Transcription
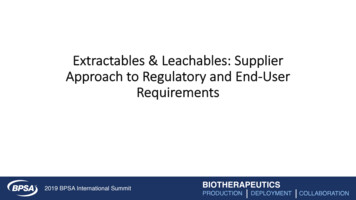
Technical BriefExtractables and Leachables for Filters, Bags and Other ComponentsUsed in Biopharmaceutical Manufacturing ProcessesOBJECTIVEThis Technical Brief provides an overview on how toapproach extractables and leachables evaluation for filters,bags and other components used in biopharmaceuticalmanufacturing processes including Single-Use applications.FluidThe Technical Brief is based on our best understanding ofregulatory guidance as well as industry practice. It aims atContactSurfacesLeachablesassisting our world-wide customers in fulfilling their responsibilities with respect to extractables and leachablesevaluation.ExtractablesThe Technical Brief contains the following: Background Regulatory and industry guidance Risk assessmentGaspermeation Millipore’s approach Frequently asked questions and answers ReferencesAdsorptionBACKGROUNDAbsorptionFilters, bags and other components constructed of plasticand/or elastomeric materials are extensively used inthe biopharmaceutical manufacturing processes. As a resultof their contact with a drug product, they can potentiallyleach compounds into the drug product. The objective ofthe extractables and leachables evaluation is to demonstratethat these product-contact materials will not adverselyaffect the product’s safety.Extractables refers to compounds that can be extractedfrom plastic or elastomeric materials in solvents of differentphysicochemical properties under aggressive conditions;while leachables refers to compounds that leach from theplastic or elastomeric materials into actual drug productunder normal use conditions. Because leachables areexpected to be a subset of extractables, the extractablesprofile should be predetermined.Figure 1. Possible interactionsbetween fluid and its contactsurfaces
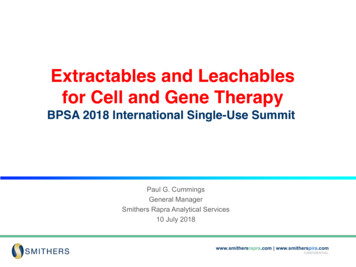
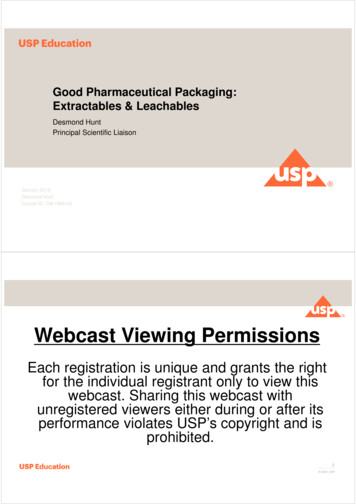
REGULATORY AND INDUSTRY GUIDANCEGMP guidelines around the world require that surfacesFigure 2. Summary of EMA requirements forplastic immediate packaging materialswhich contact drug products shall not be reactive, additive,or absorptive so as to alter the safety or efficacy of thedrug product beyond the official or other establishedrequirements ( Ref. 1-3).Is this Plastic Material as described inEuropean Pharmacopeia?YESNOSpecific to the filters, in the “Guidance for Industry forGeneral information(1)General information(1)the Submission Documentation for Sterilization ProcessSpecification(2)Specification(2)Validation in Applications for Human and Veterinary DrugLeachables studies(3)Leachables studies(3)Products”, the US Food and Drug Administration (FDA)Extractables studiesrequires users to submit extractables information as partToxicological documentationof an evaluation of the impact of the filter on the product(Ref. 4). European Union (EU), in GMP Annex 1, “Manufactureof Sterile Medicinal Products”, states that the filter shouldnot affect the product by removal of ingredients from itor release of substances into it (Ref. 5).(1) - Chemical name of the material, monomer, additives, etc.(2) - Specification of plastic material. See Validation Guides.(3) - Leachables studies can be omitted if, based on the outcome of theextractables studies, the calculated maximum amount of the individualleachables substance that may be present in the drug product leads tolevels demonstrated to be toxicologically safe.Parenteral Drug Association (PDA) Technical Report No. 26provides details on how to approach the extractables andleachables, as necessary. The BPSA recommendations focusleachables validation for liquid sterilization filtrationon a risk assessment-based approach, where the degree of(Ref. 6). It outlines the scope of the extractables studiestesting and analysis is determined by the relative risk thatas quantitation of the total amount and identificationleachables from a Single-Use component pose to a finalof the extractables. Within the Technical Report No. 26,drug product. Please refer to Figure 3 Decision Tree forPDA recommends users not only obtaining the extractablesDisposable Manufacturing.information from filter suppliers, but also performing theleachables studies, whenever possible, especially if sterileFinally, Product Quality Research Institute (PQRI) hasfiltration is the final