Transcription
Introduction to APQP 2013 Eaton. All Rights Reserved.
DesLaunchPlanignAeveroppatil daMaintain high quality products while keeping projects on schedulewith transparent task management and collaboration tools.VAPQP – Advanced ProductQuality Planning overview 2013 Eaton. All Rights Reserved.
Presentation Overview Scope of TrainingWhat is APQPProject RequirementsDetail on APQP phase – inputs and outputsWhy Do APQPLessons learnedKey Take Aways 2013 Eaton. All Rights Reserved.3
Training Scope – Need to accomplish Introduces the concept of Advanced ProductQuality Planning (APQP) process. Defines a typical program management phasereview discipline (PRD) Highlights the Inputs/Outputs of each stage Details process interfaces Relates importance of each element to thewhole Steps through APQP Tool Kit Explains Levels and Elements of PPAP Highlights Eaton’s expectations for externalsuppliers. 2013 Eaton. All Rights Reserved.4
What is APQP?Advanced Product QualityPlanning Cycle Advanced Product Quality Planningmethod to assure that a product satisfiesthe customer (both internal andexternal). The goal of APQP is to facilitatecommunication with everyone and toassure that all required steps arecompleted on time Each Advanced Product Quality Plan is unique and is a living document. Particular emphasis must be placed on identifying high risk long leadrequirements or items which require focused upfront, effort. 2013 Eaton. All Rights Reserved.5
APQP BackgroundAutomotive industryAutomotive industry challenges: Innovation, more complex product Reduce NPD times Complicated Supply chainAutomotive IndustryAction Group Increasing customer and qualityrequirementsSolution: Ford, GM, Chrysler APQP Task Forcejointly developed in the late 80’s tostandardize their respective supplierquality systems. 2013 Eaton. All Rights Reserved.6
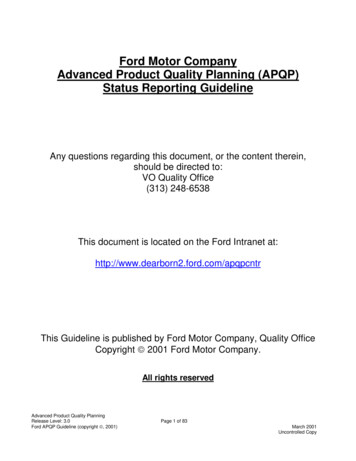
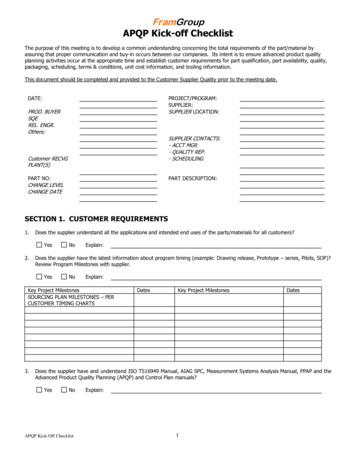
APQP – timing chart and phases - AIAGThe Advanced Product Quality Planning process consists of four phases and five majoractivities and has some 20 supporting tools (e.g. DFMEA, PFMEA, CTQ, SpecialCharacteristics, Control Plan, SPC) along with ongoing feedback assessment and correctiveaction. 2013 Eaton. All Rights Reserved.7
APQP Inputs and OutputsProduct Design& DevProcess Design& DevProduct & ProcessValidation Process Flow ChartOutput Product/ProcessQuality System ReviewOutputOutput Packaging StandardsFeedback, Assessment& Corrective ActionInputPlan & DefineProgramInputPrepare forAPQP Production Trial Run Measurement SystemsEvaluation Floor Plan Layout Preliminary ProcessCapability Study Characteristics Matrix Production Part Approval Process Failure Modeand Effects Analysis(PFMEA) Production ValidationTesting Pre-Launch ControlPlan Production Control Plan Process Instructions Measurement SystemsAnalysis Plan ReducedVariation CustomerSatisfaction Delivery andService Packaging Evaluation Quality Planning Sign-Offand Management Support Preliminary ProcessCapability Study Plan PackagingSpecifications Management Support 2013 Eaton. All Rights Reserved.8
The key to success is the development of acomprehensive project quality plan: Identify all tasks; Assure the effort for all tasks is plannedfor all functions involved; Monitor progress and effort against theplan. 2012 Eaton Corporation. All rights reserved.
