Transcription
MÓDULO IV: MECANIZADO POR ARRANQUE DEVIRUTATEMA 13: FresadoTECNOLOGÍAS DE FABRICACIÓNGrado en Ingeniería en Organización IndustrialDPTO. DE INGENIERÍA MECÁNICAUniversidad del País Vasco – Euskal Herriko UnibertsitateaTema13: Fresado1/27
Contenidos1. Introducción-Características del proceso de fresado y tipos de piezasDescripción del proceso de fresado2. Operaciones y herramientas más comunes3. Herramientas de fresado-Partes de una herramienta de fresadoÁngulos de los filos de una fresaAcción de cada diente en la pieza4. Parámetros de fresado-Parámetros básicos de una operación de fresadoAvance por diente y espesor de virutaSección de virutaFuerza de cortePotencia de corte5. Fresadoras: Descripción y algunas arquitecturas6. Cuestionario tutorizado7. Oportunidades laborales: empresas y productosTema13: Fresado2/27
1. IntroducciónCARACTERÍSTICAS DEL PROCESO DE FRESADOY TIPOS DE PIEZAS: Operaciones de mecanizado para piezas degeometría diversa: piezas prismáticas,complejas, superficies inclinadas, . VENTAJAS DEL PROCESO Cualquier geometría. Buena precisión y acabado superficialcomparado con fundición/forja. Flexibilidad: desde piezas unitariashasta largas series. Diferentes materiales (limitación enmateriales muy duros). LIMITACIONES DEL PROCESO Proceso caro. Limitado en algunos materiales muydifíciles de trabajar.Superficies planas y acabado de zonasde piezas fundidas/forjadasPartes fresadasTema13: Fresado3/27
1. IntroducciónCARACTERÍSTICAS DEL PROCESO DE FRESADOY TIPOS DE PIEZAS: Operaciones de mecanizado para piezas degeometría diversa: piezas prismáticas,complejas, superficies inclinadas, . VENTAJAS DEL PROCESO Cualquier geometría. Buena precisión y acabado superficialcomparado con fundición/forja. Flexibilidad: desde piezas unitariashasta largas series. Diferentes materiales (limitación enmateriales muy duros). LIMITACIONES DEL PROCESO Proceso caro. Limitado en algunos materiales muydifíciles de trabajar.Tema13: FresadoPiezas de geometría compleja: moldes,matrices, alabes, piezas aeronáuticas, 4/27
1. IntroducciónCARACTERÍSTICAS DEL PROCESO DE FRESADOY TIPOS DE PIEZAS: Operaciones de mecanizado para piezas degeometría diversa: piezas prismáticas,complejas, superficies inclinadas, . VENTAJAS DEL PROCESO Cualquier geometría. Buena precisión y acabado superficialcomparado con fundición/forja. Flexibilidad: desde piezas unitariashasta largas series. Diferentes materiales (limitación enmateriales muy duros). LIMITACIONES DEL PROCESO Proceso caro. Limitado en algunos materiales muydifíciles de trabajar.Tema13: FresadoPiezas de geometría compleja: moldes,matrices, alabes, piezas aeronáuticas, 5/27
1. IntroducciónMov. PrincipalDESCRIPCIÓN DEL PROCESO DE FRESADO APLICACIONESMecanizado de piezas sin simetría de revolución. COMBINACIÓN DE DOS MOVIMIENTOSDIFERENTES:El movimiento principal o de corteEl movimiento de avance MOVIMIENTO PRINCIPALGiro de la herramientaConsumo de Potencia y Velocidad mayor que elmovimiento de avance. MOVIMIENTO DE AVANCELo más común es disponer de una fresadora de3 grados de libertad (XYZ).Mov. AvanceMov. PrincipalMov. AvancePara dar una idea: En una operación de fresadocomo la de la derecha, por cada giro la fresasolo avanza 0.1 0.2 mm.Tema13: Fresado6/27
