Transcription
SAE-SECOTEC-PROGRAMM 2017SAE-SECOTEC-PROGRAM 2017IMPLANTAT Suprastrukturenspannungsfrei mit FUNKENEROSIONIMPLANT-retained suprastructurespassivated to a stress free fit through spark erosionSOVRASTRUTTURE IMPLANTARIpassive con L’ELETTROEROSIONEИМПЛАНТАТНЫЕ супраструктурыбез напряжения с ИСКРОВОЙ ЭРОЗИЕЙ
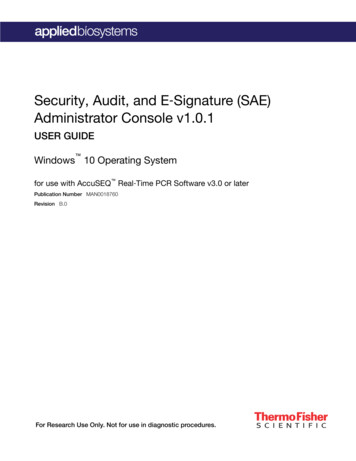
Passive Fit mit SAE-Secotec-Funkenerosion TechnologiePassive fit with SAE Secotec Spark Erosion TechnologySEC 2SAE-Passivierungsprozess 1SAE Passivation Process 1SAE-Passivierungsprozess 2SAE Passivation Process 2Passivierung der Implantatstruktur auf 6 ModellanalogenKupferelektroden mit standardisiertem Oberflächen-DesignPassivation of the implant structure on 6 model analogues- copper electrodes with standardised surface designPassivierung der Implantatstrukturauf 6 individualisierten Original Titan-AbutmentsPassivation of the implant structureon 6 customized original titanium abutmentsSAE-Passivierungsprozess 1SAE-Passivierungsprozess he: QZ 10/1002, Seite 1114-1137Qualitätssicherung interdisziplinärer Zusammenarbeit amBeispiel zahnloser und teilbezahnter PatientenRübeling / FreesmeyerQZ 4/2015, Seite 456-472Stegversorgung bei divergierenden Implantaten mitspannungsfreiem SitzPopall / RübelingImplantologie 2005, 13/2, Seite 173-185Untersuchung zur Verbesserung des passiven Sitzes derimplantatgetragenen Suprastruktur mit Hilfe der FunkenerosionEisenmann / Ali Mokabberi / Walter / FreesmeyerSee:Quintessenz Journal of Dental TechnologyVolume 2 / Number 2 / April 2004, page 158-181Edentulous and partially dentate patients: Quality assurancethrough interdisciplinary cooperationRübeling / FreesmeyerJOMI, Vol. 19, No. 6/2004, page 810-818Improving the fit of Implant-Supported Superstructures usingthe Spark Erosion TechniqueEisenmann / Ali Mokabberi / Walter / FreesmeyerSiehe: dental dialogue 5/2006Passiv passend gemachtGómez-Román / RübelingSee:EDI-Journal 02/2006Passivation of implant superstructures using thespark-erosion techniqueGómez-Román / Rübeling* Diese Systemteile dienen nur zur Herstellung von Zahnersatz!* These system parts are used only for making dental prostheses!
Inhalt / ContentsSeite/PageSECOTEC InformationenSECOTEC ahrenSAE Spark Erosion Method6/7Secotec-Verfahren unter Nutzung der FunkenerosionSecotec System using Spark Erosion8/9SAE-Secotec ModellvorbereitungSAE Secotec Model Preparation10/11Das formkonstante EpoxydharzmodellThe consistently shaped epoxy resin model11-13Grafische Darstellung des ModellaufbausDiagram of Model Structure12/13SAE-HorizontalschleuderSAE Horizontal Centrifuge11/13SAE-Präzisions-ParallelometerSAE Precision Parallelometer12/13SAE-FunkenerosionsmaschineSAE Spark Erosion Machine14/15SAE-GrundausrüstungSAE Basic Equipment16/17SAE-SECOTEC-PROGRAMM 2017SAE-SECOTEC-PROGRAM 2017AnkylosAnkylos Balance Basisaufbau schmalAstra Tech Dental 20 Astra Tech Dental 45 Astra Tech Dental Uni AbutmentBego-SemadosBego Multi PlusBiomet 3i Certain Ø 4,0 mmBiomet 3i Certain Ø 5,0 mmBiomet 3i Certain Ø 6,0 mmBiomet 3i Standard Abutment AB 200-700Biomet 3i Microminiplant (2.5 Hex)Biomet 3i Ø 6,0 UCLA WP (Wide Platform)Camlog/Conelog Ø 3,3 Ø 3,8 Ø 4,3Camlog/Conelog Ø 5,0 Ø 6,0Dentegris Ø 3,75Dentegris Ø 4,5 Ø 4,75Friatec Frialit MP2Ø 3,4 Ø 3,8 /Ø 4,5 /Ø 5,5MIS Multi UnitMIS Multi Unit 2016MedentiBASENeoss-Multi AbutmentNobelActive NP Ø 3,5NobelActive NP Ø 4,3Nobel Biocare Mirus-Cone Ø 4,8 RP(Regular Platform) multi-unitNobel Biocare Replace Select NPNobel Biocare Replace Select RPNobel Biocare Replace Select WPNobel Biocare Replace Select Ø 6,0 mmNobel Biocare /3332/33Seite/PageNobel Biocare UCLA - rotationsgeschütztNobel Biocare UCLA-RP (Regular