Transcription
Proceedings of the 1998 Winter Simulation ConferenceD.J. Medeiros, E.F. Watson, J.S. Carson and M.S. Manivannan, eds.EXPERIENCE USING THE IBM SUPPLY CHAIN SIMULATORSugato BagchiStephen J. BuckleyMarkw EttlGrace Y. LinIBM T.J. Watson Research CenterP.O. Box 218Yorktown Heights, NY 10598, U.S.A.ABSTRACTThe IBM Supply Chain Simulator (SCS) is a software toolthat can help a company or a group of companies makestrategic business decisions about the design and operationof its supply chain. SCS and its predecessors wereoriginally developed by IBM Research to improve IBM’sinternal supply chains. The tool has played an importantrole in the resurgence of IBM over the last six years. In1997 the IBM Industry Solution Units began using the toolto help its clients improve their supply chains. After abouta year of business, successful engagements have beencompleted in a variety of geographies and businesssegments.SCS deploys a mix of simulation and optimizationfunctions to model and analyze supply chain issues such assite location, replenishment policies, manufacturingpolicies, transportation policies, stocking levels, lead times,and customer service. This paper reviews the capabilitiesof SCS and presents experience from practical studies.1INTRODUCTIONArt Mesher, former Research Director of the Gartner Group,recently made the following comment: “Right now all thesystems activity is being done at the execution tacticaloperations level. You know - make it orfilfill it. What’smissingis the ability to truly analyze supply chains over time as adecision-support tool that allows us to understand cause andeffect between fundamental issues like inventory warehousingand transportation cost as they relate to customer service andthe customers’ ability and willingness to pay. What’s stillmissing from the marketplace is the ability to do what- analyses and supply-chainsimulations.” [Cooke 19981We could not agree more with Mr. Mesher. In fact,many people believe that SCS is the missing link. Ourexperience is that strategic analysis of supply chain issues1387using a tool like SCS usually saves tens or hundreds ofmillions of dollars. The reason is that SCS quantifies thecost of supply chain design options, allowing the lowestcost design to be identified prior to implementation.We have found that a typical strategic analysisrequires a combination of optimization and simulation.Optimization technology such as linear or mixed integerprogramming is useful for solving well-definedmathematical problems such as warehouse location andinventory optimization. But these problems are rigidlydefined and usually have simplifying assumptions in theirformulations.Such problems must be solvedindependently and thus in a complex supply chain onemust decompose all of the issues into a hierarchicalsequence of problems. At best, a hierarchical approach isawkward and introduces a second level of simplifyingassumptions. At worst, this approach may not be feasibleif some of the problems are nonlinear or stochastic. SCSresolves this situation by cleanly integrating optimizationalgorithms into an end-to-end supply chain simulation.The simulation environment can be used to test theoptimizers under more realistic assumptions. Moreover,SCS is general-purpose across supply chain domains.Supply chain simulation differs from traditional typesof discrete event simulation. For example, it differs fromtraditional manufacturing simulation because it spans farbeyond the four walls of a manufacturing site. Its goal is toimprove the financial position of an entire enterprise or agroup of trading partners. Supply chain simulation is muchmore tuned to cost than traditional manufacturingsimulation, and the cost drivers come from all areas of anenterprise. The existing body of manufacturing simulatorscannot be re-deployed to solve strategic supply chainproblems without a significant amount of redesign.