1. IntroducciónDESCRIPCIÓN DEL PROCESO DE FRESADO PROCESO MUY VERSATIL POR DOS MOTIVOSPosibilidad de variar la dirección delmovimiento de avance.Posibilidad de cambiar la geometría de la fresa.Tema13: Fresado7/27
2. Operaciones comunesPlaneadoTema13: Fresado8/27
2. Operaciones comunesEscuadradoTema13: Fresado9/27
2. Operaciones comunesMecanizado de cajerasFresas con filo al centroTema13: Fresado10/27
2. Operaciones comunesMecanizado de superficies complejasTema13: Fresado11/27
3. Herramientas de FresadoPARTES DE UNA HERRAMIENTA DE FRESADO: SE DIVIDE EN: Mango Parte CortanteSuperficie deincidenciaAlojamientopara la virutaFiloprincipalEN LA PARTE CORTANTE:Suele disponer de varios filos. En cada uno deellos: Filo Principal Filo Secundario Superficie de incidencia Superficie de desprendimiento Punta del dienteSupf. dedesprendimientoFilo secundarioPunta deldientePlaquita deasientoFilo secundarioPlaquita decorteSuperficie deincidenciaSuperficie dedesprendimientoTema13: Fresado12/27
3. Herramientas de FresadoÁNGULOS DE LOS FILOS DE UNA FRESA SE PUEDEN DEFINIR: Ángulo de posición de filo principal ( r) Ángulo de posición de filo secundario ( ’r) Ángulo de desprendimiento ( ) Ángulo de incidencia ( )Velocidad deAvanceNSección AASuperficie deincidenciaSuperficie dedesprendimientoVel.AvancePiezaSecc. AA r r( ) Diente a Vc (-)VirutaSección AATema13: FresadoVc13/27
3. Herramientas de FresadoÁNGULOS DE LOS FILOS DE UNA FRESA SE PUEDEN DEFINIR: Ángulo de posición de filo principal ( r) Ángulo de posición de filo secundario ( ’r) Ángulo de desprendimiento ( ) Ángulo de incidencia ( ) a rÁngulo de desprendimiento axial ( a)Ángulo de desprendimiento radial ( r)Doblemente negativa Positiva - negativa Doblemente positivaMayor Robustez del filoMejor flujo de la virutaTema13: Fresado14/27
3. Herramientas de FresadoACCIÓN DE CADA DIENTE EN LA PIEZA LOS FILOS DE UNA FRESA GIRAN Y SE TRASLADANSIMULTANEAMENTE: Se genera un corte intermitente: El filo entra y sale de la pieza. La cantidad de material que arranca varía según la posición.Mov.PrincipalFilo 3Filo 2Filo 1Filo 2Mov.AvanceFilo 3 Filo 1Tema13: Fresado15/27
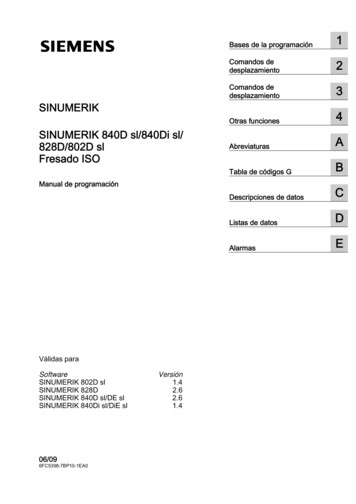
4. Parámetros de FresadoPARÁMETROS BÁSICOS DE UNA OPERACIÓN DEFRESADO Velocidad de Corte (m/min): D NVc 1000D: Diámetro de la fresa en mmN: Veloc. de rotación (rpm)Profundidad de Pasada radial (ae) y axial (ap)ae y ap (mm) Velocidad de Avance (mm/min):Vf (mm/min)fz Avance por filo (mm)VfN zVcVc: Velocidad de corte (m/min) Nfz: Avance por filo (mm/filo)Vf: Velocidad de avance (mm/min)apaeNVffzN: Veloc. de rotación (rpm)z: Número de filos de la fresaTema13: Fresado16/27
4. Parámetros de FresadoAVANCE POR DIENTE Y ESPESOR DE VIRUTA El espesor de viruta (ac) varía a lo largo del recorrido del diente.El espesor de viruta depende de la posición radial del diente,definida por el ángulo .Si r 90ºac1 VfTrayectorias delos filosac ac2fzac f z sin acmax fzSi r 90ºfz·sin( ) rTema13: Fresadoac rac fz sin sin r 17/27