APQP – timing chart in relation to Phase Gate Review DisciplinePhase 0InitiationPhase 1Phase 3Phase 2DefinitionDesign andDevelopmentPhase 4ValidationConceptPhase 5LaunchPhase 6Project CloseMarket analyses / VOCMarket LaunchProduct DesignProcess DesignSupplierValidationProductionBusiness PlanProject Management 2013 Eaton. All Rights Reserved.10
1. Plan and Define ProgramOUTPUTS:INPUTS: Voice of the Customer Market Research Reliability & Quality goals Historical Warranty andQuality Information CONC* targets Team ExperienceAssure thatcustomer needsand expectationsare clearlyunderstood. Design Goals Preliminary Bill ofMaterials Business Plan/MarketingStrategy Preliminary Process FlowChart Product/Process BenchmarkData Preliminary list of SpecialProduct and ProcessCharacteristics Product/ProcessAssumptions Product Reliability Studies Product Assurance Plan Management Support The inputs and outputs applicable to the process may vary according to theproduct process and customer needs and expectations. *CONC Cost of Nonconformance – New with Eaton Integration 2013 Eaton. All Rights Reserved.11
2. Product Design and Development - 1OUTPUTS:INPUTS: Design Goals Reliability & Quality goalsDesign Failure Mode and Effects Analysis(DFMEA) Design For Manufacturability and Assembly Preliminary Bill ofMaterials Design Verification Design Reviews Prototype Build – Control plan Engineering Drawings (Including Math Data) Engineering Specifications Material Specifications Drawing and Specification Changes New Equipment, Tooling and FacilitiesRequirements Special Product and ProcessCharacteristics Gages/Testing Equipment Requirements Team Feasibility Commitment Management Support Preliminary Process FlowChart Preliminary list of SpecialProduct and ProcessCharacteristics *Develop design into Product Assurance Plana near final form.Prototype andfeasibility studies –volumes, schedule,manufacturing.* New with Eaton Integration – Added granularity around Critical To Quality (CTQ)special characteristics – Two Types now available to select from Required ControlDimensions (RCD) and Statistically Toleranced Dimensions (STD). 2013 Eaton. All Rights Reserved.12
3. Process Design and DevelopmentINPUTS:Develop amanufacturingsystem and itsrelated controlplans to achievequality products. Design Failure Mode and Effects Analysis(DFMEA) Design For Manufacturability andAssembly Design Verification Design Reviews Prototype Build – Control Plan Engineering Drawings (Including MathData) Engineering Specifications Material Specifications Drawing and Specification Changes New Equipment, Tooling and FacilitiesRequirements Special Product and ProcessCharacteristics Gages/Testing Equipment Requirements Team Feasibility Commitment Management SupportOUTPUTS: Packaging Standards Product/Process Quality SystemReview Process Flow Chart Floor Plan Layout Characteristics Matrix Process Failure Mode andEffects Analysis (PFMEA) Pre-Launch Control Plan Process Instructions Measurement Systems AnalysisPlan Preliminary Process CapabilityStudy Plan Packaging Specifications Management Support 2013 Eaton. All Rights Reserved.13
4. Product and Process ValidationINPUTS: Packaging Standards Product/Process Quality SystemReview Process Flow Chart Significant Production Run Floor Plan Layout Characteristics Matrix Production Part Approval Pre-Launch Control Plan Process Instructions Measurement Systems AnalysisPlanValidate that the controlplan and process flow Preliminary Process Capabilitychart are effective andStudy Planthat the product meetscustomer expectation. Measurement SystemsEvaluation Preliminary Process CapabilityStudy Process Failure Mode andEffects Analysis (PFMEA)Validate manufacturingprocess throughproduction trial run.OUTPUTS: Production Validation Testing Packaging Evaluation Production Control Plan Quality Planning Sign-Off formal Management Support Packaging Specifications Management Support 2013 Eaton. All Rights Reserved.14
Feedback, Assessment, Corrective actionsINPUTS: Production Trial Run Measurement SystemsEvaluation Preliminary ProcessCapability Study Production Part ApprovalEvaluate outputs,effectiveness of theproduct quality planningefforts.OUTPUTS: Reduced Variation Improved CustomerSatisfaction Improved Delivery andService Effective use of best Production Validation Testingpractice, lessons learned Packaging Evaluation Maximum ROI Production Control Plan Quality Planning Sign-Offand Management Support 2013 Eaton. All Rights Reserved. Minimum Waste Minimum CONC15
