Transcription
As originally published in the SMTA ProceedingsINDUSTRY 4.0 FOR INSPECTION IN THE ELECTRONICS INDUSTRYRagnar VagaYxlon International GmbHGermanyragnar.vaga@hbg.yxlon.comABSTRACTThe digital transformation with concepts like Industry 4.0,Smart Factory and the Internet of Things will changeproduction, work processes and business models inelectronics manufacturing radically and forever. It is allabout connecting, gathering and exchanging big data. It isall about connectivity, and the gathering and exchange ofbig data.on Industry 4.0 presented a set of Industry 4.0implementation recommendations to the German federalgovernment. The main purpose of Industry 4.0 is to increasean overall production yield and decrease the manufacturingcosts. It is predicted that the adoption of Industry 4.0 willbenefit production due to increased connectivity acrossentire businesses as manual factories are transformed intosmart factories.This paper will investigate how the connected at-line x-raysystem can improve the production yield and lowerproduction costs of the manufacturing process whenconnected to the production line via Automated X-RayInspection (AXI) or 3D Automated Optical Inspection (3DAOI). This paper will demonstrate the logic and benefits ofSmartLink technology where at-line x-ray can compensatethe limitations of in-line inspection solutions.It is all about gathering and exchanging big data. However,big data itself does not bring any specific value to the enduser, it needs to be interpreted, understood and acted upon.Collecting all possible characteristics and statuses of theproduction line will end up with a big mess, unless there is away to collect and process only relevant data in real time,then visualize these on a sophisticated ManufacturingInformation System (MIS) dashboard and initiate proactivemeasures to improve the quality of the production. Thegeneral expectation of the industry is that all processesshould be self-optimizing, self-controlling, and totallyconnected. The reality is that self-optimizing, selfcontrolling, and totally connected factories are often notpossible due to either the age of the existing hardware or thehigh costs necessary to gain full connectivity.Key words: Industry 4.0, AXI, 3D AOI, at-line x-ray,SmartLoopINTRODUCTIONThe term Industry 4.0 refers to the fourth industrialrevolution and is comprised of growing trends inautomation, the internet of things, big data, and cloudcomputing technologies.Figure 1. General model of Smart FactoryJust like steam power, electricity, and digital automation ofthe past, cyber-physical systems will create the factory ofthe future; the smart factory.The term "Industrie 4.0" was used for the first time in 2011at the Hannover Fair. In October 2012 the Working GroupSecondly, when talking about completely integratedproduction environments and proactive decision-making,three critical aspects should be considered. It is the qualityof the raw data, the availability of sufficiently powerfulanalytical tools and the ability of the systems to find and fixthe root cause of the issues. Without these, we cannot talkabout real Industry 4.0 solutions. Therefore there has to besome intermediate solutions which allow to use existinghardware to collect big data and enable informed decisionmaking.AXI AND 3D AOI CAPABILITIES ANDLIMITATIONSIn a connected Smart Factory, all machines and systemsbecome essentially smart sensors, collecting all possibledata from the production line and the boards themselves. Itis obvious that the quality of the raw data is one of the corecomponents. Therefore, the accuracy and sensitivity of thosesensors is very critical, especially in quality control systemslike AOI and AXI. Without diminishing the strongcharacteristics of the in-line inspection equipment, these stillneed assistive technologies for the verification of somechallenging faults that appear at the same pace as theminiaturization of electronic assemblies.Proceedings of SMTA International, Oct. 14 - 18, 2018, Rosemont, IL, USA
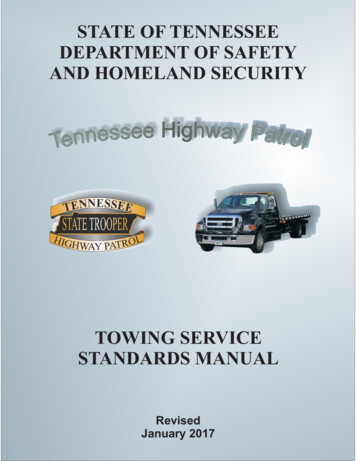
