Transcription
MÓDULO III: MECANIZADO POR ARRANQUE DEVIRUTATEMA 13: RectificadoTECNOLOGÍAS DE FABRICACIÓN Y TECNOLOGÍA DEMÁQUINASDPTO. DE INGENIERÍA MECÁNICAUniversidad del País Vasco – Euskal Herriko UnibertsitateaTema 13: Rectificado1/30
Contenidos1. Introducción a los procesos abrasivos2. Comparación del rectificado con otros procesos de corte3. Muelas de rectificado Características que definen una muela Designación normalizada4. Desgaste de muelas de rectificado5. Tipos de operaciones6. Máquinas rectificadoras7. Cuestionario tutorizado8. Oportunidades laborales: empresas y productosTema 13: Rectificado2/30
1. Introducción a los procesos abrasivosCARACTERÍSTICAS DE LOS PROCESOS:Uso de partículas abrasivas para modificar forma y/oacabadob d superficialfi i l ded lasl piezasiAPLICACIONES: MecanizadoMi d dde precisióni ió (t(tol.l en µm)) Acabados superficiales muy finos (Ra 2µm) Materiales de pieza muy duros (desde 4050HRc), y/o difíciles de mecanizar(fundiciones con inclusiones, materialesaeronáuticos, )PROCESOS ABRASIVOS: Rectificadop Lapeado Pulido Bruñido OtOtrososTema 13: RectificadoPROCESOSMUY POCOHusilloEFICIENTES, LENTOS YCAROSRectificadoLapeadoPulidoBruñidoFormaMuy buenaExcelente ExcelenteAcabadoBuenoMuy buenoExcelenteEn adas3/30
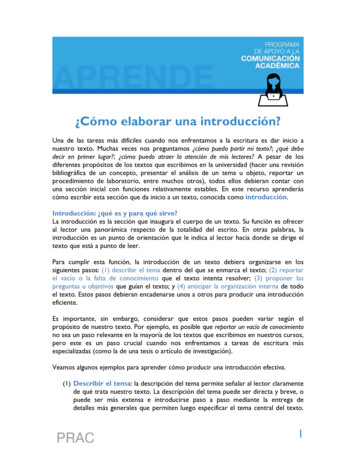
1. Introducción a los procesos abrasivosLAPEADO:Proceso abrasivo en el que se da un frotamiento entre la pieza y una superficie de referencia (lap),empleando una mezcla abrasiva suelta,suelta con el fin de mejorar:- una forma dada y su acabado superficial, ó- un ajuste entre dos superficiesLapeado de pares de engranajes(Lappersid, Gleason, Klingelnberg)Tema 13: Rectificado4/30
1. Introducción a los procesos abrasivosLAPEADO:Proceso abrasivo en el que se da un frotamiento entre lapieza y una superficie de referencia (lap), empleando unamezcla abrasiva suelta, con el fin de mejorar:- una forma dada y su acabado superficial, ó- un ajuste entre dos superficiesAPLICACIONES:Materiales cerámicosCristalMateriales metálicosSensoresCristales LCDComp. InformáticosCabezas lectoras/escritorasFiltros ópticosCalas patrónConectores de fibra ópticaLentes de cámarasInyectores dieselCarburosFibra ópticaCuchillosComp.Comp de bombasEspejos de fotocopiadorasBolas de rodamientoCuerpos de válvulasAdornos de cristalPistas de rodamientoPlaquitas de mecanizadoPlásticosDiscos de frenoLentes de contactopara CdsMoldes pComp. de bombas dieselTema 13: Rectificado5/30
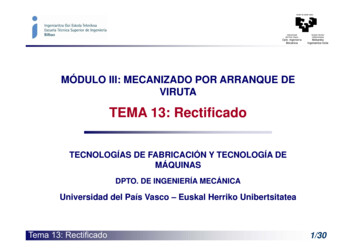
1. Introducción a los procesos abrasivosPULIDO:Proceso abrasivo en el que se da un frotamiento entrel piezalaiy un pañoñ (pad)( d) empleandold una mezclalabrasiva suelta con el fin de mejorar el acabadosuperficial.APLICACIONES: Piezas de precisión Componentes ópticos Componentes electrónicos Superficies decorativasHusilloPad nuevoPad embotadoSuperficies pulidoras(pads)Tema 13: Rectificado6/30