APQP Summary:What we do:oDesign QualityooooHow we do it:Phase ReviewDisciplineDFMEA / PFMEA /DFM/Ao Defect FreeLaunchesUpManufacturing QualityoControl PlansoProcess FlowsoMeasurement SystemAnalysisoCapability AnalysisoProcess ValidationoRun at rateSupplier Qualification &Quality Requirementso ReducedWarranty ClaimsFrontPRDProcessDetailed1st Article InspectionoPPAPoTooling & GaugesoTestingo Zero Spillso CustomerSatisfactiono Robust ProductsQualityo Greater SupplierControlPlanningo Reduced suppliercostProduct QualificationoWhat we get:APQP LeadershipEngagement is Critical1 2013 Eaton. All Rights Reserved.16
APQP Benefits:Manufacturing process functions that are clearly planned,validated, documented and communicated will result in: Improved Customer satisfaction Improved Delivery and Service Maximum ROI Minimum Waste Minimum CONCCONC Total Cost of Quality Robust and reliable designs Reduced process variation Enhanced confidence in supplier’scapabilities Better controlled process changes Defect free launchesRedesignRe-qualificationsEscape InvestigationsPrevention through APQPCurrent stateDevelopment 2013 Eaton. All Rights Reserved.ProductionTime17
Phase/Gate ProcessWhat is a phase/gate process? Process steps are organized into phases Decision gates are used to prevent later phase steps from beingexecuted before earlier phase steps are complete and the project isready What is the responsibility of a Reviewers? Stop the project from advancing if current phase activities are not done,or not done well Who should participate in the review? Senior functional and business leaders that are not directly involved inthe program How can a reviewer understand the status of Phasedeliverables prior to the gate review? Typically requires an expert to review deliverable details and report onquality and completion of deliverables 2013 Eaton. All Rights Reserved.18
DA1 IP20 – Variable Frequency Drive (Phoenix)12.04.2013 – Invertek DS Supplier, ICD, EMEA - ElectricalP. Raas 49 151 161-67329Lessons LearnedIncident description:On receipt of the initial batch of product it was found that thealignment of the external housing with the internal connectors wasout of position.Investigation findings: The buttons are too loose in the recesses in the plastics.Alignmentissues The control PCB clip is not holding the control PCB close enoughto the front plastic. Clip design for holding PCB to housing not correctRoot Causes and Management System Gaps: Design error on the plastic housing not identified through riskassessment. No sign off from Eaton on plastic housing or final unit sample.Preventive & corrective actions:How would APQP have prevented this incident ? DFMEA of the new PCD and housing assed the risk PPAP/FAI – dimensional checks of the keydimensions Finalised samples for approval PSW sign off and PPAP approval Run at Rate analysis at supplier The plastic clip design has been changed. The holes for thebuttons have been reduced in size to more closely matchthe button shapes: this reduces button wobble and secureshousing correctly.Quality and Engineering Lessons Learned 19 2013 Eaton. All Rights Reserved.
Direct Source Supplier Circutor – NZM-XMC-MB (measurement device)19.04.2012 – PDCD, EMEA – Electrical20.01.2013 – PDCD, EMEA – ElectricalD. Schwellenbach 49 151 277- 45370Lessons LearnedIncident description:Two issues reported from this direct source supplier.1. Incorrect component used causing a defect with the componentmemory. 5v used instead of the required 3.3v component. Resulting ina field campaign to update the firmware.2. Potential of an arc caused by reversed polarity on the 24DCconnection and the inner insulation concept of the product (intolerablewiring) does not fulfill the required double insulation standard. Fieldcampaign initiated to exchange products.Investigation findings: Integration of the product line quality manager for brand products notcompleted Supplier not qualified correctly prior to supplying products to Eaton.How would APQP have prevented this incident ? CTQ analysis of key components. DFMEA risk assessment Prototype samples and product qualification PPAP and FAI Supplier Qualification Validation of design and test results Sample testing No test plan or product qualification completed.Root Causes and Management System Gaps: Validation of key components Supplier R&D wrongly classified the terminals of the equipment as notaccessible, but in fact the terminals are accessible. Design failure unfortunately not been detected during the conformitytesting in the lab in Circutor.Preventive & corrective actions: Design improvement to ensure correct components used. Extra control point added into the testing and qualification Updated build instructions and trainingQuality and Engineering Lessons Learned20 2013 Eaton. All Rights Reserved.
