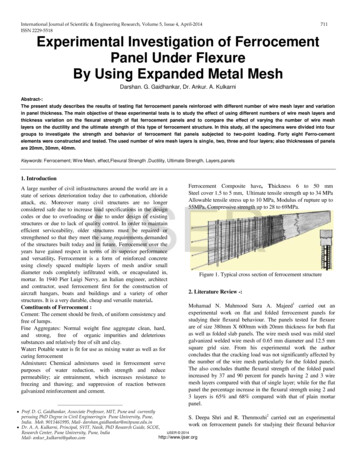
International Journal of Mechanical And Production Engineering, ISSN: 2320-2092,Block, Base Plate And Housing Lever etc. areproduced in foundry which is studied.Volume- 2, Issue- 4, April-20141. Sand Preparation:In foundry industry sand is used for mold makingprocess. In this industry there are three mullers whichare used for mulling and mixing of sand with otherconstituents like water, bentonite etc. all the processrelated to mulling like insertion of sand etc. is donemanually. So due to this manual operation sandproperties are not properly obtained and production ofprepared sand is in less quantity. So it reflects onoverall productivity of mold boxes.All these components are manufactured in thisfoundry with manual operations of sand preparation,mold making, melting, pouring and shakeout. So, allthe process details are explained below with processflow chart. The process flow chart clears alloperational details with sequence of operationsoccurred in foundry industry. But manual activitiesare explained in detail below.2. Mold Making:Mold is nothing but small cavity which when pouredwith molten metal produces a casting of desired shape.The process of this making mold with mold assemblypreparation is known as mold making. Mold makingis a major important process of sand casting. Infoundry industry this mold making process isperformed manually with hand controlled tools. Theactivities like placing of pattern, mold box, insertionof sand, insertion of gating system components,ramming of sand in mold box and mold assemblyformation are some processes which are followedmanually. In organization cope and drag molds areused.Although, the metal casting producing plants arejobbing or production type, the basic operations arenever going to change for any component of metalcasting.The foundry studied has jobbing type of metal castingoperations. So to operate this plant skilled labours arerequired. Hence this is totally labour dependantorganization. The foundry industry has variety ofoperations which are performed for production ofrequired sized and shaped metal casting withfollowing process sequence shown in figure.1.Activities performed manually are:Figure 1 Process Flow Chartladles are there which are used to pour molten metal inmold box.4. Shakeout:After molten metal has been poured into mold boxes itis permitted to cool and solidify. When the casting hassolidified it is removed from molding box. Thisoperation is marked as Shakeout. In organization3. Pouring:Pouring is the process of foundry which is nothing butinsertion of molten metal in molds for production ofcasting. Pouring section includes ladles which areused to pour the molten metal in molds. Preparedmolten metal is poured in ladles which are taken awayto pour into molds manually. In industry four handInvestigation and Analysis of Metal Casting Defects and Defect Reduction by Using Quality Control Tools89
International Journal of Mechanical And Production Engineering, ISSN: 2320-2092,shakeout is also done manually. The process likedump the mold assembly upside down on ground.Break the sand around the casting by striking againstthe sand with the back of hammer, the casting canthen be pulled out of the sand with the hook bar etc .soall is done manually.V.VII.Volume- 2, Issue- 4, April-2014CAUSE AND EFFECT DIAGRAMSCause and Effect Diagram is one of the approaches toenumerate the possible causes. Following sectionshows all cause effect diagram for all defects occurredin organization All below figures shows the cause andeffect diagrams for
Investigation and Analysis of Metal Casting Defects and Defect Reduction by Using Quality Control Tools 89 Block, Base Plate And Housing Lever etc. are produced in foundry which is studied. All these components are manufactured in this foundry with manual operations of sand preparation, mold making, melting, pouring and shakeout. So, all the process details are explained below with process .