In recent years Package on Package (POP) and BottomTermination Components (BTCs) devices are becomingvery important and widely used in the PCBA manufacturingprocess. Two of the most challenging PCBA processfailures are component warpage and HoP defects.consortia efforts are currently in progress to helpcharacterize factors influencing package warpage behaviorin an attempt to define mitigation measures. These includethe iNEMI Package Warpage Qualification Criteria and theHDPUG FCBGA Package Warpage projects.Therefore, achieving the best possible solder joint qualitybecomes an increasingly important consideration for thePCBA manufacturers. Most of the solder joints of a POPand BTC device are invisible by optical means, thus X-rayinspection is the only way to examine the solder quality in anon-destructive way. At the same time, the only method forassessing the warpage and co-planarity issues of thecomponent is 3D AOI.Virtually all BGAs warp, certainly plastic ones and someceramic; particularly the ones that have a complex internalstructure and they are not thermally balanced. When talkingabout a BGA warping, the corners are going to have thelargest displacement causing open and potentially bridgesbecause of them either warping up (concave) and liftingabove the circuit board or warping down (convex) andpushing into the solder paste therefore causing bridges(Image 3).As a consequence AXI and 3D AOI are becoming morefrequently used at the SMT lines. However, both thesetechnologies have certain limitations that may need assistivetechnologies for the verification of possible false faults. Thefalse fault rate of the inspection system, one of the key itemsof the fault coverage, affects the overall efficiency of defectdetection. Simply put, the more false faults you pass on to arepair station for validation the more real defects get missed.False faults generate costs. Each defect reported by AOI orAXI must be verified. If the reported defect turns out to be afalse alarm, then its verification effort is a cost that couldhave been saved, because the verification did not create anyreal value. False alarm verification costs include labor,capital equipment and other related costs such asmaintenance and panel handling.The reality is that due to the continuous miniaturization ofSMT components and complexity of the assemblies, falsefaults have not been eliminated so far and smart verificationstrategies should be implemented.Component Warpage and Head on Pillow (HoP)Component warpage. For PoP packages, the warpage issueis always one of the most difficult issues for SMT processengineers, because it is easy to cause an open solder jointproblem. The typical SMT defect modes, such as non-wetopen, solder bridging, head and pillow, and non-contactopen (Image 2) are applicable to both the joints between thePoP bottom package with the board and the PoP memorypackage.Head onPillowFigure 2. Typical SMT defect modesThere is wide recognition that package warpage is a primaryfactor in the formation of HoP. In fact, several industryBefore reflowDuring reflowAfter reflowFigure 3. Behavior of the BGA in the reflowOnce an open solder happens, the board will fail in thefunction or reliability tests and will need to be reworked. Inaddition, the rework of PoP packages is a challengecompared to the normal single BGA. Therefore it is criticalto avoid unnecessary rework if the connection is stillreliable despite the warpage of the component.HoP. Open circuit at the ball interface is a failuremechanism that is becoming an even bigger issue sinceBGA components have been converted to lead-free alloysand lead-free solder is the norm in assembly and higherreflow temperatures are needed.However, there is some confusion about this critical defect.Head on Pillow defects can often be attributed to a chainreaction of events that begins as the assembly reachesreflow temperatures.Components generally make contact with solder pasteduring initial placement, and start to flex or warp duringheating, which may cause some solder spheres to lift. Thisunprotected solder sphere forms a new oxide layer. Asfurther heating takes place, the package may flatten out,again making contact with the initial solder paste deposit.When the solder reaches the liquidus phase, there isn'tsufficient fluxing activity left to break down this new oxidelayer, resulting in possible HoP defects as shown on Image4. Warping of the PCB causes the same fault, asdoes insufficient solder paste and poor stencil aperturedesign.Proceedings of SMTA International, Oct. 14 - 18, 2018, Rosemont, IL, USA
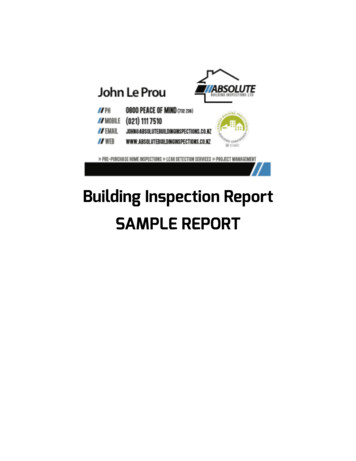
3D AOI as a sensorThe continuing evolution toward advanced miniaturepackaging has led to ever increasing PCB density andcomplexity. As the manufacturing process becomesprogressively more complicated, there is an ever increasingprobability for defects to occur on finished PCB assemblies.For years the Automated Optical Inspection (AOI) industryhas relied solely upon two-dimensional (2D) inspectionprinciples to test the quality of workmanship on electronicassemblies. While advancements in conventional 2D opticalinspection have made this technology suitable for detectingsuch defects as missing components, wrong components,improper component orientation, insufficient solder, andsolder bridges; there is an inherent limitation in the ability toinspect for co-planarity of