Expectations:Supplier: Understand Eaton APQP / Phase Review Discipline requirements. Attend web overview training sessions. Review AIAG manuals for APQP & PPAP and work accordingly. www.aiag.org Submit PPAP’s on required product, parts, products or components. Focus on up front quality planning. Follow Supplier Excellence Manual dictates Provide PPAP submissions compliant with the Latest CPSD PPAPManual (Level 3 is default!) Be a part of our team! 2013 Eaton. All Rights Reserved.21
Key Take Aways: APQP is cross-functional planning and execution to produce productthat fully meets the customer’s expectations the first time. AIAG APQP phases are Planning, Product Design, Process Design,Validation, Production. PRD phases are Concept, Definition, Design, Validation, Launch,Close. Cross-functional – means multiple functions input lity. 2013 Eaton. All Rights Reserved.22
APQP: Process Design/Development andValidation 2013 Eaton. All Rights Reserved.
APQP: Key Elements For Our TrainingProcessDesignPFC (Process Flow Chart)FMEA (Failure Mode Effects Analysis)Control PlanProcessValidationMSA (Measurement System Analysis)Process CapabilityStudy 2013 Eaton. All Rights Reserved.24
PROCESS FLOW DIAGRAM 2013 Eaton. All Rights Reserved.25
Process Flow DiagramWhat is It? A visual diagram of the entire processfrom receiving through shipping,including outside processes andservicesPurpose? To help people “see” the realprocess. Process maps can be usedto understand the followingcharacteristics of a process: Set-by-step process linkage Offline activities (measurement,inspection, handling) Rework, scrapWhen to Use It? To understand how a process is done Prior to completing the PFMEA 2013 Eaton. All Rights Reserved.26
Process Flow Diagram 2013 Eaton. All Rights Reserved.27
Preparing the Process Map Team Effort: Manufacturing engineersLine operatorsLine supervisorsMaintenance technicians Possible Inputs to Mapping: BrainstormingOperator manualsEngineering specificationsOperator experience6M’s Man, Machine (Equipment), Method (Procedures),Measurement, Materials, Mother Nature (Environment) 2013 Eaton. All Rights Reserved.28
Process Map Summary Process Mapping Provides Inputs to Potential Failure Mode Effect Analysis Control Plan Capability Studies MSAProcess Mapping helps us gainprocess knowledge! 2013 Eaton. All Rights Reserved.29
Process Flow Diagrams Reviewers Checklist Process Flow must identify each step in the processShould include abnormal handling processes Scrap Rework Extended Life TestingProcess Flow must include all phases of the process Receiving of raw material Part manufacturing Offline inspections and checks Assembly Testing Shipping Transportation 2013 Eaton. All Rights Reserved.30
PROCESS FMEA 2013 Eaton. All Rights Reserved.31
FMEA Origin Created by NASA following Apollo 1 missionfailure Allows us to take a proactive approach to whatcan go wrong in a process and manage ourrisks better 2013 Eaton. All Rights Reserved.32
Process FMEA (PFMEA) What is It? Purpose A tool used to identify and prioritize riskareas and their mitigation plans. Identifies potential failure modes, causes,and effects. Inputs come from the processflow diagram. Identifies key inputs which positively ornegatively affect quality, reliability andsafety of a product or process. Denotes Special Characteristics ofProduct/Process that impact the ultimatesafety/performance of the end product.When to Use It After completion of the process flowdiagram. Prior to tooling for production 2013 Eaton. All Rights Reserved.IMPORTANT!The PFMEA should be completedusing a cross-functional team!33
Process FMEA (PFMEA) 2013 Eaton. All Rights Reserved.34
Potential Failure Mode Discuss with the team all credible Potential Failure Modes.Team should be able to pose and answer the following questions: How can the process/part fail to meet requirements? Regardless of Eng specs, what would a customer consider objectionable? In each instance, the assumption is made that the failure could occur, but will not necessarilyoccur:– Each failure mode should be credible– Do not list acts of God or freak accidents– A description of non-conformance– Assume incoming parts are correct– Remember to consider subsequent operations– Examples of failure modes include: Potential failure modes should be described in “physical” or technical terms, not as a symptomnoticeable by the customer.BurredBentHole off locationCrackedHole to shallowHole missingHandling DamageDirtyHole to deepSurface too roughCorrosionOpen circuit 2013 Eaton. All Rights Reserved.35