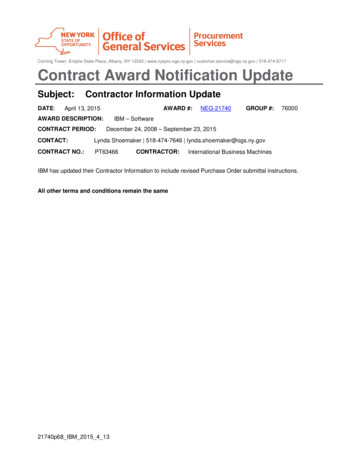
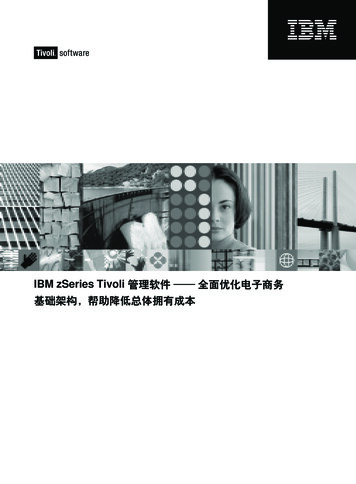
Bagchi, Buckley, Ettl and Lin2OVERVIEW OF THE IBM SUPPLY CHAINSIMULATORSCS is an analytical software tool that emerged frominternal IBM modeling and reengineering studies [Feigin eta1 1996, Buckley 1996, Buckley and Smith 19971. Thetool offers a unique combination of graphical processmodeling, discrete event simulation, animation, activitybased costing, and optimization.,. .Figure 1: System Architecture of the Supply ChainSimulatorFigure 1 shows the SCS system architecture. SCS is builtupon SIMPROCESS [Swegles 19971, a general purposebusiness process simulator. SIMPROCESS is a product ofCACI Products Company. SCS preserves allSIMPROCESS capabilities while offering additionalsupply chain functionality. Although SCS offers acompletely self-contained user interface, flat files inrelational format offer an alternative way to specify modelinputs. These files can be imported and exported fromspreadsheets or relational databases. Additional relationalflat files containing detailed financial reports are generatedafter each simulation. These files can also be examinedand queried using spreadsheets or relational databases.The relational database also provides a way to import datainto SCS from external systems.2.1Modeling FeaturesSCS provides modeling functions for seven different supplychain processes:Customer: This process represents outside customersthat issue orders to the supply chain being modeled. Ordersare generated on the basis of customer demand, which maybe modeled as a sequence of specific customer orders(obtained from historical records) or as an aggregateddemand over a period of time. The customer process mayalso contain information on the desired service level and1388priority for the customer. When forecasting and supplyplanning activities are included in a supply chain model, thecustomer process may issue forecasts of future demand toaid these activities.Manufacturing. This process models assembly andkeeps raw material and finished goods inventory. It canalso be used to model suppliers. During simulation, themanufacturing process makes use of modeled informationsuch as, the types of manufactured products, theirmanufacturing time, bills of material, manufacturing andreplenishment policies for components and finished goods,storage capacity, manufacturing and material handlingresources, and the order queuing policy.Distribution. This process models distribution centers,including finished goods inventory and material handling.It can also be used to model a retail store. The inventoryreplenishment policy, safety stocks, reorder points, materialhandling resources, storage types and capacities can bemodeled for the distribution center or retail store.Transportation. This process models transportationtime, vehicle loading, and transportation costs. Orderbatching policies (by weight or volume), material handlingresources and transportation resources owned by this nodemay be specified.Inventory Planning. This process models periodicsetting of inventory target levels. Underlying this process isan optimization program developed at IBM Research calledthe Znventoly Optimizer that computes recommendedinventory levels at various locations in a supply chain basedon desired customer serviceability [Ettl et a1 19961.Forecasting. This process models product forecasts,including promotional and stochastic demand, for futureperiods.Supply Planning. This process models the allocationof production and distribution resources to forecast demandunder capacity and supply constraints. Underlying thisprocess is another optimization program developed by JBMResearch [Dietrich et a1 19951.Figure 2 shows a simple SCS model. A Customer nodesends orders to a Distribution Center node. The distributioncenter processes customer orders and sends finished goodsto a Transportation node which ships the goods to thecustomer. The distribution center needs to replenish itsstock from time to time, so it sends replenishment orders toa Manufacturing node that assembles finished goods fromsupplied parts. The manufacturer in turn replenishes itsparts supply by sending orders to two suppliers, bothrepresented by Manufacturing nodes. In this model, themanufacturer and the two suppliers each have their ownTransportation node. The customer also sends forecasts to aForecasting node. The Forecasting node accumulatesforecasts and periodically sends them to a Supply Planningnode, which creates build plans for the distribution center,manufacturer, and suppliers.
Experience Using the IBM Supply Chain SimulatorFigure 2: A Simple SCS ModelAs with any simulator, SCS allows the user to vary aset of input parameters while monitoring output reportsuntil the best set of output values can be obtained. In atypical supply chain simulation, the following inputparameters are varied:Number and location of suppliers, manufacturers, anddistribution centersStocking level of each product at each siteManufacturing and replenishment policies, e.g. BuildTo Plan (BTP), Build To Order (BTO), Assemble entTransportation policies e.g. Full Truckload (FTL) vs.Less Than Truckload (LTL)Supply planning policies e.g. Capacitated vs.UncapacitatedLead timesSupplier reliabilityDemand variability1389To measure each simulation run, numerous reports areavailable. They include:0Cycle time, serviceability, fill rate, stockout rate,shipments, and revenueInventory and WIPResource utilization and costs. Resource cost reportsinclude manufacturing (materials, equipment, andlabor), transportation, material handling, and inventoryholding costs.Returns, expired products, unsellable products,incorrect order penalties, and late order penaltiesThe most important of these reports are the financialreports. The goal is to come up with the minimum costdesign that achieves the desired customer serviceabilityand revenue targets. The financial reports can be thoughtof as a logistics scorecard for a proposed supply chaindesign. The next section describes the financial reportingcapability of SCS in more detail.