1. Introducción a los procesos abrasivosBRUÑIDO:Proceso abrasivo para obtener un acabado especialcuya función es la retención del lubricante y paramejorar la precisión de forma tras el rectificado(cilindros interiores)APLICACIONES: Superficies cilíndricas interiores: camisas decilindros para motores o compresores,bielas, cilindros hidráulicos, casquillería,engranajes, distribuidores, Componentes de válvulas Pistas de rodamientos de bolas2 especificadopenplanos (30º - 40º 5º)2 Movimiento alternativo de avanceHusilloMovimiento de rotaciónMovimiento de expansiónde la herramientaTema 13: Rectificado7/30
1. Introducción a los procesos abrasivosmuela rectificadoraRECTIFICADO:Proceso abrasivo ppara obtener un acabado fino yprecisión que no se puede obtener por otros procesosde arranque vistos hasta ahoravsvspiezavamuelaαpiezayxzvtmuela reguladoraaevwxyregla de as. de ALOGÍA CON EL MICROFRESADO:Muela( 300mm)VcVwGranoPieza(ae 0,03mm)Tema 13: RectificadoEl proceso de rectificado plano es muysimilar al fresado tangencial y losparámetros como la profundidad de pasadaradialdi l (a( e),) ell espesor ded virutai t (h) o lalvelocidad de corte (Vc) se definen igualsobre este dibujo.Nota: los dibujos no están a escala8/30
1. Introducción a los procesos abrasivosMATERIAL ABRASIVO: El abrasivo debe ser más duro que la pieza a la temperatura de trabajo. Tipos de abrasivos:Dureza [Gpa] a 20ºCM2 (Acero hta. CADO: partículas abrasivas aglomeradasaglomeradas. Herramienta: muela de rectificar (piedra cosGiroArranque porabrasiónTema 13: RectificadoGranosabrasivosAglomerante9/30
1. Introducción a los procesos abrasivosELEMENTOS A CONSIDERAR EN UN PROCESO DE RECTIFICADO: Máquinaq Muela Pieza Fluido de corteMÁQUINA:MUELA: AmarresPrecisión (elementos)Tipo y tamaño de abrasivoCinemáticaAglomerante y Dureza Etc.RigidezEstructura CComportamientot i t dinámicodi á iV l id d dVelocidadde rotaciónt ióEstabilidad térmica FLUIDO DE RECTIFICADO:CaudalPresiónConductividad térmicaCid d llubricantebitCapacidad Tema 13: RectificadoPropiedades térmicas y químicas PIEZA:GeometríaPropiedades mecánicasPropiedades térmicasV l id d dVelocidadde avance 10/30
2. Comparación del rectificadocon los pprocesos de corteESPESOR DE VIRUTA: mucho más pequeña enrectificado, Rectificado,R tifi d 00,1-11 1 m Torneado, fresado,.: 10-100 m Efecto tamañoTORNEADOFnÁNGULO DE DESPRENDIMIENTO: Rectificado, definido por el grano, “muynegativo” Torneado,Td ffresado,.:dpositivoiti o liligeramentetnegativo Corte menos eficienteRELACIÓN DE FUERZAS TANGENCIAL/NORMAL: Rectificado, es mayor Fn Torneado, fresado,.: es mayor FtVELOCIDAD DE CORTE: mucho más alta enrectificado, Rectificado, 30-40m/s, pero puedealcanzar hasta 100m/s Torneado, fresado,.: inferior a 6m/sTema 13: RectificadoFtCizalladuraRECTIFICADOFnFt11/30
2. Comparación del rectificadocon los pprocesos de corte1,E 06Energía específica [J//cm3]ESPESOR DE VIRUTA: mucho más pequeña enrectificado, Rectificado,R tifi d 00,1-11 1 m Torneado, fresado,.: 10-100 m Efecto tamañoÁNGULO DE DESPRENDIMIENTO: Rectificado, definido por el grano, “muynegativo” Torneado,Td ffresado,.:dpositivoiti o liligeramentetnegativo Corte menos eficienteRectificado1,E 05Torneado y Fresadomuy finosTorneado y Fresado1 E 041,E 041,E 031,E-04,1,E-03,1,E-02,1,E-01,Espesor de viruta [mm]RELACIÓN DE FUERZAS TANGENCIAL/NORMAL: Rectificado, es mayor Fn Torneado, fresado,.: es mayor FtVELOCIDAD DE CORTE: mucho más alta enrectificado, Rectificado, 30-40m/s, pero puedealcanzar hasta 100m/s Torneado, fresado,.: inferior a 6m/sTema 13: Rectificado1,E 00,AVista ACizalladuraDeformaciónplásticaRRozamientoi t12/30
