Transcription
Fundamentals ofElectrodynamic VibrationTesting Handbook
Table Of ContentsIntroduction.2A. Electrodynamic ShakersSize & Force.3Displacement, Velocity,& Acceleration.3Frequency Range.4Armatures.4Centering & Support. 5Head Expanders & Plates.5Fixturing.6Sliptables.6Cooling.7Chamber Interface. 7Vibration Isolation.8Noise Levels.8B. Vibration ModesRandom.9Real Data Acquisition& Playback (RDAP).9Sine with Resonant Search& Dwell. 10Classical Shock.10Shock ResponseSpectrum (SRS).11Sine-on-Random.11Random-on-Random.11C. Amplifier Console. 12Inverters.12Magnetic Field PowerSupply.12Console Design.12D. Vibration Controllers &Instrumentation.13Software.13Dynamic Range. 14Spectral Resolution.14Data Acquisition.15E. AccelerometersAdvantages & Size. 16Mounting.16Types & Conditioning.17Sensitivity & Environments.18F. Universal VibrationCalculator. 19G. References, Resources& Websites. 19H. Move-in & InstallationQuestions& Considerations. 20I. Handy Equations &Engineering Reference. 23J. Handy Conversion Factors& Materials Properties. 24Written and published byThermotron Industries,Holland, MICopyright 2006.Electrodynamic Vibration Handbook1gg
IntroductionVibration testing is performed fora variety of reasons: to determineif a product can withstand the rigors of its intended use environment, to insure the final designwill not fall apart during shipping,for Environmental StressScreening to weed out productiondefects, or even as a form ofAccelerated Stress Testing.Vibration tests are commonly usedto improve the reliability of military hardware, avionics instrumentation, consumer electronics, automotive components, and telecommunications gear.Electrodynamic vibration systemsare capable of performing manydifferent tests that specify sine,random, shock, sine-on-random,random-on-random and other complex waveforms as well as replicating data that is collected fromreal world conditions.Breaking the electrodynamic vibration system down into its discrete components, weare quite simply leftwith something analogous to a stereo system – a big and powerful, industrialstrength stereo system. Using a vibrationg2gElectrodynamic Vibration Handbookcontrol system (synonymous withthe CD player), a signal is sentthrough an amplifier (similar to theamplifier used for a home stereo),to the shaker (something like aspeaker, but made mostly out ofsteel and weighing several tons),where the armature (comparable tothe stereo speaker’s woofer orvoice coil) moves up & down orback & forth in a magnetic field.An added element to the vibrationsystem is an accelerometer thatsenses the output of the shaker andsends this signal back to the controller for fine tuning. The controller in turn sends a drive signalback to the amplifier which provides accurate, closed-loop controland spectral shaping of the testbeing performed.This resource presents fundamental concepts and the basic elementsthat comprise an electrodynamicvibration system.