4. Parámetros de FresadoSECCIÓN DE VIRUTA La sección de viruta (Sc), representa la sección de material queestá siendo arrancada por un diente, y se obtiene multiplicandoel espesor de corte por la anchura de corte.Scawac rTrayectoriade los filosScTema13: FresadoSc1Sc2Sc ac awSc3Dado que varía el espesor de corte en cadainstante, la sección de viruta también varía 18/27
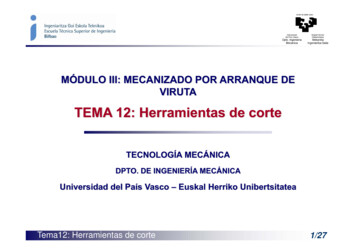
4. Parámetros de FresadoFUERZA DE CORTE Es la fuerza originada en el proceso de fresado. Al igual que en el caso de torneado, dependedel material y de los parámetros de corte. La fuerza de corte en fresado es variable pordos motivos: Sc es variable y ps es función deac que también es variable.Fuerza AxialFaFuerza de corteFrScFc ps Sc psac Tema13: FresadoFcFuerza RadialZona habitualen fresadoZona habitualen torneadoac19/27
4. Parámetros de FresadoFUERZA DE CORTE Es la fuerza originada en el proceso de fresado. Al igual que en el caso de torneado, dependedel material y de los parámetros de corte. La fuerza de corte en fresado es variable pordos motivos: Sc es variable y ps es función deac que también es variable.Fuerza AxialFaFuerza de corteFrFuerza de corte (N)2000FcFuerza Radial0,1-100Tiempo (s)Tema13: Fresado20/27
4. Parámetros de FresadoPOTENCIA DE CORTE Como la fuerza de corte Fc es variable con el tiempo y en un cierto instante puedehaber varios dientes en corte, no es posible un cálculo simple de la potencia. Por ello, se obtiene un valor promediado a partir del valor medio del espesor deviruta.Pc Fc (t ) Vc Sc (t ) ps (ac ) Vc ac (t ) aw ps (ac (t )) Vc¡¡Cálculo complicado!!Se obtiene un valor medio de la potenciaconsumida Pm multiplicando un valor medio dela energía específica de corte ps* por elvolumen total de viruta mecanizado por unidadde tiempo:ac(t)Pm ps * (ac ) V f a p aeSc(ac) Sc(t)Tema13: FresadoEl valor medio de la energía específica de cortese obtiene de tablas a partir del valor medio delespesor de corte (ac)1ac 0ac d 2 ae fz sen r D21/27
5. Fresadoras: Descripción yalgunas arquitecturasPARTES DE UNA FRESADORA: CabezalLa fresadora es la máquina-herramientaque se utiliza para llevar a cabo el procesode fresado. LA FRESADORA DEBE APORTAR LOSSIGUIENTES MOVIMIENTOS Giro de la fresa a diferentes velocidades ycon la potencia suficiente. Movimiento de avance relativo entre laherramienta y la pieza en cualquierdirección de avance. ADEMÁS Los movimientos deben ser precisos. Se debe sujetar la pieza y las herramientascon la fuerza suficiente.Tema13: 27
5. Fresadoras: Descripción yalgunas arquitecturasFoto de www.hermle.deTIPOS DE FRESADORAS: Al contrario que otras máquinasherramientas, existen muchos tipos defresadoras en función del tipo y tamaño depieza que se desea mecanizar.Fresadoras manuales, los movimientos deavance se consiguen mediante sistemasmecánicos que se accionan a mano.Fresadoras de CN: los movimientos deavance son accionados por servomotores,que ejecuta un programa.El eje de lafresa esverticalEl eje de lafresa eshorizontalFoto de www.haas.comTema13: Fresado23/27