Potential Effect(s) of FailurePotential effects of failure are defined as the effects of the failure on the customer(s)ooDescribe in terms of what the customer might notice or experienceState clearly if the failure mode could impact safety or cause noncompliance to regulationsFor the end user the effects should always be stated in term of product or systemperformance such iredReworkRepairsScrapIf the customer is the next operation the effects should be stated in terms ofprocess/operation performance, such as:Cannot fastenDoes not fitCannot bore/tapDoes not connectCannot mountDoes not matchCannot faceCauses Excessivetool wearDamagesEquipmentEndangers Operator 2013 Eaton. All Rights Reserved.36
Potential Cause(s) of FailurePotential causes are defined as how the failure could occur, and described in termsof something that can be corrected or controlled.Only specific errors should be listed, ambiguous phrases such as “operator error”,“machine malfunction”, etc., should be avoided. Acceptable alternatives would beoperator failed to install seal, or over temperature set incorrectly.The causes should be described so that remedial efforts can be aimed at thosecauses which are pertinent. Typical failure causes may include but are not limitedto:Improper torque –over/underImproper weldcurrent, time,pressureInaccurate GaugingImproper HeatTreat – time,temperatureInadequategating/ventingInadequate or nolubricationPart missing ormislocatedWorn locatorWorn ToolChip on locatorBroken toolImproper MachineSetupImproperprogrammingIncorrect SoftwareversionNon validated testsystem 2013 Eaton. All Rights Reserved.37
PFMEA - Definition of Terms Severity (of Effect) - severity of the effect on the Customerand other stakeholders (Higher Value Higher Severity) Occurrence (of Cause) - frequency with which a givenCause occurs and creates Failure Mode. (Higher Value HigherProbability of Occurrence) Detection (Capability of Current Controls) -ability of current control scheme to detect the cause before creating thefailure mode and/or the failure mode before suffering the effect (HigherValue Lower Ability to Detect)Caution: Notice the scale difference for Detection! 2013 Eaton. All Rights Reserved.38
Analyzing the PFMEA Once the RPN Numbers aredetermined, they can be used toprioritize the most significant failuremodes.Sort by RPN to determinethe most significantfailure modes Sort the FMEA by the RPN numbers.Graphical and statistical tools can helpthe team to continually improve.?How many items should bethe focus of the next steps?RPN’s DO NOT set a threshold for RPN. Focus on Continuous Improvement. DO NOT forget to address highSeverity scores first. 2013 Eaton. All Rights Reserved.Pareto Chart39
PFMEA – Remediation Guidelines Severity – can only be improved by a design change to the productor process Occurrence – can only be reduced by a change which removesor controls a cause. Examples are redundancy, substituting a morereliable component or function or mistake-proofing. Detection – can be reduced by improving detection.Examplesare mistake-proofing, simplification and statistically sound monitoring.In general, reducing the Occurrenceis preferable to improving the Detection 2013 Eaton. All Rights Reserved.40
Summary Steps To Complete a FMEA1.For each Process Input, determine the ways in which the Process Stepcan go wrong (these are Failure Modes).2. For each Failure Mode associated with the inputs, determine Effects onthe outputs.3. Identify potential Causes of each Failure Mode.4. List the Current Controls for each Cause.5. Assign Severity, Occurrence and Detection ratings after creating aratings key appropriate for your project.6. Calculate RPN.7. Determine Recommended Actions to reduce High RPNs.8. Take appropriate Actions and Document.9. Recalculate RPNs.10. Revisit steps 7 and 8 until all the significant RPNshave been addressed. 2013 Eaton. All Rights Reserved.41
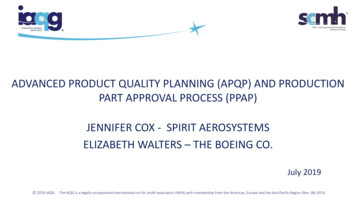