ultra-miniature chips, leadeddevices, BGA and LED packages. True co-planarityinspection of these challenging devices is an absolutenecessity and literally requires the addition of a thirddimension in inspection capability; 3D inspectiontechnology.Figure 4. HoP, the slice of micro bumps (60µm diameter)On other hand, HiP defects are actually very rare and areeven harder to detect. In this case the shape of the solderball may not have changed. The solder paste has reflowed,wetting the pad and molding around the solder sphere. Thistype of defect is also referred to as Ball in Cup and manyother names. A HiP defect can appear in the situation whenthe preheat time is too long and or dwell temperature lowerthan required and the flux exhausts its activation andcleaning capability as seen in Image 5a where we can seedried out solder paste that is not coalesced. If the BGA ballis contaminated and does not wet then we get a result asshown on Image 5b.Figure 5a.Although 3D inspection technology has existed for manyyears in the electronic inspection industry, this technologyhas primarily been reserved for inspecting solder pastedepositions on printed circuit boards directly after the screenprinting process. Over the past few years, however, 3Dinspection has emerged as a viable technology for testinggull-wing and BGA devices as well as a host of other coplanarity sensitive circuitry on finished PCB assemblies. Ofcourse, the main reason for the industry trend toward 3Dinspection technology is to compensate for the limitations ofconventional 2D inspection.There are basically two different methodologies by which3D inspection is employed in AOI machines. The first isLaser Measurement; the second is Multi-Frequency MoiréPhase Shift Image Processing.Figure 5b. SEM of HiP defectIn both cases, due to the lack of solder joint strength andcontamination, these components may fail with very littlemechanical or thermal stress. Eventual separation of whatwas never a proper metallurgical bond can lead to late stagemanufacturing defects and even early stage field returnissues.This potentially costly defect is not usually detected infunctional testing, but can be detected by x-ray systems. Ifnot detected these only show up as failures in the field afterthe assembly has been exposed to some physical or thermalstress.Figure 6. Moiré 3D Phase Shift Image ProcessingProceedings of SMTA International, Oct. 14 - 18, 2018, Rosemont, IL, USA
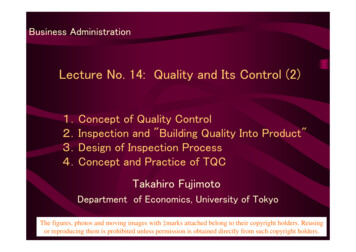
Multi-Frequency Moiré is by far the most advancedmethodology for testing true co-planarity of virtually anygiven region of interest on the PCB. Moiré 3D Phase ShiftImage Processing is a methodology by which a single ormultiple projectors are used to project a shifting pattern oflines on a given region of interest. A digital camera thencaptures the image of deformed lines as they are shiftedacross the test surface. By applying phase shift analysis andphase unwrapping techniques, the 3D profile of the testsurface can be reconstructed for precise measurement.Multi-Frequency Moiré takes this one step further in thattwo or more line patterns of differing frequencies areprojected onto a given test surface in order to characterizeobjects of varying heights.Figure 7. Multi-Frequency MoiréThe only limitation of 3D AOI is being an optical inspectionsystem – it cannot see underneath of any black devices likeBGA, PoP, QFN, etc. Therefore it does not allow the systemto make a conclusive decision if the solder joints of theblack devices are still acceptable despite co-planarity orwarpage issue.Figure 9. User interface of at-line x-rayAXI as a sensorThe use of AXI for printed circuit board inspectioncontinues to grow in manufacturing, especially on highdensity/high complexity boards. The AXI is an effective testtool for solder joint inspection, and it usually detects about90% of the total defects on a circuit board assembly. TheAXI uses 3D x-ray testing to locate manufacturing defects;this is especially important to increase coverage on boardswith limited access. The AXI pinpoints the exact location ofdefects, and thus repairs are both fast and inexpensive. TheAXI is an ideal tool for testing high-reliability boards withmedium-to-high-complexity designs and components whichhave limited visual and electrical access. The AXI coversmost of the process fault spectrum, including: short, open,insufficient/excess solder, misaligned and missingcomponents, reversed polarized capacitors, and evenunreliable solder joints that might escape electrical tests.One of the challenges in AXI performance is to detect HoPand open defects for optically hidden solder joints such asBGA, BTC, POP, and other advanced packages at electronicmanufacturing services