Platform)Nobel Biocare UCLA-NP (Narrow Platform)Nobel Biocare UCLA-WP (Wide Platform)Nobel Biocare UCLA-WP (Wide Platform)PALTOP Advanced Multi UnitSchütz Dental Group Schütz-ImplaSteri-Oss PMEStraumann Bone Level Ø 3,5Straumann Bone Level Ø 4,5Straumann Bone Level Ø 6,5Straumann OctaStraumann SynOctaStraumann SynOcta 1,5Straumann SynOcta WN (Wide Neck)Straumann Bone Level Ø 3,5Verschraubtes SekundärteilStraumann Bone Level Ø 4,6Verschraubtes SekundärteilSPI Thommen Ø 3,5SPI Thommen Ø 4,0SPI Thommen Ø 4,5SPI Thommen Ø 5,0SPI Thommen Ø 6,0Zimmer Spline: Ø 3,25Zimmer Spline: Ø 4,0Zubehör terSECOTEC-HilfswerkzeugSECOTEC AccessoriesDrehmomentschlüssel und RätschradTorque wrench and wrench wheelAdapter für ISO-Schaft-InstrumenteAdapter for ISO shaft instrumentsKonter- und ImbusschlüsselCounter wrench and hex keyGewindehülse und Schraube aus TitanTitanium abutment and screwZur PatienteninformationFor Patient‘s InformationVerschraubungen*Screw connections*Titanröhrchen für Röntgen- und BohrschabloneTitanium cylinder for radiographic and drilling jigZubehör für das formkonstanteFunkenerosionsmodellAccessories for the consistently designedspark erosion modelInformation für ImplantatarbeitenInformation on implant-retained restorationsNcm-Einstellungen am DrehmomentschlüsselNcm Adjustments to the torque 748/4948/4948/495051SEC 3
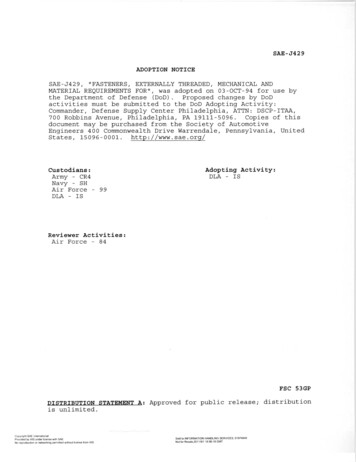
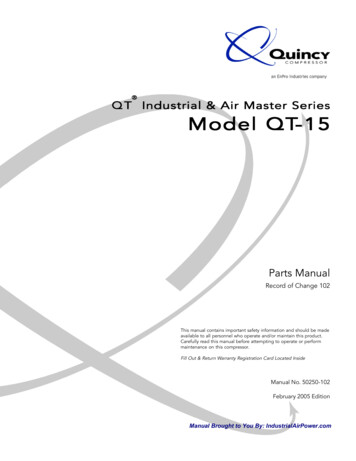
Sheffield-Test an CAD/CAM-gefräster StegstrukturAuf 6 Implantaten aus CoCrMo – vor Funkenerosion zur PassivierungOn 6 implants made of CoCrMo – before spark erosion for passivationpos1 (fix)pos6 pos5pos6Vor der SAE-Funkenerosion / Before SAE spark erosionPositionpos1pos2pos3pos4pos5pos6Mittelwert derSpaltbreite in µmMean value of gapwidth in µm0.0033.8738.5335.0347.0423.86Standard abweichnungMittelwertStandard abweichnungin µmder Spaltbreite in µmin µmStandard deviationMean value of gapStandard deviationin µmwidth in µmin µm 0.00 1.87 8.67 4.91 8.57 4.4342,3825.8523.7017.4331.540.00 5.81 6.79 6.16 5.80 2.10 0.00fixierte Position / fixed positionmaximaler Abstand / maximum gapStudie / Study: Prof. Dr. W.-D. Müller Biomaterialforschung CC3 „Charité“ Universitätsmedizin, BerlinStegstruktur-CoCrMo CAD/CAM gefräst / Bar structure – CoCrMo CAD/CAM-milledSheffield-TestSEC 4Sheffield-TestCAD/CAM gefräst aus CoCrMo / SAE Okta-C vor Passivierung durch SAE-FunkenerosionCAD/CAM-milled from CoCrMo / SAE Okta-C before passivation using SAE spark erosion
Sheffield Test on CAD/CAM-milled bar structureDer SAE-Funkenerosionsprozess mit ElektrodenThe SAE spark erosion process with electrodesDer Funkenerosionsprozess in derSAE-Funken erosionsmaschineThe spark erosion process in theSAE spark erosion machineSheffield-TestSheffield-TestNach Passivierung durch SAE-FunkenerosionAfter passivation using SAE spark erosionBrückenstruktur-CoCrMo CAD/CAM gefrästBridge structure – CoCrMo CAD/CAM-milledSheffield-TestSheffield-TestPassive fitVor Passivierung durch SAE-FunkenerosionBefore passivation using SAE spark erosionNach Passivierung durch SAE-FunkenerosionAfter passivation using SAE spark erosionSEC 5
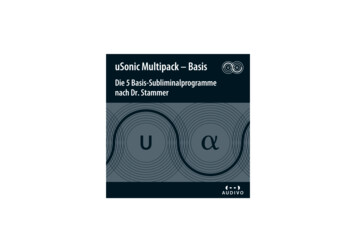
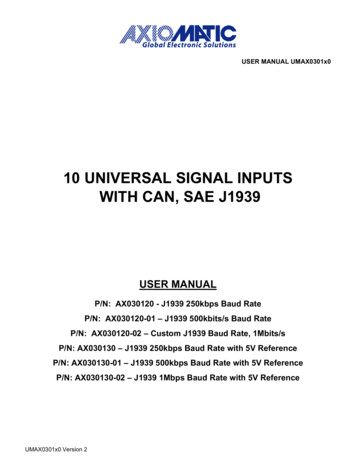