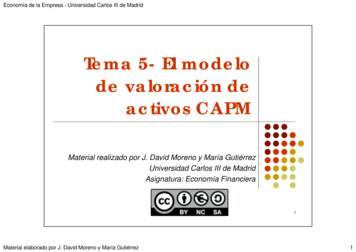
5. Fresadoras: Descripción yalgunas arquitecturasALGUNAS ARQUITECTURAS: En la figura se muestran 7 tipos de arquitecturas de fresadoras de 3 ejes.YYTema13: Fresado24/27
6. Cuestionario tutorizado1. A pesar de que el proceso de fresado sea muy versátil, piensa en geometrías de pieza que seanmuy difíciles/imposibles de realizar mediante fresado.2. ¿Cual es el número máximo de ejes que suelen incorporar las fresadoras? ¿Qué ventajas puedetener incorporarlos?¿Y qué desventajas?3. En las operaciones de torneado, la viruta puede enredarse entre la herramienta y la pieza lo quegenera grandes problemas para poder retirarla de la zona de trabajo, sin embargo en fresado estono es ningún problema. ¿Podrías explicar por qué?4. Dibuja una secuencia de golpeo de varios filos sobre una pieza. ¿A partir de este dibujo podríasobtener una relación entre los parámetros de fresado y la rugosidad superficial resultante? ¿Quéparámetro es el más influyente?5. Además de la fuerza de corte hay otras dos componentes: Radial y tangencial ¿Puedes explicarcómo influye cada una de estas componentes en el proceso de fresado?Tema13: Fresado25/27
6. Cuestionario tutorizado6. ¿Qué ventajas puede tener utilizar una fresadora horizontal frente a una vertical?7. ¿Qué ventaja puede tener utilizar una fresadora donde el movimiento de los ejes sea transmitidodirectamente a la herramienta, mientras que la mesa donde se coloca la pieza permaneceinmóvil?Tema13: Fresado26/27
7. Algunas empresas y productos Troquelería BATZ S. Coop.Fresado de grandes matrices de estampación.Localización: Igorre (Bizkaia)www.batz.comMASA: Mecanizaciones Aeronáuticas S.A.Fresado de piezas aeronáuticas para fuselajes deaeronaves.Localización: Agoncillo (La Rioja)www.masa.aeroTalleres de precisión GAIFresado de piezas de precisión.Localización: Zaldibar (Bizkaia)www.sikulan.comRodete de turbina fabricado porTalleres Aratz S.A.Talleres Aratz S.A.Fabricante de piezas de alta complejidad: Turbinas y elementos de rodetes parasector hidroeléctrico, piezas para satélites, prototipos, Localización: Vitoria (Álava)www.sea.es/aratzMatrici S. Coop.Fabricante de troqueles y utillajes de estampaciónLocalización: Zamudio (Bizkaia)www.matrici.comDada la versatilidad del fresado, existen muchasempresas que realizan operaciones de fresado paraacabar determinadas zonas. Además, existen muchosfabricantes de fresadoras en la CAV (Ver temas 15 y 16)Tema13: FresadoSimulación del fresado de una pieza delfuselaje de una aeronave en MASA.27/27
Tema13: Fresado 2/27 Contenidos 1. Introducción -Características del proceso de fresado y tipos de piezas -Descripción del proceso de fresado 2. Operaciones y herramientas más comunes 3. Herramientas de fresado -Partes de una herramienta de fresado -Ángulos de los filos de una fresa -Acción de cada diente en la pieza 4. Parámetros de fresado