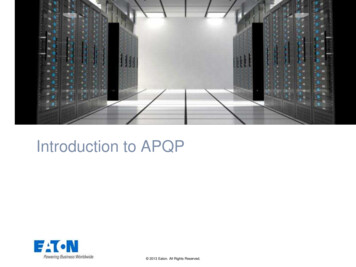
Whatis theInputProcessStep/InputPotential FailureModeWhat isthe Effecton theOutputs?Potential FailureEffectsWhat is the In what ways does theprocess step/ Key Input go wrong?Input underinvestigation?What is the impact onthe Key OutputVariables (CustomerRequirements) or internalrequirements?Grind (12)Irregular contact surface,plating surface roughSanding disk gritincorrectepoxy build up on partsdue to drag out not beingblown offMasking (2)De Masking(8)rough surface where failed visual or high potthe part will be coated testw/epoxyEquipment failure, pins bar falls off carrier,break, welds break on possible to damage tankrackor other equipment, ordamage barTape not removedEpoxy on contactcorrectlysurfaces, damagedepoxy from contactHowOften?SEV5Potential CausesWhat causes the KeyInput to go wrong?Vendor supplied incorrectdiskOCC9What are the existingcontrols and procedures(inspection and test) thatprevent either the cause orthe Failure Mode? Shouldinclude an SOP number.OJT for operatoroperator training OJT, visual10 inspection , (SOP ?)part fatigue, part failure109Current Controls7poor sanding, weld slag,weld splatter, metal chipson barsloader visual inspection4bars hung to closetogether, too many barson a rack, not enoughresources demasking,bars hung incorrectly5Page ofHow areWhat canFMEAtheseDate (Orig)foundJuly 99 (Rev) 2, Nov 99 (Rev 3), Nov 99be done?orprevented? D RSupervisor inspectsincoming material, then1releases for useoperator error8Howwell?Prepared by: D. YountWhat aretheCauses?How often does causeor FM occur?Whatcan gowrongwith theInput?Low Voltage BuswayEpoxy Insulation GF&PMario SeppulvedaResponsible:GF&P, Ladd Kelly C-HHow Severe is theeffect to theProcess orProductName:HowBad?operator training OJT, workinstruction for masking SOP 2013 Eaton. All Rights Reserved.ETPNActionsRecommendedHow well can youdetect cause or FM?ExampleWhat are theactions forreducing theoccurrence of theCause, orimprovingdetection?Should haveNeed to creatework instruction to4 20documentinspectionRe train operators9 504 both shifts, reviewdeisgn & operationofair hammerDefinecauses,5 450 train Fab, Epoxyand PlatingoperatorsNew racks, re train7 280 operators toinspect, review PMschedulereview modifiedrack design,6 270 elimintae demaskwhere possible,replve tape withSEVOCC83M.Target complete 1/00Sepulveda,10L. Kelley4Resp.Actions TakenWhoseWhat are theResponsibl completed actionse for thetaken with therecommend recalculated RPN?ed action? Be sure to includecompletionmonth/yearM.Target completeSepulveda 11/99Ladd Kelley Target complete11/99L. Kelley, Target completeM.11/99SepulvedaM.Target completeSepulveda, 11/99L. Kelley42
Process FMEA (PFMEA) Verify there is a system for prioritizing risk ofReviewers Checklist Make sure that high RPN process concerns arefailure such as high RPN numbers Make sure that all critical failure modes arecarried over into the control planaddressed SafetyForm, fit, functionMaterial concernsSee AIAG Core Tools for detailed checklist 2013 Eaton. All Rights Reserved.43
Control Plan 2013 Eaton. All Rights Reserved.44
Process Control Plan (PCP)What is It? Objective or Purpose A tool used to define the operations, processes,material, equipment, methodologies and specialcharacteristics for controlling variation in keyproduct or process characteristics within themanufacturing process.Communicates the supplier's decisions duringthe entire manufacturing process from materialreceipt to final shipping.Verifies existence of production controls at eachstep defined in the Process Flow/PFMEADefines reaction plans at each step should anonconformance be detectedDenotes Special Characteristics ofProduct/Process that impact the ultimatesafety/performance of the end product.When to Use It After completion of the process flowdiagram/pFMEA. At Prototype, Prelaunch and Production Implementation of new processImplementing a process changeIMPORTANT!Since processes are expected to beupdated as changes are made ControlPlans are LIVING documents that needto be changed in step withmanufacturing 2013 Eaton. All Rights Reserved.45
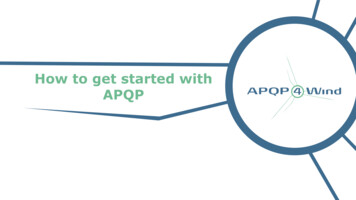
