Transcription
Fiber Reinforced Polymer Composite WorkshopFebruary 6, 2008, Sahara Star Hotel, Mumbai, IndiaIn connection withICERP 2008 FRP InstituteINTRODUCTION TOPOLYMERS (RESINS)ByRuifeng (Ray) Liang, Ph.D.Constructed Facilities Centerrliang@mail.wvu.edu
ACKNOWLEDGMENTSThis presentation is based on the material included in the“Tutorial on Polymer Composite Molding” developed by Prof.Giuseppe R. Palmese, Center for Composite Materials,University of Delaware through the Michigan State UniversityIntelligent Systems Lab under the NSF TechnologyReinvestment Program in 1999.Dr. Liang appreciate the Tutorial for providing a good definitionof fundamental concepts of polymer science and engineering,excellent description of liquid, injection, and compressionmolding of plastics and composites, and the relativeadvantages of various materials and techniques.2
OVERVIEW Role of resins in FRP compositesThermosets vs. thermoplastics–Advantage & limitationsPolymer chemistry–Chain & step polymerization Catalysts, inhibitors, accelerators–Chain crosslinking/ curing–Typical thermoset resin systemsPolymer processingPolymer physics–Glass transition–Stress-strain curveSummary3
ROLE OF RESINS IN FRP COMPOSITESComposite:- A heterogeneous combination of two or more materials reinforcing elements such as fibers, fillersbinders such as resins or polymers- These materials differ in form or composition on a macroscale.- There exists interface between these materials - compatibilityFiber: Load-bearing component.Resin: Dissipate loads to the fiber networkMaintain fiber orientationProtect the fiber network from damaging environmental conditionssuch as humidity and high temperatureDictates the process and processing conditions4
POLYMERPolymers are made up of a number of monomer repeat units, noting thenumber of repeat units as the degree of polymerization of a polymer , DP5
POLYMER CONFIGURATIONSLinear: long, linear chains, e.g. most thermoplastics, such as HDPEBranched: long chains with arms coming from branch points, e.g., LDPENetwork: long chains linked together by crosslinking arms to form anetwork of chains, e.g., cured thermosets, such as vinyl ester6
EFFECT OF MOLECULAR STRUCTUREON END PERFORMANCEPropertyLDPEHDPEMelting Point (C)190-220210-240Crystallinity (%)5080Density (g/cm3)0.920.96Ultimate Tensile Strength (psi)20004500Applicationsplastic bags,films, cables,containerspipe, fittings,bottles,structural parts7
THERMOPLASTIC POLYMERSThermoplastic polymers: soften, melt and flow upon heating, e.g., LDPE,HDPE, PP, PS, PVC, Nylon, PMMA, PC, ABS, PETCharacteristics: PPLinear or branched structureEasy to process with application of heatHeat sensitive propertiesIndividual polymer molecules are held together by weak secondaryforces:–Van der Waal’s forces–Hydrogen bonds–Dipole-dipole interactions8
THERMOPLASTIC POLYMERS (cont’d)Advantages: Unlimited shelf life -won't undergo reaction during storageEasy to handle (no tackiness)Shorter fabrication timeRecyclable - they undergo melt and solidify cyclesEasy to repair by welding, solvent bonding, etc.PostformableHigher fracture toughness and better delamination resistanceunder fatigue than epoxyDisadvantages: Poor creep resistancePoor thermal stabilityPoor melt flow characteristics (high viscosity 1,000,000 cP)9
THERMOSET POLYMERSThermosets: do not flow upon reheating, e.g. unsaturated polyesters,vinyl esters, epoxies, phenol formaldehyde, urethaneCharacteristics: Upon application of heat, liquid resin becomes cured / rigidCured polymer is less temp. sensitive than thermoplasticsCrosslinked network structure (formed from chemical bonds,i.e. primary forces) exists throughout the partCrosslinking provides thermal stability such that polymer willnot melt or flow upon heating.Polyester10
THERMOSET POLYMERS (cont’d)Advantages: Low resin viscosity ( 20 – 500cP)Good fiber wet-outExcellent thermal stability once polymerizedChemically resistantCreep resistantDisadvantages: Brittle (low strain-at-break)Long fabrication time in the moldLimited storage life at room temperature before curingNon-recyclable via standard techniquesMolding in the shape of a final part - not postformable11Epoxy
POLYMER REACTIONSThere are two fundamental polymerization reactions:This classification is of particular importance to thermosettingsystems because the polymerization reactions betweenthermosets and thermoplastics are distinct in that:Thermoplastics: polymerized prior to molding the final partThermosets:being polymerized via a polymerization reaction duringthe molding process12