SAE-SECOTECDas SAE-Funkenerosionsverfahren zur Passungsoptimierungder Implantat-Meso- und SuprastrukturenEs ist nicht möglich, eine exakte Passung und einen spannungsfreien passiven Sitz der Meso- und Suprastruktur auf den inserierten Implantaten mit den in der Zahntechnik angewandten Gusstechnikenzu erzielen.Um aber die Forderung der Zahnmedizin nach einem passiven Sitz der Suprastruktur auf den inseriertenImplantaten nur annähernd erfüllen zu können, werden in der Zahntechnik viele Hilfswege beschritten.Die gegossene Suprastruktur wird ein- oder mehrfach zertrennt und neu gefügt durch Löt- und Schweißvorgänge. Daraus resultieren neue Fehlpassungen, wenn auch in geringerem Maße. Wird jedoch diemehrspannige Struktur keramisch verblendet, treten Verspannungen der Struktur auf, ausgelöst durchdas Aufschrumpfen der Keramikmasse während des Aufbrennprozesses. Es kommt wiederum zur Fehl passung der Suprastruktur.Diese zahntechnisch bedingten Fehlpassungen werden nach Fertigstellung der Suprastruktur durch dasSAE-Secotec-Funkenerosionsverfahren korrigiert, und ein spannungsfreier Sitz wird erzielt.Durch das SAE-Secotec-Funkenerosionsverfahren werden bei dem elektrophysikalischen Vorgang feinsteMetallpartikel von der Suprastruktur abgetragen, beginnend an den Bereichen, die zuerst Kontakt zuden Modellimplantaten haben, und prozessfortschreitend, bis die Suprastruktur durch den Abtrag an derImplantatkontur an allen Bereichen gleichmäßig Kontakt hat.Für den Funkenerosionsprozess ist ein spezielles Modell notwendig, wobei die Secotec-Modellhülsenein Auswechseln der Modellimplantate gegen formidentische Elektroden ermöglichen und damit derStromfluss gewährleistet ist.Die Anwendung dieses Secotec-Verfahrens ist möglich für alle elektrisch leitfähigen Metalle und Legierungen sowie nach dem Verblenden der Suprastruktur mit Keramik oder Kunststoff.SEC 6Sheffield-TestSheffield-TestEine Schraube außen angezogenvor der funkenerosiven Passivierung der Strukturkein spannungsfreier Sitz der StrukturEine Schraube mittig angezogenvor der funkenerosiven Passivierung der Strukturkein spannungsfreier Sitz der StrukturOne outer screw is fastenedbefore spark erosion passivation of the structureno stree-free fit of the structureOne center screw is fastenedbefore spark erosion passivation of the structureno stress-free fit of the structure
SAE-SECOTECThe SAE Spark Erosion Method for Achieving a Passive Fitof Implant Meso and SuprastructuresThe conventional methods of casting framework in the dental laboratory will never lead to a passive fitof the sub and suprastuctures situated on osseointegrated implants.However, to comply with the demands of dentistry to achieve a passive fit of the implant related framework, many variables are considered. The cast suprastructure is segmented and reconnected, either bysoldering or welding. This procedure leads to new inaccuracies, if only to an insignificant extent. But whenthe ceramic veneering is applied to the multispanned restoration, the framework shows a stress producingpotential due to the shrinkage of the ceramic during firing. Again, we find an inaccurate fitting fixture.These inaccuracies resulting from conventional prosthetic techniques can be corrected after completionof the suprastructure by applying the SAE Secotec Spark Erosion Method.With the SAE Secotec Spark Erosion Technique, short circuit impulses in an electrical field burst out particles from the metallic surface of the suprastructure, starting from the areas that first come into contact with the lab implants and continuing until all contours of the framework are equally sparkeroded, thus achieving uniform contact.A special model is needed to provide electrical contact during the spark erosion procedure. The modelshells furnish the opportunity to exchange the implant replicas for identical electrodes assuring an evenflow of electricity and a sufficient production of sparks.The Secotec System is applicable to all conductiblemetals and alloys and to acrylic or ceramicveneered effield-TestAlle Schrauben angezogenvor der funkenerosiven Passivierung der Strukturkein spannungsfreier Sitz der StrukturAlle Schrauben angezogenspannungsfreier Sitz nach der funkenerosivenPassivierung der StrukturAll screws are fastenedbefore spark erosion passivation of the structureno stress-free fit of the structureAll screws fastenedstress-free fit after spark erosion passivationof the structureAbb. 4SEC 7