A. Electrodynamic ShakersSize & Force (F ma)for the manufacturer of vibrationsystems to derate actual shakerforce capabilities to 80% of theirtrue value as a measure of conservative safety.When sizing an electrodynamicshaker for a specific applicationyou need to first take into accounttwo essential factors. What is themoving massDisplacement, Velocity &(armature, fixture and product)and what acceleration level needsAccelerationto be achieved? Multiplying theseThe three functional limits to electwo factors together provides thetrodynamic shaker performanceforce required to perform the testare displacement, velocity andfunction. In the event that theacceleration. Displacement limitsshaker is attached to a sliptable,shaker operation at the lowest frethe mass of the slip plate and drivquencies, and acceleration limitser bar attachment must bethe shaker performance at theaccounted for. When a shakerhighest frequencies. Velocity liminterfaces with an environmentalits shaker performance in a bandtest chamber, the mass of the therbetween the other two limits. Asmal barrier must be added to thean example, Thermotron’s DStotal moving mass. Don’t forget2250 vibration system has a disto account for miscellaneous massplacement limit of 2” peak-peak, athat mightvelocityAn example of a Force calculation limit ofotherwise beF maoverlooked100 inchessuch as: headVerticalHorizontal per second,expanders orand anProduct Mass25 lb25 lbplates, bolts & Fixture Massaccelera40 lb40 lbnuts, cables,tion limitCables Mass2 lb2 lbetc. Force canof 100 g’s.Head Expander60 lbNAbe expressedEach ofMassin the English Slipplate Massthose limitsNA65 lbunits, lbf orappliesArmature Mass23 lb23 lbthe metricover a difTotal Mass150 lb155 lbequivalent,ferent freAcceleration Level10 g10 gkN. It is notquencyForce Required1500 lbf1550 lbfuncommonrange.Electrodynamic Vibration Handbook3gg
Displacement of an electrodynamic shaker is a function of how farup and down the armature is capable of traveling. Most shaker systems are limited to 2” (50 mm)peak-to-peak travel. This meansthat an armature can travel up oneinch (25 mm) and down one inch(25 mm) from its center position.It is standard practice to protectthe shaker from overtravel situations by utilizing sensors that shutthe system down before themechanical limits of the shaker areexceeded.Velocity is the speed at which thearmature can move. Velocity limitsfor electrodynamic shakers canreach 100 inches per second (2.5m/sec). The higher the velocitylimit, the greater the shaker’s capability of attaining a wider range ofshock pulses.Acceleration is expressed in termsof gravitational units or g’s. A single g is equal to the accelerationdue to gravity 32 ft/sec2 (9.8m/sec2), 2 g’s is twice the acceleration due to gravity and so on.When the term grms is encountered, it is used to specify the rms(root mean square) g level of arandom acceleration profile. Sineand shock acceleration levels are4gElectrodynamic Vibration Handbookexpressed in terms of g pk, wherepk stands for peak. The acceleration component of a vibration testis typically prescribed by the testspecification.Frequency RangeElectrodynamic shakers operatethrough a wide frequency rangethat is typically from 5 Hz to 3,000Hz. Most test specifications in theautomotive and transportationindustry emphasize low frequencies (ie: below 1,000 Hz) whilemilitary vibration specificationsnormally call for testing out to2,000Hz and electronics industryspecs can go as high as 3,000 Hz.Armaturesabove: A 16” armatureAmong the general rules of thumbfor armature design and construction are:
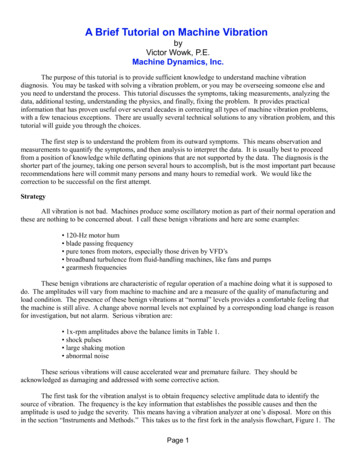
A lightweight armature is favorable and will permit testing athigher g levels. The armature structure shouldprovide a significant amount ofstiffness. Material of construction is oftenmagnesium or aluminum. Magnesium has a very highstrength-to-weight ratio andprovides superior damping,making it a favored material. Smaller lighter armatures maybe appropriate for testing smaller products, while larger armatures can eliminate the need touse a head expander, reducingsystem mass and improvingtransmissibility.ture properly aligned during operation. It is good practice to loadfixture and product weight overthe center of the armature to avoidoverturning moments. In theevent the payload center of gravitycannot be located over the centerof the armature, additional guidance may need to be added to thesystem to prevent shaker damage.Head Expanders & PlatesCentering & SupportThe armature needs to remain centered in its travel. Using an optical sensor to locate the armatureand an automated pneumatic fill &drain system, the armature, baretable or loaded, will stay true to itscourse. Merely centering thearmature at the beginning of a testis neither adequate nor safe.Advanced systems possess theability to continuously center thearmature while a test is inprogress. Another feature of mostshakers is a centerpole and bearingshaft that helps to keep the arma-above: Head expanders are used forlarge or multiple productsIf large or multiple productsextend too far beyond the edge ofthe armature, the product could bedamaged or overtested. Using ahead expander or head plate toincrease the armature mountingarea and properly tie the fixturingand products should alleviate thispotential problem.Head expanders and plates shouldbe designed for proper stiffness(ie: gusseted and welded) andElectrodynamic Vibration Handbook5g