POLYMER CLASSIFICATION VIAREACTION TYPEPolymers formedvia chain reaction:Polymers formedvia step inyl chloridePolymethyl lycarbonatePolyethylene terephthalateEpoxyPhenol formaldehydeUrethaneUnsaturated polyestersVinyl estersHOCOHOCO13CHCHCHCHCOH HOHCHHCHOHOCOOHCHHCHOHn 3 to 5 H2O
CHAIN (OR ADDITION) POLYMERIZATIONChain polymerization is characterized by the presence of a few activesites which react and propagate through a sea of monomers, e.g. vinylmonomersInitiators /Catalysts to initiate a free radical chain polymerization:Benzoyl peroxide (BPO)Dicumyl peroxide (DCP)Methyl ethyl ketone peroxide (MEKP), Cumene hydroperoxide (CHP)Upon heating, these peroxides dissociate to form two radicals whichattack the monomer double bonds and add to them (addition). Thisforms a reactive radical center which can propagate to form a polymer.Inhibitors and Retarders to suppress polymerization in order toimprove processability and extend gel time/ shelf lifeInhibitors and retarders differ in their effect on the conversion profilewith time:Inhibitors stop all radical polymerization until consumed.Retarders stop only a portion of the radicals from propagating.14
CHAIN (OR ADDITION) POLYMERIZATIONExamples of inhibitors and retarders used in free radical systems: Benzoquinone Hydroquinone Chloranil Diphenyl amine 2,4 Pentanedione (acetylacetone)Promoters and Accelerators to help initiate cure at room temperature:Cobalt naphthenate (CoNap) 0-0.3%--in combination with MEKPDimethyl aniline (DMA) 0-0.3%--in combination with BPO and MEKPGel time for a given resin depends on initiator level, promoter level,second promoter level, and temperature.For example, with Derakane 411 VEMEKP 1%, CoNap 0.25%, 2.4-P 0,gel time 21min @ 25CMEKP 1%, CoNap 0.25%, 2.4-P 0.2%, gel time 180min @ 25CNote: Additives (fillers) may affect resin cure kinetics.15
FREE RADICAL CHAIN POLYMERIZATIONThere are three important steps in free radical polymerizations:Initiation: MPropagation:Termination:Upon heating, the initiator (BPO, MEKP, DCP) dissociates to form tworadicals which can attack the monomer double bonds and add to them. Thisforms a reactive radical center which can propagate to form polymer. Thenradicals are terminated by combination or disproportionation.16
STEP (OR CONDENSATION)POLYMERIZATIONNo special activation needed to allow a monomer to react withany nearby monomer.Condensation: water liberated when the polymer bonds form.Example: Polyester formation - The acid groups in diacids react with thealcohol groups in diols to form ester linkages.Amide links - Amine groups react with carboxylic acidsCuring AgentsImportance of curing agents (also called crosslinking agents,hardeners, or catalysts): determines the type of curing reaction influences the processing cycle: viscosity versus time, gelation affects properties of the cured system: Tg, modulus, strengthExamples of curing agents for epoxies:aliphatic amine (DETA, AEP), aromatic amine (MPDA, MDA), cyclicanhydrides (NMA, PA)17
CHARACTERISTICS OF CHAIN ANDSTEP POLYMERIZATION REACTIONSStep PolymerizationAny two molecular speciespresent can reactChain PolymerizationReaction occurs only at activecenters by adding repeating units one ata time to the chainMonomer disappears earlyMonomer concentration decreasesin the reactionsteadily throughout the reactionPolymer molecular weightrises steadily throughout thereactionHigh polymer is formed at once-polymer molecular weight changes littlethroughout the reactionLong reaction times areessential to obtain highmolecular weightsLong reaction times give high yieldsbut have little effect on molecular weightAt any stage all molecularspecies are present in acalculable distributionReaction mixture contains onlymonomer, high polymer, and a minusculenumber of growing chains18
CROSSLINKING IN STEPPOLYMERIZATIONCrosslinks are formed with the use of monomer of multi functional groupsFunctionality (f): the number of reactive groups of monomer.f equal to 2:linear polymerf greater than 2:branched or crosslinked polymerThermosets cured via this process includeEpoxiesUrethanePhenol formaldehyde19
CROSSLINKING IN CHAINPOLYMERIZATIONMonomers with two or more double bonds (for example, divinyl monomers)may lead to crosslinking.Examples of this type of systems: unsaturated polyesters, vinyl esters Vinyl ester with unsaturations is formed via step polymerization; The unsaturated sites are reacted with styrene to produce crosslinkedstructure via chain reaction with using peroxide initiator.20