Das Secotec-Verfahren unter Nutzung der FunkenerosionAbb.2Implantatstruktur in der FunkenerosionsmaschineAbb.1Das Prinzip der FunkenerosionWas ist Funkenerosion?Die Funkenerosion ist eine Methode zur abtragenden Formgebungvon elektrisch leitfähigen Metallen durch gesteuerte elektrischeStrom impulse zwischen Werkzeugelektrode (Implantatelektrode) undWerkstück (Implantat-Meso- oder Suprastruktur) in Gegenwart einernichtleitenden (dielektrischen) Flüssigkeit.Das Erodieren ist neben den zerspannenden Verfahren (Fräsen – Bohren) ein weiteres Verfahren zur Bearbeitung von Metallen, jedochmit dem wesentlichen Unterschied, dass die Rotation des Werkzeuges(Drillfräser) entfällt und durch die feststehende Elektrode im senkrechten Vortrieb speziell bei Restaurationen auf Implantaten äußerstexakte Passungen mit individueller Formgebung ermöglicht werden.Seit 20 Jahren findet das Funkenerosionsverfahren in der Zahntechnik seine Anwendung im Bereich der kombinierten Prothetik. In der Implantatprothetik wird das Verfahren seit einigen Jahren zur Passivierung der Passung bei Meso- und Suprastrukturen auf Implantateneingesetzt.Der gussbedingte Verzug von Implantat-Meso- und Suprastrukturenkann rasch durch das funkenerosive Abtragen der spannungsverursachenden Kontaktflächen behoben werden, sodass ein passiver Sitz derMeso- oder Suprastrukturen auf den Implantaten erzielt wird.Das Prinzip der FunkenerosionWerkstück (Meso- oder Suprastruktur) und Elektrode werden in der Funkenerosionsmaschine so in die Arbeitsposition (Abb. 1 und 2) gebracht, dass sich beide nicht berühren. Es bleibt ein Spalt, dermit einer isolierenden Flüssigkeit (Dielektrikum) gefüllt wird. DieBearbeitung erfolgt in einem Behälter. Werkstück und Elektrode sindüber ein stromführendes Kabel an eine Gleichstromquelle angeschlossen. Die Stromleitung ist durch einen Schalter unterbrochen. Wirddieser geschlossen, entstehen zwischen Werkstück und ElektrodeKurz schlussimpulse, die Funkenüberschläge von der Elektrode zumWerkstück abgeben.SEC 8Diese Funkenüberschläge bewirken den Metallabtrag am Werkstück(Struktur) auf den zuerst auftreffenden Partien. Der Abtrag setzt sichfort, bis alle Partien der Struktur voll Kontakt zu den Elektroden haben.Das Werkstück sitzt dann zirkulär voll auf den Implantatelektroden auf,deren Oberflächendesign exakt dem der Implantate oder der Abutmentsentspricht.Abb.3Erosionsabtragende, spannungsverursachendeKontaktflächenWhat is Spark Erosion?Spark Erosion is a method for shaping and eroding electrically conductivemetals by controlled electrical current impulses between tool electrode(implant electrode) and work piece (implant meso or suprastructure) inthe presence of a non-conductive (dielectric) fluid.Compared with the machining procedure (milling – drilling), the erosion is an additional procedure for processing metals, however with themain difference that the rotation of the tool (drill cutter) is omittedand through the vertical propulsion of the fixed electrode, specificallyfor restorations on implants, it is possible to obtain exact fits with acustomized design.For 20 years spark erosion has been used in dental technology in thearea of combined prosthodontics. With implant prosthodontics the procedure has been used for several years for passivation of the fit of mesoand suprastructures on implants.The contraction caused by the casting of implant meso and suprastructures can be quickly