should not be bolt-together structures since bolted joints reduceenergy transmission. Favoredmaterials of construction are magnesium or aluminum.FixturingIn addition to acting as a mountinginterface between the shaker andthe product to be tested, a vibration fixture needs to be rigid andlightweight. The vibration fixtureshould also transmit a uniform distribution of energy from the armature to the test item. In manycases, vibration is applied in threeorthogonal axes. Specializedvibration fixture designs permit thefixture to be rotated for testing inthe X, Y, and Z axis. It is commonto find the weight of a fixture to betwo to three times heavier than theproducts to be tested. Fixturesshould mount easily to the armature and products should mounteasily to the fixture. Quickchanges from product to productand axis to axis help to maximizeequipment utilization and improvelab productivity.above: A Thermotron horizontal sliptableavailable in various sizes.which allows the shaker to berotated 90 . A single piece tableconstruction with a solidtrunnion limits the relative bodymotion of the shaker and improveslow frequency/high displacementperformance of the overall systemby solidly linking all of the reaction mass of the shaker to the sliptable base. The solid trunnion andbase configuration also limits thepotential problems associated withSliptablesA sliptable assembly is used whenvibration is required in the horizontal axis. For this purpose, theshaker is mounted in a trunnion6gElectrodynamic Vibration Handbookabove: Sliptable assembly.
misalignment which can plague atwo piece system. Beyondthe standard oil film systems, several options such as guidelinetracking and hydrostatic bearings,are available to further control trueand consistent horizontal vibrationperformance.CoolingShakers consume significant electrical power which is converted toheat. Cooling of field coils andarmature coils is mandatory in anelectrodynamic vibration system.Shakers up to 15,000 lbf are typically air-cooled,while high forceshakers (20,000 lbfand above) are liquid-cooled. Aircooled shakers canbe set up to exhaustwarm air outsidethe facility duringwarm months.Provisions can bemade to damper thewarm air back intothe facility duringcolder months.The blower for anair-cooled shakercan be mountedoutdoors or it can beplaced in a sound deadening pack-age and remain indoors.Chamber InterfaceWhen integrated with a chamberto perform combined environmenttests, the shaker needs to beequipped with certain items. Athermal barrier, using sheets ofG10 material and/or flexible silicon rubber will protect the shakerfrom being exposed to the temperature extremes of the test chamber.Properly designed, this flexibleseal will also provide a protectivebarrier against moisture. Castersand track are one way to roll theabove: Thermotron combined AGREE system.This system allows for electrodynamic andrepetitive shock shakers.Electrodynamic Vibration Handbook7g
shaker under a chamber. Anotheroption is to utilize an air-glide system that floats the shaker on acushion of compressed air.Applications where the shakerremains fixed in its position andthe chamber rolls back and forthpresent another viable option.The ability to generate and runsophisticated combined environment tests from a single user interface can be a huge advantage.This simplifies data entry and synchronizes the individual pieces ofequipment so they work in concertto carry out a fully integrated test.Vibration IsolationElectrodynamic shakers are capable of generating high forces overa wide range of frequencies. Tolimit the amount of unwantedvibration energy from being transmitted into the floor and throughout the facility, pneumatic mountsbetween the shaker and the floorare filled with compressed air toisolate the transmission of thisenergy. Shakers are relativelyheavy pieces of equipment and, assuch, are typically mounted on theground floor of the facility.8gElectrodynamic Vibration HandbookNoise LevelsAn electrodynamic shaker runninga full force random profile can beas loud as a jet engine. While performing a sine sweep to find a resonance point, the shaker can startout as a low-pitched hum and riseto an ear piercing scream. It is forthese reasons that a sound enclosure should house the shaker system. It is a wise idea to place thecontrol and amplifier console outside of the room for purposes ofsafety and comfort. A multi-panewindow providing a view from thecontrol room into the shaker roomis advised for those situationswhere visual access to the productunder test is critical.