step in the manufacturing processrecently established safety thresholds and “bestprior to the filling process.practices” with respect to the extractables and leachablesCurrently, there are no specific regulatory standards withrespect to bags and other Single-Use assembly components. However, if bags are used for final drug productstorage, the FDA guidance for container closure systems(Ref. 7) and the European Medicines Evaluation Agency(EMA) guideline on plastic immediate packaging materials(Ref. 8) can be used as references. Both guidelines recommend that an extractables study be followed by a leachables study, as well as accompanied by a toxicity evaluationand risk assessment. Please refer to Figure 2 Summaryof EMA requirements for plastic immediate packagingmaterials. In addition, U.S. Pharmacopeia (USP) Chapter 661 “Containers” and European Pharmacopeia (EP)Chapter 3 “Materials and Containers” describe thecompendia test methods for containers (Ref. 9-10).To address the lack of regulatory guidance for theSingle-Use applications, Bio-Process System Alliance(BPSA) has published its recommendations for extractablesand leachables testing. BPSA also suggests users obtainthe extractables information from suppliers, conduct thetoxicity evaluation, as well as quantify and identify thefor orally inhaled and nasal drug products (Ref. 12). Based ona statistical analysis of a large number of compounds, thePQRI Leachables and Extractables Working Group sets thesafety threshold at 0.15 μg per day, below which no furthersafety assessment is necessary. It should be noted that thislevel is considered valid only for high-risk applications suchas orally inhaled and nasal spray drug products, and may notbe applicable to other forms of drug products such asparenterals that are of significantly lower risks.
Decision Treefor Disposable ManufacturingMATERIAL SUITABILITYExclusively 21CFR 177-189 Cleared MaterialsUSP, 87 and 88 cGMPAs Defined byRegulatory Guidelines:What is the proximity tofinal product, compositionof product, contact surfaceYESarea, time,temperature,pre-treatment steps?NOIs it acriticalapplication?YESIs 21 CFRclearedapplication inalignment withdesiredapplication?NOPerform extractablesstudy to establishtargetsToxicologyassessmentof targets:are compoundsknown?Perform riskassessment toapprove material(Known compounds &concentrations)Do exposurelevels exceedguidelines orTTC?NONOYESTox database:ICH, IRIS& othersThreshold oftoxicologicalconcern (TTC)YESNOMATERIALAPPROVEDIs there anopportunity tochange formleachables studyYESCan the risk bemitigated, e.g.the applicationchangedQCNOIs risktoo high?Material notacceptablefor useFigure 3. Decision Tree for Disposable Manufacturing
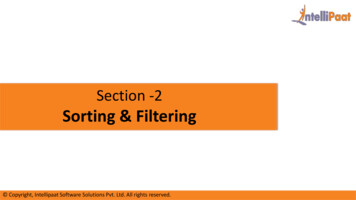
RISK ASSESSMENT Route of administrationThe first step in an extractables and leachables evaluationA risk factor can be categorized into varying degrees ofis to identify all product-contact materials based onseverity (see Table 1 below), as well as characterized basedprocess knowledge. The second step is to perform a riskon the combination of severity and frequency. A numericalassessment to determine critical materials that requirevalue can be assigned to reflect the relative ranking that afurther information on the extractables and leachables.risk poses to a drug product (Ref. 13).Multiple factors should be taken into consideration,including but not limited to the following: Chemical compatibility between material and drug productIn applications where the risk is low, it is possible thatthe risk assessment combined with an evaluation of theextractables information will be sufficient and therefore Toxicity of the extractablesno further action is required for leachables (Ref. 11). Contact timeMillipore provides customer consultation in the area of Contact temperaturerisk assessment based on our extensive knowledge, but Surface area-to-volume ratio(including batch vs. contiunous processing)ultimately the decision of the type and level of testing Proximity of material to final productment analysis and regulatory experience.rests with drug manufacturers based on their risk assess- Dosage formTable 1. Risk factors and their various degrees of severity in different applicationsDEGREE OF SEVERITYAPPLICATIONSChemical compatibilityToxicity of extractablesContact