rectified by the spark erosion of the contact areascausing tension so that a passive fit of the meso or suprastructures onthe implants can be obtained.The principle of Spark ErosionThe work piece (meso or suprastructure) and electrode are put into thespark erosion machine and brought into the working position (illustration 1 and 2) so that they do not touch each other. A gap remains whichis filled with an insulating liquid (dielectric fluid). Processing occurs ina container. The work piece and electrode are connected by an electricalcable to a direct current source. The power supply is interrupted by aswitch. If this is closed, short circuit impulses occur between the workpiece and electrode which give off flashovers from the electrode to thework piece.These flashovers cause metal removal from the work piece (structure)on the areas hit first. Metal removal continues until all areas of thestructure have full contact with the electrodes. The work piece sits fullycircularly on the implant electrode whose surface design correspondsexactly to that of the implants or the abutments.
The Secotec System using Spark Erosion1. Durch Einschalten der Spannungbildet sich zwischen Elektrode undWerkstück ein elektrisches Feld.An electric field is developed between electrode and work pieceby turning on the voltage.5. Aufgrund der Viskosität desDielektrikums entsteht ein Gegendruck, der den Entladungskanalzwischen Elektrode und Werkstückzusammenschnürt. Die konzen trierte Wärme bringt die Ober flächen zum Schmelzen.Counter-pressure arises becauseof the viscosity of the dielectricfluid which ties up the channel ofdischarge between electrode andwork piece. The concentrated heatbrings the surface areas to melting.2. Die elektrisch leitenden Teilchen konzentrieren sich im Feldzwischen Elektrode und Werkstückund bilden eine Brücke.The electrically conducted particlesconcentrate in the field betweenelectrode and work piece and forma bridge.6. Die Temperatur nimmt zu, dasSchmelzen setzt sich in die Oberflächen hinein fort. Durch das Verdampfen der Schmelze entstehenkurzzeitig hohe Temperaturen.The temperature increases, themelting continues into the surfaceareas. High temperatures arereached temporarily due to thevaporization of the melt.3. Über diese Brücke bildet sichschlagartig ein Entladungs kanalaus.Suddenly a channel of dischargedevelops over this bridge.7. Durch Abschalten der Spannungwird der Stromfluss unterbrochen,der Entladungkanal bricht zusammen. Dies führt zu schlagartigenAusschleudern und Verdampfen derSchmelze.The flow of electricity is interruptedby switching off the voltage, thechannel of discharge fails. Thisleads to sudden centrifugation andvaporization of the melt.4. Mit beginnender Entladungsteigt die Anzahl der elektrischleitenden Teilchen lawinenhaft an,der Strom beginnt zu fließen.As discharge begins, the numberof the electrically conducted particles increases like an avalanche, the electricity beginsto flow.8. Am Ende der Entladung befindetsich im Dielektrikum fein verteiltesElektrodenmaterial. Die Werkstückund Elektrodenoberflächen habenje einen Abtragskrater.There is fine electrode material inthe dielectric fluid at the end ofthe discharge. The surface areas ofthe work piece and the electrodehave each an ablation crater.Aufgaben des DielektrikumsPurpose of Dielectric FluidIsolation:Insulation:Das Dielektrikum hat die wichtige Aufgabe, das Werkstück von der Elektrode zu isolieren. Der elektrische Durchschlag muss bei geringstmöglichen Abstand erfolgen. Dadurch erhöht man die Abtragsleistungund die Abbildungsgenauigkeit.The dielectric fluid has the important function of insulating the workpiece from the electrode. The