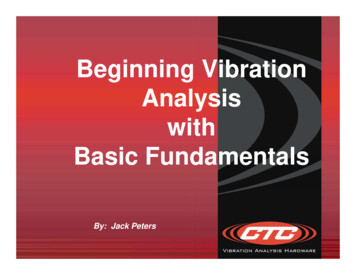
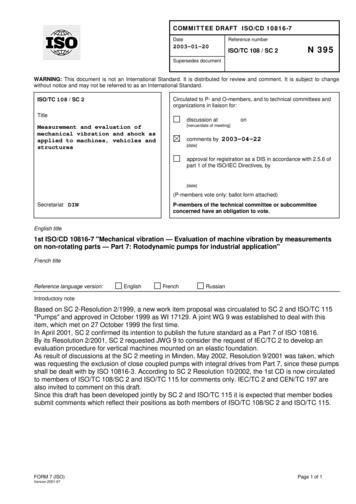
B. Vibration Test TypesRandomabove: A typical NAVMAT profile.tion test specification is NAVMATP9492 called out in the NavyManufacturing ScreeningProgram. This spectrum slopes upfrom 20 to 80 Hz at 3dB/octaveto 0.04 g2/Hz, remains flat at 0.04g2/Hz from 80 to 350 Hz, androlls off at -3dB/octave from 350to 2000 Hz. The overall grmsvalue for this profile is 6.0 grms.Real Data Acquisition &Playback (RDAP)Random vibration is used to closely approximate real world application environments. A wide rangeof frequencies are excited simultaneously at closely controlled energy levels. There are many examples of random vibration profileswhich plot power spectral density(in units of g2/Hz) vs. frequency.Test specifications with frequencies up to and greater than 2,000Hz are considered broad band.Random vibration test specifications with upper frequencies lessthan 500 Hz are referred to as narrow band. Full system force is notachievable for narrow band, andthe performance must be deratedto protect the equipment.One very popular random vibra-above: Thermotron’s Real DataAcquisition and Playback allows actualtest data to be recorded in the field andreplicated on the shaker, as in the case ofrecording engine vibrations in a car.RDAP is a more recent development which allows actual vibration data to be recorded in thefield and replicated on the shakerin the lab. This method of testingprovides very accurate feedbackregarding how a product will perElectrodynamic Vibration Handbook9g
form under normal operating conditions. Recorded vibration levelscan be stepped-up to higher levelsto accelerate the stress testingprocess if so desired.Sine with Resonant Search &Dwellmaximum displacement (typically2” [50 mm] peak-to-peak at lowfrequency, maximum velocity upto 100 inches/sec [2.5 m/sec])through mid-range frequencies,and maximum acceleration (afunction of shaker capacity andmoving mass) at the higher frequencies.Classical ShockDuring sine testing, energy is output at a single frequency. A sinesweep test is a useful engineeringdevelopment technique which isperformed as a means to locate theresonance of a product. The resonance, or natural frequency, is thepoint where small vibration levelscause the system to exhibit highamplitude levels. Dwelling at theresonance point is a common practice to determine if a product canwithstand a higher level of stress.Sine vibration performance forelectrodynamic shakers is dictatedby a curve which is limited by10gElectrodynamic Vibration HandbookShock conditions, such as suddenand severe impacts, are encountered by a variety of products as aresult of transportation, mishandling, and actual use environments: dropped cell phones, automobile collisions, aircraft landingsand missile launches are all examples. Most electrodynamic vibration systems have the capability ofperforming shock. The armature isgiven an initial displacement (preloaded) and a pulse of energy is