CURE OF THERMOSETTING RESINSCure for thermosetting resins is defined as a process for changing theproperties of a resin via chemical reaction with evolution of heat & anyvolatiles, increase in viscosity, gelation, and hardening.A thermosetting system is set to cure when a crosslinked network ofpolymer chains is formed.Gel point: The onset of gelation when the material won’t flow, i.e.molecular weight approaches infinity.21
POLYESTER AND VINYL ESTER RESINSResin/ pre-polymer/ oligomer- 40 to 100% (typically 55-65%) Provides polymer properties, including modulus, toughness, glasstransition temperature, and durability.Reactive diluent or monomer (styrene commonly)- 0-60% (typically 35-45%) Viscosity control Lower cost Improve wetting behaviorInitiator (catalyst)--1 to 3% Peroxide necessary to begin chemical reactionPromoter – 0.1 to 0.5% Speed up and enhance the cureInhibitors— 0.05 to 0.3% Aid in processing Improve shelf life22
EPOXY RESINThe above most widely used epoxy resin is based on diglycidyl ethersof bisphenol A (DGEBA).Characteristics of epoxies Excellent chemical resistance Low shrinkage Two component system (for example, amine to epoxy ratio 1:2) Good adhesion to many substrates More difficult to process than polyesters and vinyl esters Vast selection of crosslinking agents or hardeners Control over final properties and processabilityTypes of curing agentsAmine: Diethylene triamine (DETA), Aminoethyl piperazine (AEP)Meta-phenylenediamine (MPDA), Methylene dianilene (MDA)Anhydride: Nadic methyl anhydride (NMA), Phthalic anhydride (PA)23
THERMOPLASTIC PROCESSINGThermoplasticprocessing window intemp-pressure chart:The lower pressure limitis set by the short shotcondition; the upperlimit is the point whereflashing occurs, whichis polymer leaking outof the mold at theseams. The temp limitsare set by the polymermelting temp and thedegradation temp.24
THERMOSET PROCESSINGReaction kinetics control thermosetting polymer processes.For any polymer system, reaction kinetics are a function of Temperature Time Reactant concentrationReaction time to highlycured system forsome resin systemsResinsreaction timeEpoxies60 min to 7 daysVinyl ester30 min to 1 hourPolyesters30 min to 1 hourUrethanes10 to 60 seconds25
FACTORS AFFECTING POLYMERPROCESSING Material issues Resin selection Fiber / fabric selection and orientation Resin / fiber sizing compatibility Processing Issues Process selection Injection molding, extrusion, compression Pultrusion, VARTM, infusion Tg or Tm Tproc Tdeg Pressure selection (no residual tress, no flash) Reaction kinetics for thermosets Economical cycle times Case Study- Glass/VE, Carbon/VE or Carbon/Epoxy Strength, stiffness vs. weight, cost Carbon fiber sizing compatibility VARTM, pultrusion, high temp infusion26
GLASS TRANSITION TEMPERATURET Tg: Glassy state - brittleness,stiffness, and rigidityT Tg: Rubber state - softeningand flowMolecular Interpretation:In glassy state No large scale molecularmotions Atoms move against restraintof secondary bond forcesAt glass transition temperature Onset of liquid-like motion oflong molecular segments More free volume27
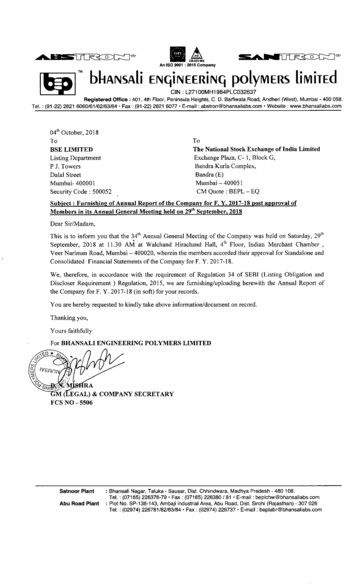
TENSILE STRESS-STRAINRELATIONSHIPS28
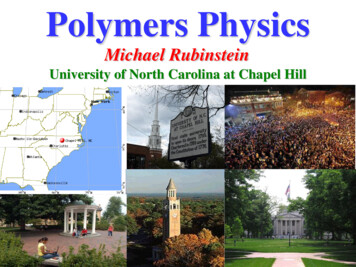
TENSILE STRESS-STRAINRELATIONSHIPSmost desirable !29
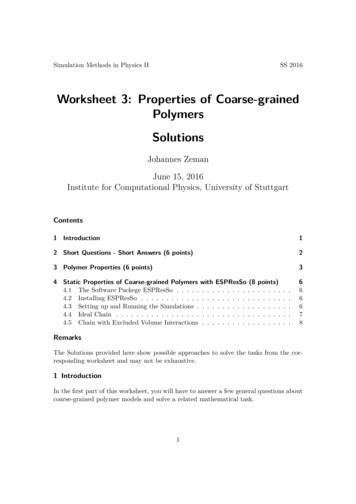
MECHANICAL PROPERTIES OFPOLYMERS30
SUMMARYPolymer resin not only offers appropriate processcharacteristics, but also affects the properties of the curedsystem, although the mechanical properties of a FRPcomposite are mainly dependent on the type, amount, andorientation of fiber.One of the great design strengths of composites is the multiplechoices of both polymer types and reinforcement forms to meetthe design requirements including environment.In order to make effective use of these choices, productdevelopers should be familiar with the properties, advantagesand limitations of commercially available resins and fibers.The ability to tailor the resin system and fiber architectureallows for optimized performance of a product that translates toweight and cost savings.31
Cure for thermosetting resins is defined as a process for changing the properties of a resin via chemical reaction with evolution of heat & any volatiles, increase in viscosity, gelation, and hardening. 22 POLYESTER AND VINYL ESTER RESINS Resin