electrical disruptive discharge must occurwith as little a gap as possible. This increases the ablation capacity andthe precision of the shape.Kühlung:Cooling:Da der elektrische Funke mit ca. 10.000 C auf dem Werkstück auftrifft,muss das Dielektrikum Elektrode und Werkstück kühlen. Eine Überhitzung der Elektrode muss vermieden werden, damit es nicht zu einemübermäßig hohen Verschleiß kommt. Die beim Funkenerosionsprozessentstehenden Metalldämpfe müssen in der Flüssigkeit kondensieren können, zudem müssen die entstandenen Abtragspartikel von der Erodierzone weggespült werden, damit Prozessstörungen vermieden werden.As the electric spark hits the work piece at about 10,000 C the dielectricfluid must cool the electrode and work piece. Overheating the electrodemust be avoided so that it does not lead to augmented wear and tear.The metal vapours that occur during the spark erosion process mustbe able to condense in the liquid, and in addition, the resulting ablation particles must be washed away from the erosion zone to avoid anyprocess errors.SEC 9
SAE-SECOTEC – Das formkonstante SAE ModellModellvorbereitung – Step by Step / Model Preparation – Step by Step11aAbbildungen 1 1aDie Abformung mit individuellem Löffel und Impregummit den AbformpfostenFigs. 1 1aThe customized tray holdingthe impression in Impregumwith the impression copings.2Abbildungen 2 2aIn die Secotec-Modellhülsen werden die systemgebundenen Modellimplantate eingeschraubt, welche dann mit den in der Abformung befindlichenAbformpfosten verschraubt werden. Die Schraubvorgänge werden mit demDrehmomentschlüssel (Bestell-Nr.: 82-0521) und dem Konterschlüssel(Bestell-Nr.: 82-0531) unter Berücksichtigung der angegebenen Anschraubwerte – Ncm – durchgeführt. Jede Modellhülse wird mit der Kupferlitze (Bestell-Nr.: 82-0500) kontaktiert, sodass alle Modellhülsenim Stromkreis verbunden sind.Figs. 2 2a2a3The lab implant replicas of a matching implant system are attached to theSecotec model shells and then screwed to the impression copings embeddedin the impression. All tightening procedures are performed with a torquewrench (item no. 82-0521) and a counter wrench (item no. 82-0531),hereby complying with the specific torque – Ncm. – Copper wire(item no. 82-0500) is attached to each model shell, thus connectingthem to form an electrical circuit.Abbildung 3Es erfolgt der Ausguss in dauerelastischem Modellkunststoff, so dass dieModellimplantate völlig mit weichem Kunststoff bedeckt sind und nur dieModellhülsen komplett sichtbar bleiben.Fig. 3An effusion of elastic die acrylic is carried out. The implant replicas arecompletely covered with the soft acrylic and only the model shells arevisible.SEC 10
SAE-SECOTEC – SAE Model with consistent designModellvorbereitung – Step by Step / Model Preparation – Step by Step4Abbildung 4Eine Abgrenzungsmanschette aus Wachs wird angebracht.Fig. 4A wax barrier is created.5Abbildung 5Der gesamte Bereich wird mit Silberpuder dünn bestaubt, als Isolationgegen das Epoxydharz.Fig. 5The entire area is lightly dusted with silver powder to insulate againstthe Epoxy Resin.NEW62017Abbildung 6Es erfolgt der Teilausguss mit einem kontraktionsarmen – 0,00 - 0,03 mm – SAE-Modellepoxydharz (Bestell-Nr.: 40-1060) und mit derSAE-Horizontal schleuder (Bestell-Nr.: 55-0780) erfolgt die Verdichtung.Fig. 6A partial effusion is made with low contracting – 0.00 - 0.03 mm –SAE-Epoxy Resin (item no. 40-1060) and with theSAE Horizontal Centrifuge (item no. 55-0780) compression occurs.Modellepoxydharz und -härter740-1060 1. SAE-Epoxydharz, blau40-1063 2. SAE-Epoxydharz, weiß40-1061 3. SAE-Epoxydhärter123Abbildung 7Nach Entfernung aller Wachsreste erfolgt der komplette Ausguss in SAE-SpeziGips der Güteklasse IV. Bestell-Nr.: 70-1121 (hellbraun) / 70-1124 (elfenbein).Fig. 7After all of the excess wax is removed the remaining effusion is completed in atype IV SAE Special Die Stone (item no. 70-1121 (light brown) / 70-1124 (ivory).SEC 11