Bagchi, Buckley, Ettl and Lin2.2At the end of a simulation, the ABC reports detail theaverage and total costs by cost period, resource, activity,order type, product, company, and strategies used fordistribution and replenishment. The cost assignment iscomputed using both capacity and full absorption costingalgorithms.Financial ReportsSCS makes it possible to evaluate supply chains on thebasis of financial tradeoffs associated with variousconfigurations and operational policies. The financialimpact may be analyzed from the following items, whichare monitored during simulation:2.2.2cost of raw material,revenue from goods sold,activity-based costs such as material handling andmanufacturing,inventory holding costs,transportation costs,cost of expired perishable goods,penalties for incorrectly filled or late orders deliveredto customers,credits for incorrectly filled or late deliveries fromsuppliers,cost of goods returned by customers, andcredits for goods returned to suppliers.These reports are generated by four major financialcomponents within SCS. These are: activity based costing,inventory costing, transportation costing, and intercompany financial transactions.2.2.1Activity Based CostingThe simulation of activities modeled using SCS allows themonitoring of the cost drivers such as replenishmentorders, shipments, returns, and cancellations. These driversrequire the performance of activities, which in turn makeuse of resources, as defined in the supply chain model.Activity based costing (ABC) [Turney 19911 is the processof assigning the cost of using resources to the activities thatmake use of them, and then assigning the cost of anactivity to the cost objects for which the activity wasperformed. The cost objects relevant to supply chainsinclude companies, orders, and products. The costassignments are based on the time-weighted usage of theresources by activities and the activities by orders, whichare monitored during the course of the simulation.ABC is performed on the basis of the resource costsprovided in the model. Resources, such as materialhandling personnel, assemblers, and manufacturingequipment, have fixed and variable costs. Fixed costs, suchas salaries and depreciation, are those that do not dependon amount of time for which the resource is used. Variablecosts, such as hourly rates and energy costs areproportional to time or usage frequency. SCS allows forthis information to be included for each modeled resource.1390Inventory Holding CostsSupply chain design decisions are often made to optimizeinventory. The cost of holding inventory is therefore animportant statistic. This cost is incurred in the form ofwarehouse depreciation or rental costs as well as interestpayments on the value of the inventory (when theinventory is financed through loans).SCS generates inventory holding cost reports in amanner similar to that for ABC. The warehouse cost isdistributed over the inventoried products in proportion tothe quantity of the products and the duration for which theywere held. Often, a warehouse has various kinds of storagefacilities (refrigerated, dry, etc.) with differing operatingcosts. This can be modeled in SCS by specifying the typesand capacity of storage facilities for a manufacturing ordistribution center, with the appropriate fixed and variablecosts for each facility. An annual interest rate (ifapplicable) may also be specified for the inventory.The inventory holding cost report consists of theholding cost broken down by cost period, storage facility,manufacturing or distribution center, product, andcompany that owns the inventory. In addition to theinventory holding cost, the time-weighted average quantityand value of the inventory (broken down along the samedimensions) is reported as well.2.2.3Transportation CostsThe cost of transporting goods from one location to anothermay arise from various sources. The use of a vehicle andpersonnel may incur an activity-based cost. The in-transitinventory may also incur an inventory holding cost.Finally, a shipper may also charge a cost for transportingthe goods depending on the route taken. SCS allows themodeling of all these sources of transportation costs. Theactivity-based and inventory holding costs are describedabove. The route-based cost may be modeled by defining aroute and specifying one or more of the following costs:the full truckload cost and the less than truckload cost perunit weight or volume. Shippers often make the distinctionbetween full and partially filled trucks for costcomputation. The full truckload cost is typically less thanshipping an equivalent amount over multiple trucks. Thisinformation may be used to determine the optimalshipment sizes and the extra costs when the size variesfrom the optimal.