Control PlanTool InteractionDepartment/Group ProjectHigh Level Process MapProject Idea6 Sigma ProjectHigh Level Process MapProcess StepFill Out MasterFormwith InitialInformationGet WO AssignedBegin/WorkProjectFollow DMAIC orDFSS process6 Sigma AssignsProject NumberMonitor Progressthrough PowerSteering andMonthlyFinancialReviewsOther RequiredSignatures:Segment CEOChampionProcess OwnerBB or GBNoYesFinance Approvaland SignatureNoMaster Form WillGenerateContractComplete Project(Has to be fullyDocumentedEnter RemainingInformation onMaster FormMonitor Progressthrough BiWeekly Updatesand MonthlyReviews6 SigmaProjectDoes theProject Involve 2 Groups inEng?YesDepartmentor GroupProjectDoes theProject Involve 3 Depts.outside eIdentify Invoice ChecksEnter RemainingInformation onMaster FormFinance Approvaland SignatureOther RequiredSignatures:Champion: Dir T&EProcess OwnerProject OwnerDept BB or MBBNoYesYesProcess StepsReceivePaymentPotentialPotentialFailure Mode Failure EffectsDelay internalmailAR balance doesnot go downInformation not AR balance issuppliedpast dueSOE Potential Causes CVCInadequatestaffing in mail7 roomCustomer or bankdid not includename and/or10 account info onwire transferCurrent ControlsDETRPNNone10 49075Acct identifies problemwhen trying to applypaymentEOCInstprPpr5 250Final ProjectReviewNoNoCloseProjectFollow DMAIC orDFSS processIs HardSavings ?Does theProject InvolveOnly YourGroup?Other RequiredSignatures:Champion: Dir T&EProcess OwnerProject OwnerDept BB or MBBGet DLNAssignedBegin/WorkProjectComplete Project(Has to be fullyDocumented)Master Form WillGenerateContractFinance Approvaland SignatureComplete allDocumentationincluding a(1) Page Closeout SheetFinance Approvaland SignatureDo youhave BB/GB toAssist/Work theproject?Group AssignsProject NumberYesYesFinal ProjectReviewOther RequiredSignatures:Champion:Process OwnerProject OwnerDept GB/BB/MBBPrefer to workthis projectwithin yourarea?KeyProcessInputNoCloseProjectComplete allDocumentationincluding a(1) Page Closeout SheetNew/Revised ProcessStepsIdentify Invoice ChecksIncorrectinvoicesuppliedInvoice showsoutstanding (ARbalance does godown)5Invoice number Invoice showsnot suppliedoutstanding (ARbalance does godown)5Customer errorCustomer might catchit when reviewing the5 next statement10 250PwinCustomer errorAcct identifies problemwhen trying to apply10 payment5 250PwinProcess FMEAProcess FlowchartControl Plan 2013 Eaton. All Rights Reserved.46
The Control Plan Form 2013 Eaton. All Rights Reserved.47
Control Plan Sections - 1Administrative: Identifies part number and description, supplier, required approval signatures, and dates.Phases: Prototype – a description of the dimensional measurements and material and performance teststhat will occur during Prototype build.Pre-Launch – a description of the dimensional measurements and material and performancetests that will occur after Prototype and before full Production.Production – a comprehensive documentation of product/process characteristics, processcontrols, tests, and measurement systems that will occur during mass production 2013 Eaton. All Rights Reserved.48
Control Plan Sections - 2Body of Document: Since the Control Plan is Keyed to the Flow Chart and pFMEA, replication of the steps listedin those documents is done as the first step in producing your control plan. Each step, in the same order, listed in the pFMEA is documented on the Control Plan In addition any Special Characteristics listed on the pFMEA are replicated in the control planas individual line items For each step you determine the characteristics of either the product or the process or boththat need to be controlled in order to repeatedly and reproducibly manufacture thecomponent. If the feature has been denoted on the drawing or specification as a Special Characteristicby Eaton or your internal analysis place the required symbol in the Spec Char Column 2013 Eaton. All Rights Reserved.49
Control Plan Sections - 2Body of Document: List the Product Specification tolerance required by the
Solution: Ford, GM, Chrysler APQP Task Force jointly developed in the late 80's to standardize their respective supplier quality systems. . Follow Supplier Excellence Manual dictates Provide PPAP submissions compliant with the Latest CPSD PPAP Manual (Level 3 is default!)