SAE-SECOTECGrafische Darstellung des Modellaufbaus / Diagram of Model StructureModellaufbau1010a1212a141618Modell aus GipsModellanteil(elastisch und abnehmbar)Aufnahmebereich fürModellimplantatund ImplantatelektrodeModellhülseGewindegang der ModellhülseKontaktbereich für die LitzeKupferlitze für Stromfluss (Anode)Model Structure1010a1212a1416188dcAbbildung 8ba)b)c)d)e)ea12Drehmomentschlüssel (82-0521) Einstellung 20 rschlüssel (82-0531)Fig. 8a)b)c)d)e)SEC 12die modelremovable elastic portionarea for receiving implantreplica and electrodemodel shellthread of model shellcopper wire contactcopper wire for conductivity (anode)3torque wrench (82-0521) Setting 20 Ncmdriverimplant replicamodel shellcounter wrench (82-0531)45
SAE-Horizontal schleuder N20E1U7SAE-Präzisions-ParallelometerMade in GermanySAE-Horizontal schleuder für das blasenfreie EpoxydharzmodellSAE-Horizontal schleuder: Art.-Nr. 55-0780Technische Daten:- Abmessungen:B: 62cm T: 51cm H: 35cm (geschlossen) / 55cm (offen)- Gewicht: 45 kg- Kräftiger DC-Motor mit 240 W- Drehzahl Zentrifuge einstellbar von 0 - 500 U/min- Weltweit einsetzbar Dank hoch effizientem (bis 87%)Schaltnetzteil- Eingangsspannung:85 - 264 VAC @ 47 - 63 HZ oder 120 - 370 VDC- Maximale Leistungsaufnahme: 336 WEpoxyharz-Modellmaterialsiehe Seite 11SAE-Präzisions-ParallelometerIn dem SAE-Präzisions-Parallelometer wurden nurhochwertigste Komponenten eingebaut.- Umlaufende Kugelsätze innerhalb des gesamten Systems- Spielfreie Führung- Exaktes Arbeiten möglich- Lange Lebensdauer- Linearführungen mit lebenslanger eingebauter SchmierungPräzisions-Parallelometer: Art.-Nr. 40-3000Zubehör für SAE-Präzisions-Parallelometer40-30011. SAE-GraphitminenhalterØ 3,0 mm außen/ Ø 2,0 mm innen40-30022. SAE-Wachsschaber 0 , Ø 2,0 mm40-30033. SAE-Wachsschaber 2 , Ø 2,0 mm40-30044. SAE-Graphitmine 2,0 mm, 10er Pack20-10285. Modellhalter für EDM 2005 und EDM 2000Siehe auch Seite 17 44SEC 13
SAE-Funkenerosionsmaschine EDM 2000 (2012)Macchina di elettroerosione SAE EDM 2000 (2012)Spezifikation / Specivication / Specifiche tecniche / h200 x 100 mmMounting table/magnetic table200 x 100 mmSuperficie di fissaggio/banco magnetico 200 x 100 mmКрепёжная плита / Магнитный стол200 х 100 ммLängsverstellung, X-AchseLongitudinal adjustment, x axisSpostamento longitudinale, asse X150 mm150 mm150 mmQuerverstellung, Y-AchseCross adjustment, Y axisSpostamento trasversale, asse Y100 mm100 mm100 mmGrößter Abstand Tisch/PinoleMaximum space table/spindle sleeveDistanza massima asse verticale Z240 mm240 mm240 mmDurchgehender ErodierhubInternal erosion strokeDistanza massima di erosione220 mm220 mm220 mmПродольная регулировка по оси Х150 ммПоперечная регулировка по оси Y100 ммМаксимальное расстояние стол/пиноль240 ммПроходящий эрозионный ход220 ммInhalt des DielektrikumsystemsContents of the dielectric fluid systemCapacità serbatoio olio dielettrico45 l45 l45 lСодержание системы диэлектрикаDrehspindelRotating coilVelocità rotazione mandrinoВращающийся винт45 л0-500 U.p.M0-500 U.p.M0-500 giri/min0 - 500 об.в мин.Füllhöhe ArbeitsbehälterFill level working tankLivello olio dielettrico nella vasca di lavoroВысота наполнения раб. сосудаSEC 14175 mm175 mm175 mm175 ммMittlerer ImpulsstromMedium impulse currentCorrente media ad impulsimax. 12 Amax. 12 Amax. 12 AHöchster ImpulsstromMaximum impulse currentCorrente max. ad impulsimax. 24 Amax. 24 Amax. 24 AСредний импульсный токмакс. 12 аМакс. импульсный токмакс. 24 аAnschlussleistungConnectionPotenza assorbita1,5 kVA1,5 kVA1,5 kVAПрисоединяемая мощность1,5 кваAnschlussspannungConnection voltageTensione di rete220 V220 V220 VПрисоединяемое напряжение220 вFrequenzFrequencyFrequenza50 – 60 Hz50 – 60 Hz50 – 60 HzЧастотаGewichtWeightPesoВес50 - 60 гц180 kg kpl.180 kg cpl.180 kg compl.3-Achsen-Digitalanzeige / LCD-Display3 axis display / LCD displayVisualizzazione digitale 3 assi / Display LCDЦифровая индикация 3 осей / LCD-дисплей180 кг компл