Experience Using the IBM Supply Chain Simulator2.2.4Financial TransactionsWhen goods are shipped from one company to anotherduring the simulation of a supply chain in SCS, thecorresponding financial transaction is recorded. The typeof transaction may be a fulfilled order, return, penalty dueto late or incorrectly filled order, unsellable items, rebates,and expired items. The transaction includes the cost period,type of transaction, sending and receiving companies,product, and the replenishment and distribution strategy (ifany) associated with the transaction.The value of a financial transaction is computed on thebasis of the modeled financial information. Revenue andpurchase cost calculations are based on product priceschedules that may vary by season and volume discounts.Penalties due to late or incorrectly filled orders arecalculated from a company's penalty policy. For lateorders, a fixed penalty and/or a value representing afraction of the price may be charged. For incorrectly filledorders, a company may charge a fixed penalty as well as avariable penalty equal to the amount in error.3THE INVENTORY OPTIMIZERMaintaining the right level of inventory at the right placeand the right time helps cost reduction, customerresponsiveness, and supply chain efficiency. Excessinventory incurs extra holding costs, storage costs, storagespace, depreciation, price-take-down, and possibly salvagecosts. On the other hand, inventory shortage causes poorcustomer serviceability, excess non-square set ofcomponent inventory, and worse yet, loss of business tocompetitors. Inventory level is a key decision associatedwith supply chain performance. Due to the size andcomplexity of the problems, it is often impossible to usethe simulation what-if analysis approach to find an optimalsolution for inventory optimization and allocation. Acomputer or food industry application can involvehundreds to thousands of part numbers with multi-levelbills-of-materials and widely distributed lead time and cost,tens to hundreds manufacturing and distribution sites, crossdocking, supplier, and customer locations linked bydifferent transportation modes. The complexity involvesthe tight coupling of the inter-relationship among inventorylevel and serviceability of different part numbers within thenetwork, the aggregate effect of the variability associatedwith each step of the delay time and other supply chainuncertainties such as supplier reliability, feature ratiovariability, and the highly volatile and difficult to forecastcustomer demands.The Inventory Optimizer was developed to address theabove issues based on an analytical approach. It models thenetwork inventory optimization problem with serviceability constraints as a constrained nonlinear programming1391problem. An approximation scheme was developed toestimate the actual lead time of each product by taking intoaccount the upstream parts availability, the associateddemand over the lead time, etc. A characterization of theoperation at each buffer location was derived based on aone to one continuous replenishment base-stock inventorypolicy, using an inventory-queue model. Heuristic searchalgorithms were derived and implemented to optimize theoverall inventory cost while meeting customer service levelrequirements. The Inventory Optimizer capability includesinventory optimization, calculating "optimal" inventorylevels and costs to meet the customer service levelrequirements in an uncertain environment; serviceabilityoptimization, calculating the "optimal" service levels andrecommends inventory allocation when the inventorybudget is specified. Input to the Inventory Optimizerconsists of product information including product name,build location, lead time, cost, bills-of-materials, usage rate,feature ratios, transit time between two locations, demandforecast and forecast accuracy, and the desiredserviceability for each demand stream, or inventory budget.The Inventory Optimizer produces a report describing theresults of its optimization including optimal overallinventory cost, or serviceability, annual shipment, turnover,inventory units and cost by part number and by location,work-in-process unit and cost, and the base-stock level.The Inventory Optimizer can be used as a stand-alonetool for inventory or serviceability optimization. It can alsobe run before running a simulation to set optimal initialinventory and base-stock levels, or run periodically duringthe simulation to reset optimal inventory and base-stocklevels according to the up-to-date demand forecast. Thecombined effect of the inventory policy with other supplychain policies such as replenishment policy, transportationmode, network configuration, product structure, andbusiness process can be studied when the InventoryOptimizer is used in conjunction with SCS. Thecombination of modeling, optimization, and supply chainsimulation functionality provides powerful and versatilecapabilities to model the dynamic supply chainenvironment and to perform inventory, serviceability,system parameters, supply chain structure, productstructure, and business scenario tradeoff analyses.44.1EXPERIENCE FROM PRACTICAL STUDIESThe Food IndustrySCS has been used in several successful consulting studiesfor the food industry. In each case, we have shown theclient how a significant amount of money can be saved bycarefully changing the way they do business. In general,our clients do not want their studies to be revealed, topreserve their strategic advantage. In this section we will