companies.The in-line x-ray inspection systems try to find HoP defectsby looking at BGA balls in at least 3 different positions –the PCB Pad slice, the BGA Mid-ball slice and The PackageSlice.Figure 8. User interface of 3DAOIAs shown in Image 8, three corners of the BGA are lifted,but are the solder joints still acceptable? It requires anadditional verification in an off-line x-ray system or under amicroscope. Manual inspection is always slower and morecostly but in many cases the only way to verify the findingsof the in line systems. In this particular case it came out thatthe reason for co-planarity was one loose small componentunderneath the BGA, shown in Image 9.Figure 10. Working principle of AXIThe images are automatically analyzed with the originalCAD-based designs and user definable settings.The advanced algorithms and adjustable magnificationallow defining if the particular ball is smaller or bigger thanits neighbours like in image 11. With challengingcomponents the number of slices can even be increased, butthen the time taken also increases.Proceedings of SMTA International, Oct. 14 - 18, 2018, Rosemont, IL, USA
system can alsomagnification.gainbetter 3000xgeometricalMost importantly, more advanced development of the imagechain in at-line systems allows processing images during theimage stream, and as a result, all the images viewed on themonitor are enhanced. The distinction can be significant.When viewing a crack in a solder ball (Image 13), forinstance, instead of selecting images that appear to bestshow the crack and then processing those images, theviewing of an enhanced image of the crack can occur inreal-time, while the position of the sensor (or the specimen)is changed to provide multiple viewing angles.Figure 11. AXI 3D SliceHowever, most in-line x-ray inspection systems have ratherhigh false fail rates. False failure calls cannot be eliminatedcompletely but the rate has to be reasonable for theproduction line. These findings should be confirmed eitheron verification station or inspected again on a high-end atline x-ray system.The reason is simple, AXI can easily detect HoP joints atstandard magnification but if the BGA ball size falls below250 microns, this becomes much harder even at highmagnification and it is more likely to miss HoP defects.In these situations the proper search of HoP defects requireshigh-resolution oblique view images like Image 12.Figure 13. Oblique view of BGA with 16bit DFPAnother high value tool for live image analysis is μHDR(Image 14) which is averaging the exposure of the overallimage and showing in glance the structure of the sampleobject.Figure 12. HoP defectThese high resolution images can be generated by an offline or at-line x-ray system. These systems have mostlyopen type transmission x-ray sources and some can performin three different modes – nanofocus, microfocus and highpower modes. Due to the mechanical design an at-lineFigure 14. μHDR live filter activated (left)Proceedings of SMTA International, Oct. 14 - 18, 2018, Rosemont, IL, USA
SMARTLOOPAs said earlier, smart manufacturing should be a proactiveand independent decision-making environment whereconnected systems or machines will “talk” to each other.That “discussion” is, however, based on algorithms. Bydefinition an algorithm can give us only one single answer.But does this provide us the right answer or one from threeor four or five alternatives? Will it provide the sameresponse every time or different ones for the same issue?Many MIS systems are not ready to manage big data, due tothe lack of smart analytic tools. Without human interventionto make those critical decisions, based on knowledge andexperience, we still cannot talk about completely effectiveand efficient smart production. Therefore the reliablesolution combines human brains and algorithms together,allowing Process Managers to make informed decisionsafter seeing all the data from various collection points. Thisdata is relayed to a single screen where they also havehistorical information and everything needed to make a trulyinformed decision. This is definitely a Smart Solution, it isnot a “Lights Out” fully automated Smart Factory but it ismuch better than many factories today. It allows real timemonitoring of production flow and the changing of settingsand limits to ensure that the product produced remainswithin the optimum process window, giving potentially100% acceptable product coming off the line, at least interms of assembly defects. It is also a big step towards “fullautomation” and therefore well worth embracing as a way ofimproving yields and reducing costs.Considering all this, an at-line x-ray system should becomean additional high-end sensor that can