delivered by the amplifier whichtranslates into a particular waveform. Classical shock pulses aredetermined by shape, amplitudeand duration. The most commonare half sine, sawtooth, triangular,and trapezoidal.of a rotor or a reciprocating pistonengine is placed on top of a broadband random vibration profileindicative of the moving vehicle.Shock Response Spectrum(SRS)SRS Testing is a way to synthesizea complex waveform that can beused on an electrodynamic shakerin a controlled manner withrepeatability. This avoids theinconsistencies of shock testmachines that limit the shape ofthe excitation pulse. SRS is a useful tool for estimating the potentialdamage of a shock pulse. SRStests are used to qualify equipmentinstalled in nuclear power plantsas well as to simulate seismic,pyrotechnic, gun fire and aircrafttake-off and landing vibrations.Random-on-RandomSine-on-RandomCertain applications involvingrotating equipment in movingvehicles require a vibration profilethat combines fixed or swept sineand random vibration. Sine-onRandom software simulates thevibration environment experiencedby helicopters, automobiles, andtrains where the sine componentRandom-on-Random profilescombine fixed or sweeping narrowbands of random superimposed ona background broadband randomspectrum. This vibration signatureis typical of tracked vehicles, propeller aircraft and turbine engines.Electrodynamic Vibration Handbook11g
C. Amplifier ConsoleThe electronics for an electrodynamic shaker have become socompact that the inverters, magnetic field power supply, vibrationcontroller, electrical interconnects,and any optional instrumentationcan fit into one console commonlyand collectively referred to as theamplifier.advantage exists for one deviceover the other. Rather, advancedshaker inverters have the ability tocommunicate with the vibrationcontroller which in turn is able totune inverter parameters providingoptimum system dynamic range,power consumption, etc.Magnetic Field Power SupplyInvertersInverters supply the armature drivecurrent. Due to their exceptionalefficiency, class D solid stateswitching inverters have becomethe industry standard for electrodynamic shakers. These inverters areof modulardesign andamplifiersare configured withone or moremodules.Currentlytwo types ofpowerdevices areused for shaker inverters: theIGBT (Insulated Gate BipolarTransistor) and the MOSFET(Metal Oxide Semiconductor FieldEffect Transistor). The targetapplication for these devices is notshaker inverters and no significant12gElectrodynamic Vibration HandbookCommonly referred to as the fieldsupply, this benign componentsupplies the current to energize thefield coils located in the shakerbody. High performance field supplies also possess the ability tocommunicate with and be tuned bythe vibration controller.Console DesignA manufacturer should possess theability to supply a power panelthat complies with appropriate UL,CE, or CSA standards, includinginterlocked access doors. Theseinterlocks will prevent accidentalpersonnel exposure to high voltages. It is also expected that theamplifier be protected from overtemperature and over current conditions. Finally, appropriate cabinet design and circuitry includesRFI/EMI suppression to minimizeinterference from the vibrationsystem’s amplifier.