timeContact temperatureSurface area-to-volumeProximityDosage formRoute of IncompatibleNon-toxicToxic at high levelsToxic at low levelsShortModerateLongAmbient or inal fill/StorageSolidLiquidVapourTopical, OralOphthalmic, TransdermalInhalation, InjectionsMILLIPORE’S APPROACHGiven the complexity of the extractables and leachables,and the analytical challenges involved, multiple analyticaltechniques are often employed to yield the most comprehensive information. The intimate knowledge of our rawmaterials and manufacturing process, combined with ourexpertise in analytical instrumentation and methodology,Recently, in response to increasing demand, Millipore hasdeveloped technical capabilities for evaluating leachables(patent pending). Depending on the test article and drugproduct formulation, the leachables testing can bedeveloped in the drug product or modified drug product.Applications have been successfully developed on finalfiltration devices with a wide-range of drug products.allows us to develop and validate analytical methods mostOur practice is consistent with regulatory expectationssuitable for the extractables and leachables testingand industry standards, and our laboratory is compliantof our products.with quality requirements outlined under cGMP. Please referTo assist customers in fulfilling their validation requirements, Millipore has developed a model solvent, worst-casescenario approach to evaluating extractables. In thisapproach, a material of interest is extracted in solvent(s)representative of the drug product, under aggressiveconditions such as time and temperature. The extractablesare quantified for the total amount, identified and linked tothe materials that have been shown to be non-toxic perUSP Class VI (Ref. 14).to Figure 4 for a summary of the regulatory and industrydocumentation that is applicable to a Single-Use assembly.Raw materials used by Millipore for product contact meetUSP Class VI safety requirements post sterilization (autoclave, steam-in-place and/or gamma irradiation), and theresults are published in Validation Guides and Certificatesof Quality for the respective product.
FDAGMP 211.65, Filter Validation,Container ClosureEC & EMAGMP Chapter 3, Annex 1,Immediate PackagingEPChapter 6.4,3ICHGMP Q7,5USP 661 , 88 PQRISafety Threshold& Best PracticeBPSAEXT & LEARecommendationPDATechnical Report #26Figure 4. Overview of regulatory and industry guidelines on Single-Use assemblyREFERENCES1. FDA, Code of Federal Regulations, Part 211, “Current GoodManufacturing Practice for Finished Pharmaceuticals”, Part211.65, “Equipment Construction”, 20057. FDA, “Guidance for Industry Container Closure Systems forPackaging Human Drugs and Biologics CMC”, 19998. EMA, “Guideline on Plastic Immediate Packaging Materials”,20052. European Commission, EUDRALEX Volume 4, “GoodManufacturing Practices, Medicinal Products for Human andVeterinary Use”, Chapter 3, “Premise and Equipment”, 20039. U.S. Pharmacopeia, 31-NF26, 661 , “Containers”, 20083. ICH, “Good Manufacturing Practice Guide for ActivePharmaceutical Ingredients Q7”, 5, “Process Equipment”, 200011. BPSA, “Recommendations for Extractables and LeachablesTesting”, 2007-20084. FDA, “Guidance for Industry for the Submission Documentationfor Sterilization Process Validation in Applications for Humanand Veterinary Drug Products”, 199412. PQRI, “Safety Thresholds and Best Practices for Extractablesand leachables in Orally Inhaled and Nasal Spray Products”,20065. European Commission, EUDRALEX Volume 4, “GoodManufacturing Practices, Medicinal Products for Human andVeterinary Use”, Annex 1, “Manufacture of Sterile MedicinalProducts”, 200813. The Biopharmaceutical Process Extractables Core Team,“Evaluation of Extractables from Product-Contact Surfaces”,Biopharm International, December 2002, Page 22—346. PDA, Technical Report No. 26, “Sterilization Filtration ofLiquids”, 200810. European Pharmacopeia, 6.4, 3, “Materials and “Containers”,200814. U.S. Pharmacopeia, 31-NF26, 88 , “Biological Reactivity Tests,In Vivo”, 2008www.millipore.com/officesMillipore, Mobius and Advancing Life Science Together are registeredtrademarks of Millipore Corporation. The M mark are trademarks of MilliporeCorporation. Lit No. PB10010000. UP-SBU-09-02302. 2010 Millipore Corporation, Billerica MA, 01821 USA. All rights reserved.