SAE Spark Erosion Machine EDM 2000 (2012)САЕ Искроэрозионная машина EDM 2000 (2012)САЕ enerosions maschineSAE Spark ErosionMachineMacchina dielettroerosione SAE10-1105 SAE-Funkenerosions maschineEDM 2000 neu10-1105 SAE Sparkerosion machineEDM 2000 new10-1105 Macchina dielettroerosione SAE EDM2000 – Novità10-1105 САЕ ИскроэрозионнаямашинаEDM 2000, новая erbesserteVLeistungen: Funkenerosions maschineEDM 2000 (2012)ImprovedPerformances:Spark Erosion MachineEDM 2000 (2012)Migliorie diperformance:Macchina di elettroerosione EDM 2000 (2012)Искроэрозионнаямашина EDM 2000 (2012)с тью: Neue digitaleGenerator technologie Modernisierte prozessorgesteuerte Bedieneinheit Technologiedaten speicherAufruf über Produktkennung Z-Achsen-Einheit Multifunktionsdisplay mit Fehleranzeige Minimierung derOberflächen rautiefe Mit PCI-Anschluss –Steuerung überLaptop möglich Schnellere Tankbefüllung Z-Achse „Touch-down-Nullpunkteinstellung“ Individuelle Parameter einstellungen möglich New digital generatortechnology Modernized processor controlled unit Technology data memoryRecall by product code Z axis unit Multi function displaywith error display Minimization of depthof surface roughness With PCI contact –laptop control p ossible Faster filling of tank Z axis “touch down zeropoint adjustment” Individual parameteradjustments possible Generatore di nuova tecnologia Unità di comando modernizzata controllatada microprocessore Memoria dati conprogrammi preimpostati Comando separato asse Z Display multifunzione convisualizzazione errori Riduzione al minimo dellarugosità superficiale Ingresso PCI – possibilitàdi comando tramite portatile Riempimento più rapidodella vasca di lavoro Asse Z “Impostazione punto zero touch-down” Possibilità di impostazioneindividuale dei parametri новая технологиягенератораNutzbar für:Usable for:Può essere usata per:Используется для: САЕ ung derImplantat strukturen SAE T attachmentSAE double T attachmentSAE interlock attachmentSAE swivel latchattachmentSAE module latchSAE pin attachmentFriction pinsPassivation ofimplant frameworksAttacco SAE-TAttacco SAE doppia TAttacco Reiter SAEChiavistelli orientabili SAEChiavistelli SAE a moduloChiavistelli a perno (bottone) SAE Perni di frizione Passivazione delle struttureimplantari переоснащённый пультуправления технология архивацииданных измерение по оси Z й с индикациейошибок уменьшение шероховатойповерхности ввод для ПК – возможноуправление через портативный компьютер ускоренное наполнениебассейна «Touch-down» обнулениепозиции по оси Z возможность индивидуального введения параметров САЕ двойныеТ-аттачменты САЕ рейтерные аттачменты САЕ поворотные фиксаторы САЕ модульные фиксаторы САЕ штекерные фиксаторы Фрикционные штифты Припасовка структур наимплантатахSEC 15
Grundausstattung für SAE-FunkenerosionsmaschineAttrezzatura di base per elettroerosione SAE-Macchin
Astra Tech Dental 20 18/19 Astra Tech Dental 45 18/19 Astra Tech Dental Uni Abutment 20/21 Bego-Semados 20/21 Bego Multi Plus 20/21 Biomet 3i Standard Abutment AB 200-700 22/23 Biomet 3i Microminiplant (2.5 Hex) 22/23 Camlog/Conelog Ø 5,0 Ø 6,0 Counter wrench and hex key24/25 MIS Multi Unit 26/27 MIS Multi Unit 2016 26/27 MedenASEtiB 28/29