D. Vibration Controllers & InstrumentationDigital vibration controllers can beconfigured with software to meetsine, random, shock (half sine,sawtooth, triangular and squarewave), shock response spectrum(SRS), sine-on-random, randomon-random, and real data acquisition and playback as the application dictates.above: Thermotron’s VIO module box,part of the vibration control system.Vibration controllers have come toadopt the power and speed afforded by today’s personal computers.It is important that the operatingsystems and interface be robustand familiar to the user. USB andEthernet connections providequick and easy access to data andperipherals that make the tasks ofdata mining and manipulationquick and effective. Vibrationcontrollers will be capable ofreproducing the various vibrationtest types listed previously (random, sine, shock, etc.) as long asthey are loaded with the appropriate software.SoftwareOutfitting a control system withthe software to provide a comprehensive suite of vibration tests isnormally an ala carte affair.above: Thermotron’s vibration controllerallows the user to set control limits forthe safety of the equipment.It is vital to the safe performanceof the vibration system and protection of the product under test thatcertain safety measures be inplace. The control softwareshould be capable of performing aloop check at the beginning ofeach test to insure that all systemsare in operating order. High andlow tolerance and abort limitsshould be set at prescribed levelsthat will provide warning andautomatic shutdown when theseElectrodynamic Vibration Handbook13g
out-of-range limits are exceeded.Dynamic RangeThe dynamic range of a system isthe largest signal amplitude thatthe entire system can processdivided by the inherent noise ofthe system. It is also used to indicate the number of bits (resolution)of the data converters used in avibration controller. There areroughly 6 decibels (dB) of dynamic range per bit.Inexpensive professional audiograde 24 bit data converters aremaking their way into vibrationcontrollers. The target market forthese converters are not vibrationcontrollers, and they do not provide the best solution for the application. It is important to remember the vibration controller is partof a control system consisting ofitself, an amplifier, and a shaker.Therefore, the dynamic range ofthe system is subject to the “chainis only as strong as its weakestlink” principle - meaning thedynamic range of the system cannot be better than the dynamicrange of any single component ofthe system.Since state of the art inverters andshakers are hard pressed to provide14gElectrodynamic Vibration Handbook60 dB of dynamic range, a vibration controller with 10 to 12 bitdata converters used in conjunction with a properly designed programmable input amplifier canoutperform a vibration controllerwith 24 bit converters. The highresolution data converters areessentially using their “extra” bitsas a limited programmable inputamplifier when used in vibrationcontroller applications.High performance vibration controllers also possess the ability tocommunicate with the amplifier’sinverters and field supply to maximize system dynamic range.Spectral ResolutionSpectral resolution, commonlyreferred to as lines, or bins, is thenumber of frequency segments thata random vibration profile is divided into. The higher the spectralresolution, the greater the numberof points used to calculate andcontrol the test frequency spectrum.Current hardware and softwarealgorithms make it a simple matterfor a controller manufacturer toadd absurd amounts of lines. Forany random vibration profile, thetime it takes to acquire the data is
directly proportional to the number of lines. There is no knownway to sidestep this physical constraint. This added acquisitiontime adversely effects the time ittakes the controller to correct anyerrors in the random vibration profile. Experts in the field rarely usemore than 800 lines. For example,a controller will take 20 timeslonger to correct a 16,000 line testthan it would for an 800 line test.The number of lines are userselectable. In the hands of anovice user, this “feature” of manylines could actually be detrimental.Data Acquisitionaccelerometers can be used tomonitor or control the vibrationresponse characteristics at variouslocations on the product undertest, the fixture, or the armature.The results of data acquired duringvibration testing can be used toprove the vibration test was completed successfully. Data acquiredin this manner can also be used todetermine how and why a productmay have failed.In addition to monitoring, it is alsobeneficial in certain circumstancesto control the vibration spectrumbased on more than one inputaccelerometer signal. The vibration controller should have thecapability of supporting variouscontrol strategies such as multipoint averaging, maximum orminimum, etc.above: Thermotron’s vibration controlsoftware allows up to eight channels ofinput.Most controllers are capable ofaccommodating multipleaccelerometer inputs. Theseabove: Close-up of Thermotron’s vibration controller located in the console.Electrodynamic Vibration Handbook15g