FAQ’Ssuch circumstances, the extractables study will reveal allWhen do I need to consider extractablesand leachables evaluation?potential leachables that might occur in the drug product,In Millipore’s experience, extractables and leachablesor absence of the extractables in the drug product.evaluation usually is performed at a late stage in drugproduct development and commercialization, when theformulation and process parameters are well established.However, during the early phases, such as pre-clinical trials,it would be prudent to select a material that is compatiblewith the drug product, and monitor the impact of theextractables and leachables throughout various productand the leachables study in return will verify the presenceI have requested an extractables studydone in the past. Shall I consider aleachables study now?It depends. Based on regulatory and industry guidance,users shall consider a leachables study if, upon riskassessment, a product-contact material may introducedevelopment testing.leachables at levels that may alter the safety of theHow are model solvents selected torepresent my drug product?leachables evaluation include final sterilization filtration,Model solvents are selected to exhibit similar physical andchemical characteristics to the drug ingredients. Commonfactors to simulate a drug product include pH, organicsolvents and solutes if present at significant concentrations. Contrary to the organic solvents and solutes,inorganic solutes are not considered for modelling as theyare known to increase the ionic strength of the solutionand thus decrease the extraction capability.drug product. Specific examples that may require furtherfinal container/closure system, high-risk applications suchas inhalation and nasal spray products, etc.Who is responsible for generating leachables information if deemed necessary?You, as a user. It has been an industry practice for vendorslike Millipore to provide extractables information, and usersto conduct leachables testing as deemed necessary. Formany years Millipore has been successful in generating theextractables information using the model solvent andWhich process condition will affectextractables levels?worst-case scenario approach. Recently, we have alsoExtraction is a partition of an extractable compoundWhat information will be generated duringa leachables study?between the solid phase (filter membrane, film, etc.) and theliquid phase (extraction solution). The extent and the rate ofthe partition are driven by multiple factors. For example,longer times and higher temperatures typically result inhigher levels, and organic solvents yield more extractablesthan aqueous solutions. Additionally, any thermal, chemicaland mechanical stress introduced by sterilization canproduce more extractables. On the other hand, flushingprior to processing has been shown to be effective inremoving the majority of the extractables.Are there any acceptable levels ofextractables and leachables established?developed a leachables study capability.While the extractables study offers information about thetotal quantity and identity of the extractables, the leachables study will confirm the presence/absence of thoseextractables in the (modified) drug product. Because theextractables study generates valuable information that isnot attainable in the leachables study, and vice versa, onecannot replace the other.How does Millipore compare to the othervendors in the industry in the area ofextractables and leachables validation?Our in-depth technical capabilities, combined with ourUsers are expected to establish their own criteria based onextensive knowledge about customers’ processes andthe toxicological evaluation and process control. Currently,regulatory expectations, allow us to develop the mostthere are no official extractables and leachables levelssuitable analytical methods for the extractables andestablished by any regulatory agency, as they are com-leachables analysis. In addition, we have intimate knowledgepound dependent.of raw materials and manufacturing processes of ourAre leachables a subset of extractables?products that assists us in extractables and leachablesidentification, which can be analytically challenging to aYes, they should be a subset of the extractables when thethird-party. Finally, our practice matches regulatoryextractables study is well designed in terms of the modelexpectations and industry standards and our laboratorysolvent(s) and worst-case extraction conditions used. Undercomplies with quality requirements outlined under cGMP.
9. U.S. Pharmacopeia, 31-NF26, 661 , "Containers", 2008 10. European Pharmacopeia, 6.4, 3, "Materials and "Containers", 2008 BPSA, "Recommendations for Extractables and Leachables Testing", 2007-2008 12. PQRI, "Safety Thresholds and Best Practices for Extractables and leachables in Orally Inhaled and Nasal Spray Products .