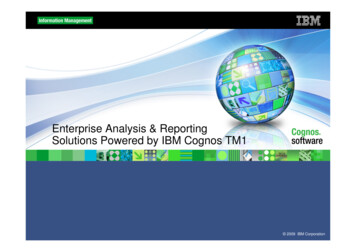
Bagchi, Buckley, Ettl and LinRetatl DistributorsupplierManuhcturiYMfg. DistributorRdaileJ-CustomerWholesalerDirect D &veryFigure 3: Some Distribution Options in a Food Industry Supply ChainVendor Managed Inventory: We have shown thatvendor managed inventory can be a win-win situationfor both parties in a supplierheceiver relationship.The receiver can save money from inventory reductionandby outsourcing the management of itsreplenishment process. The supplier can save moneyby creating full pallet orders, which greatly reducesmaterial handling costs, and by optimizingtransportation costs through creation of full truckloaddirect manufacturing shipments.summarize some of our findings without compromisingconfidentiality.We have modeled almost every level of the foodindustry supply chain starting with the supply of rawmaterials and ending with the purchase of food products atretail stores. In the middle of the supply chain are foodmanufacturers, manufacturing distribution centers, retaildistribution centers, and wholesalers (see Figure 3). Thespecific issues we have studied include:Continuous Replenishment: We have shown thatclients can achieve big savings in inventory byconverting from Build-To-Plan to ContinuousReplenishment [Buckley and Smith 19971. Continuousreplenishment is commonly used at retail stores but wehave also demonstrated the advantage of using it toreplenish goods at a distributor or a manufacturer. Tomodel this in SCS, one can specify the replenishmentpolicy for each product at each location. If thereplenishment policy is Build-To-Plan, a forecast isspecified at the Customer node for that product and itsrequirements during each time period are propagateddown to the Build-To-Plan location by a SupplyPlanning process (see Figure 2). If the replenishmentpolicy is Continuous Replenishment, a reorder pointmust be specified for the product. Whenever the onhand and on-order inventory dips below the specifiedreorder point, a replenishment order is issued to bringthe inventory back to the level of the reorder point.The replenishment order that is issued honors aminimum order quantity and a lot size if specified. Ifdesired, the modeler can use the Inventory Optimizer toautomatically calculate the reorder points needed tomeet the desired customer serviceability.1392Cross Docking: The replenishment and materialhandling policies at a distribution center can beconverted from a stockkeeping policy such asContinuous Replenishment to a cross docking orflowthrough policy that keeps no safety stock. Wehave simulated this transition to see if there are anynegative impacts on customer serviceability that offsetthe positive impacts on inventory levels and storagespace costs. With one client we showed that thisconversion could be made without loss of customerservice. Indirectly, the ability to do this saved themfrom building new facilities, thereby yielding largesavings.Note that conclusions like these should not be thoughtof as generally applicable. For each supply chain casestudy, relevant information must be gathered, modeled, andevaluated through simulation to see if the anticipatedconclusions hold.
Experience Using the IBM Supply Chain Simulator4.2replenishment of the line-side component inventory.The reorder points of components and finished goodsbuffers at the assembly site were determined by theInventory Optimizer so as to achieve 98% on-timedelivery to end-customers. Assuming that the supplierswho provide line-side stocking own the on-handcomponent inventory at the assembly site, thesimulation results indicated that the division’sinventory turnover rises by a factor of greater thantwo. At the same time, the increase in supplierinventory liability turned out to be so low (less than10%) that it could be compensated for with a smallprice increase.The Computer IndustryAnother field where SCS has been applied withconsiderable success is the computer manufacturing anddistribution industry. We have redesigned global supplychains by streamlining their supplier and distributionnetworks, by determining global supply strategies, and uring and logistics. We adopt the strategic viewthat a supply chain is a set of manufacturing sites,suppliers, customers, products, and methods of inventorycontrol, replenishment and distribution. The specific issueswe have investigated include:Material Requirements Planning (MRP): MRPsystems have been used in the computer industry sincethe 1960’s. An MRF’ system is a centralized system inwhich inventory is being allocated periodicallyaccording to forecasted demand. The timinginformation needed to schedule order releases isincluded in the master production schedule. Thisprocess can be represented using the supply planningfunction of SCS. The supply planning functionexplodes the bills-of-materials to