E. AccelerometersAdvantages & Sizeimportant that accelerometers bemounted correctly on shaker systems. The mounting surfacesbetween the accelerometer andsurface should be smooth andclean. The two most commonmethods of mounting accelerometers are threaded stud mountingand adhesive mounting.Sometimes a non-conductive spacer is required to prevent unwantedground-loop interference.above: Typical accelerometers in varioussizes.An accelerometer is a device thatsenses the motion of the surface towhich it is attached, providing anelectrical output signal.Piezoelectric materials are used inaccelerometers that produce a“charge” proportional to themotion. Years ago larger velocitytype pickups were used to measurevibration. These were bulky andhad a limited frequency range.Accelerometers are now mademechanically smaller and have awide frequency range (2-10,000Hz). Typical weights ofaccelerometers used on shakersrange from a few grams (miniatureaccelerometers) to 10 or 20 grams(general purpose accelerometers).MountingFor accurate measurements, it is16gElectrodynamic Vibration Handbookabove: Accelerometer mounted to a fixture on a shaker.Stud mounting is the preferredmethod because the accelerometeris tightly coupled to the surfacebeing measured, assuring excellenttransmissibility, especially at highfrequencies. A torque wrench setto the manufacturer’s specificationis used to ensure repeatability andprevent thread damage. A thinlayer of grease can be used to fillany voids resulting in a joint with
improved stiffness. This type ofmounting is typically used on control accelerometers mounted onfixtures.Adhesive mounting is used whenit is impractical or impossible touse the stud mounting method.This technique is frequently usedwhen measuring the vibrationresponse from a product undertest. For this type of measurementminiature accelerometers withsmooth, flat surfaces are well suited. A common and reliable adhesive used is cyanoacrylate alsoknown as “Crazy Glue” or“Instant Bond.” Removing theadhesive mounted accelerometerrequires great care. Solventsshould be used to soften the bond,supplemented by a light shearingtorque.Types & ConditioningThroughout the years twoaccelerometer types have beenused:1)Charge Mode2)Voltage ModeCharge mode accelerometers produce a high impedance chargefrom internal crystals. Eachaccelerometer has its own sensitivity in pC/g (pico coulomb per g).This charge must be converted toa voltage for vibration measurement readout and analysis. Speciallow noise cables are used forcharge mode accelerometers toeliminate the adverse effects ofelectrical noise and cable movement. Devices called chargeamplifiers are connected to theseaccelerometers to convert thecharge signal to a low impedancevoltage signal. Charge amplifierscan be simple in-line devices orcomplex instruments with sensitivity dials and various outputs formonitoring and analysis.The most popular accelerometersused today are the voltage modeaccelerometers. Voltage modeaccelerometers have an internalamplifier that converts the highimpedance charge signal to a lowimpedance output voltage signal.A voltage mode accelerometer hasits sensitivity expressed in mV/g(millivolts per g). The chargeamplifier is replaced by a currentsource, typically 4 mA, that powers the internal amplifier. Theinternal amplifier allows theaccelerometer to be convenientlycoupled to read-out instruments(scopes, analyzers, meters, etc).The low output impedance eliminates the need for expensive lownoise cable.Electrodynamic Vibration Handbook17g
Sensitivity & EnvironmentsAs mentioned earlier, eachaccelerometer has its own outputsensitivity, either in pC/g or mV/g.The sensitivity depends on thepiezo-electric properties of thecrystal used. Typically smalleraccelerometers have low sensitivities (0.5 pC/g, 1 mV/g, etc.) and awider frequency response. Largeraccelerometers have higher sensitivities (10 pC/g, 100 mV/g, etc.)but a lower frequency range.Sensitivity and frequency responseare two important properties toconsider when selectingaccelerometers.Another factor that should be considered is the environment inwhich the accelerometer will beoperated. Humidity and extremetemperatures can affect sensitivity.Rapid change in temperatures cancause thermal transients. For thisreason care should be taken whenselecting accelerometers to be usedunder extreme environmental conditions. Typical temperature limitsare -55 C to 121 C for voltagemode devices. Since charge modeaccelerometers do not have internal electronics, they can bedesigned for operation at substantially higher temperatures. Typicaltemperature ranges for charge18gElectrodynamic Vibration Handbookmode accelerometers are from-55 C to 250 C.
F. Universal Vibration CalculatorA version of the calculator can bedownloaded from the Thermotronwebsite at:http://ww
tary hardware, avionics instrumen-tation, consumer electronics, auto-motive components, and telecom-munications gear. Electrodynamic vibration systems are capable of performing many different tests that specify sine, random, shock, sine-on-random, random-on-random and other com-plex wave