compensate, forexample, for the limitations of AXI or 3D AOI.Figure 16. (full size illustration in Appendix 1)The connectivity of the at-line system is based on InternetProtocol (IP) via Transmission Control Protocol (TCP).Further use of data (collation and visualization of resultsfrom different inspection systems) depends on the endcustomer’s demands and capabilities. The collected dataallows to understand the happenings in the past and makepredictive analyses about future trends. The general task isto provide a dashboard view to the Process Manager whocan track down the possible problem areas and initiateproactive measures to improve the quality of production,before rejects or scrap units are produced.Figure 17. The dashboard of MISADDED VALUE OF SMARTLOOP SOLUTIONThe ultimate target for this solution is to increase productionyield and reduce the manufacturing costs, includingtroubleshooting and rework.Figure 15. at-line x-ray conceptAn at-line system is essentially an off-line system that islinked to the production line and placed beside it, allowingreal-time response to issues and making the x-ray system atool of the production and QA teams and not simply a testmachine in a lab, used by QC staff.This solution is simple to implement and therefore reliable.The at-line x-ray can be connected to an in-line 3D AOI orin-line AXI inspection system directly where it becomes asmart verification tool where only questionable andunsolved faults will be transferred for repeat inspection on ahigh-resolution at-line x-ray system. The inspection resultscan be stored on the system PC, but can also be exported tothe customer’s MIS.In high-reliability products, like for aerospace, military andautomotive products, there is no room for uncertainties. Allpossible defects have to be verified and reworked.Conventional methods for troubleshooting are the ICT,microscope, etc. These are usually quite expensive andshould be avoided at any costs.As a reference we can use 700 USD as the hourly cost of theICT method (incl. technology, labor and overheads). 400USD per hour will be an average cost of a PCB rework.Obviously these numbers vary from country to country butshould reflect the industry standard.The value of the SmartLoop to the user will be on-demandlocations scanned from 2 different inspection systems – 3DAOI and X-Ray – which can be compared side-by-side sothat the user can make an informed and conclusive decisionon the defect calls.Proceedings of SMTA International, Oct. 14 - 18, 2018, Rosemont, IL, USA
CONCLUSIONBased on our studies, we conclude that the AXI and 3D AOIalgorithm threshold settings are critical for detecting certainPCBA process failures. The AXI and 3D AOI programoptimization is based on its measurement data analysis. Percurrent AXI and 3D AOI performance, it is beneficial toutilize the AXI or 3D AOI equipment jointly with an at-linex-ray system for verifying defective location for AXI and3D AOI algorithms optimization process. A solution likeSmartLoop can add value to the production in differentphases of production. The major value of SmartLoop comesfrom regular production where a company with an averageproduction yield of 90% can increase it to 99,5%. At themoment, the best Smart Factory quality control solution isthe combination of human brain and algorithms.ACKNOWLEDGEMENTSKeith Bryant, Yxlon International, Global Sales Director,Electronics and Bob Willis, Bobwillis.co.ukREFERENCES[1]SMTA: BTC: Bottom Termination Component orBiggest Technical Challenge?, Greg Caswell andCheryl Tulkoff, ASQ CRE[2]SMTA: Optimizing x-ray inspection with packageon package: David A. Geiger, Zhen (Jane) Feng,Ph. D., Weifeng Liu, Ph.D., Hung Le, Tho Vu,Anwar Mohammed, Murad Kurwa[3]SMTA: Collaboration between OEM and EMS tocombat head on pillowing defects, Alex Chan, PaulBrown, Lars Bruno, Anne-Kathrine Knoph, ThiloSack, David Geiger, David Mendez, MulugetaAbtew, Iulia Muntele, And Michael Meilunas[4]SMTA: Automated x-ray inspection: SMT processimprovement tool, Zhen (Jane) Feng, Jacob Djaja,and Ronald Rocha[5]The Industry Requirement for 2D and 3DInspection Technology in a Single AOI Platform;Brian D’AmicoPackage-on-Package Warpage Characteristics andRequirements; Wei Keat Loh, Intel Malaysia, andHaley Fu, iNEMI[6]Head-in-Pillow BGA Defects; Karl Seelig, AIMProceedings of SMTA International, Oct. 14 - 18, 2018, Rosemont, IL, USA
APPENDIX 1Proceedings of SMTA International, Oct. 14 - 18, 2018, Rosemont, IL, USA
The term "Industrie 4.0" was . used for the first time in 2011 at the Hannover Fair. In October 2012 the Working Group on Industry 4.0 presented a set of Industry 4.0 implementation recommendations to the German federal government. The main purpose of Industry 4.0 is to increase a