obtain componentsand raw material requirements that result from theforecasted demand.Supplier Integration: To improve order fulfillment,inventory posture and market responsiveness, adivision within a large computer manufacturingcompany considered the re-design of its componentsourcing strategy through supplier integration.Supplier integration means that inventory levels andreplenishment needs at the assembly site arecommunicated electronically to all suppliers. Thesuppliers provide line-side stocking of theircomponents at the assembly site, and the componentsinventory is being replenished periodically based onactual orders. In constructing a model for supplierintegration, we focused on products andmanufacturing operationsthatconstitutearepresentative subset of total goods sold. Themanufacturing lead times, transit times, materialhandling delay times, bills-of-materials, and unit costswere obtained from the company’s central database.To characterize the demand for products, we obtainedan eight months outlook for each product from thecompany’s forecasting group. The outlook wasdetermined by analyzing historical sales and bycollecting predicted future sales from the marketingorganization. To carry out the analysis, we reviewedthe current business model, which was based on MRP,together with the integrated supplier model in terms ofserviceability and inventory performance. Wesimulated the model under the assumption of weekly13930Channel Assembly: The interdependencies betweenmanufacturers and distribution channels were thesubject of various simulation studies using SCS. Asmany computer manufacturers recently started toextend their supply chains to include majordistribution channels, there is a need to betterunderstand the impact of different operational policieson total supply chain inventory and serviceability.Among the operational policies we investigated waschannel assembly (custom configuration of computerswith plug-in features such as memory modules andhard drives), limiting the amount of channel inventory,and the consolidation of distribution channels toregional configuration hubs.5SUMMARYWe believe that the IBM Supply Chain Simulatorrepresents the leading edge in supply chain simulation.Leading-edge clients and industry consultants havesubstantiated this belief. We have found SCS to beextremely valuable in practice when costly design andoperational decisions are needed in a supply chain.ACKNOWLEDGMENTSMany people contributed to the evolution of the IBMSupply Chain Simulator. Chae An, Dan Connors, GerryFeigin, Tony Levas, Nitin Nayak, Raja Petrakian, RameshSrinivasan, and Jayashankar Swaminathan worked onearlier versions of the software. Richard Shore, JeffreySmith, and Bret Naccarato are SCS users who guided thefunctionality based on client requirements. Tomi Magome,Elizabeth Poole, Margarita Rovira, Bill Tulskie, and LauraWarren made significant contributions to the currentsoftware and its documentation.
Bagchi, Buckley, Ettl and LinGRACE Y. LIN is a Research Staff Member at the IBMT.J.Watson Research Center. She is responsible for thedevelopment of the Inventory Optimizer and several supplychain modeling projects. She received her Ph.D. degree inIndustrial Engineering from Purdue University. Herresearch interests include extended enterprise supply chainmanagement, inventory management, cooperative controland scheduling, and computer integrated manufacturing.Her publications have appeared in the IJFMS, ILETransactions, Computer Control of FMS.REFERENCESBuckley, S. 1996. Supply Chain Modeling. Autofact,Detroit, Michigan.Buckley, S. and Smith, J. 1997. Supply Chain Simulation.Georgia Tech Logistics Short Course, Atlanta,Georgia.Cooke, J. 1998. A look into the supply chain's future.Logistics Management & Distribution Report V37 N5May 1998,45-48.Dietrich, B., Connors, D., Ervolina, T., Fasano, J.P., Lin,G., Srinivasan, R., Wittrock, R., Jayaraman, R. 1995.Production and Procurement Planning Under ResourceAvailability Constraints and Demand Variability. ZBMResearch Report RC-19948, Yorktown Heights, NewYork.Ettl, M., Feigin, G., Lin, G., Yao, D. 1996. A SupplyNetwork Model with Base-Stock Control and ServiceRequirements. To appear in Operations Research.Feigin, G., An, C., Connors, D., Crawford, I. 1996. ShapeUp, Ship Out. ORMS Today, April.Swegles, S. 1997. Business process modeling withSIMPROCESS.Winter Simulation Conference,Piscataway, NJ, 606-610.Turney, P. B. B. 1991. Common Cents: The ABCCost Technology,Pe ormance Breakthrough.Hillsboro, OR.AUTHOR BIOGRAPHIESSUGATO BAGCHI is a Research Staff Member at theIBM Thomas J. Watson Research Center in YorktownHeights, NY. His current research interest is in the area ofmodeling business systems for objectives ranging fromstrategy formulation to business process design. He has aPh.D. degree in Electrical Engineering from Van
The IBM Supply Chain Simulator (SCS) is a software tool that can help a company or a group of companies make strategic business decisions about the design and operation of its supply chain. SCS and its predecessors were originally developed by IBM Research to improve IBM's internal supply chains. The tool has played an important