2. Comparación del rectificadocon los pprocesos de corteCONCEPTO DE PROFUNDIDAD DE PASADA: La pprofundidad de ppasada EFECTIVA ((real)) qque se alcanza en la ppieza no coincide con laprogramada en la máquina (teórica) Las grandes fuerzas normales y el rozamiento que aparecen generan: Deformaciones elásticas de la máquina Efectos térmicos sobre pieza, muela y máquina Desgaste de la muelaaRealaTeóricaTIEMPO DE APAGADO DE CHISPA: tiempo invertido en pasadas sucesivas de la muela sobrela misma superficie hasta que se relajan las deformaciones y se alcanza la profundidad depasada programada en máquina.Tema 13: Rectificado13/30
3. Muelas de rectificadoCARACTERÍSTICAS QUE DEFINEN UNA MUELA DE RECTIFICADO: Material abrasivoTamaño del grano abrasivoG d (dureza)Grado(d)dde lla muelalEstructuraMaterial de unión (aglomerante)Tema 13: RectificadoDESIGNACIÓNNORMALIZADA14/30
3. Muelas de rectificadoMATERIAL ABRASIVO: Función del material de pieza a rectificar Tipos: ConvencionalesCarburo de silicio (SiC)– Carburo de silicio (SiC)[C]rectificado decarburos, cerámicas, metales no férricos, fundiciones– Óxido de aluminio (Al2O3, alúmina)[A]rectificado de férricos sin ggrandes exigenciasgyavelocidadesAlúmina o corindón (Al2O3) Superabrasivos– Diamante[D]rectificado a alta velocidad yprecisión de cerámicas y metal duro– Nitruro de boro cúbico (CBN)[B]rectificadoa alta velocidad de férricos de alta dureza, aleacionestermorresistentesDiamante policristalinoCBN negroTema 13: Rectificado15/30
3. Muelas de rectificadoTAMAÑO DEL GRANO ABRASIVO: Está relacionado con el acabado superficial y con la precisión Tamaño de grano grande: para desbaste, acabado superficial “pobre” Tamaño de grano pequeño: para acabado, buena precisión y acabadosupe c asuperficialTema 13: Rectificado16/30
3. Muelas de rectificadoGRADO (DUREZA) DE LA MUELA: Resistencia del aglomerantega “soltar” ggranos como consecuencia de las fuerzasen el proceso Se designa con una letra que va desde la A hasta la Z:G dGradoTi deTipod muelalA-EMuelas muy blandasF-KMuelas blandasL-QMuelas de dureza mediaR-TMuelas durasU-ZUZMuelas muy durasESTRUCTURA DE LA MUELA: Está relacionado con la cantidad de abrasivo (en volumen) en la muela Se designa con un número que indica el grado de “apertura” de la muelaRectificado de materiales frágiles,área de contacto pequeña,precisión y acabadoCuando hay riesgo deembotamiento, área de contactogrande desbastesgrande,1 2 3 4 5 6 7 8 9 10 11 12 13Tema 13: Rectificado17/30
3. Muelas de rectificadoMATERIAL DE UNIÓN (AGLOMERANTE): Funciones: Evitar pérdidas prematuras de grano Permitir liberar granos desafilados Transmitir fuerzas entre grano y husillo Disipar el calor generado en el proceso Tipos: Vítreos[V]50% del mercado convencional,convencional rectificado deprecisión, porosidad controlable Resinosos[B]arranque suave, baja porosidad, no emplearcuando existen altas temperaturaspni con fluidos alcalinos Metálicos[M]empleado con muelas de CBN y diamante,bajo desgaste, elevada retención de los granos, no son porosas OtrosTema 13: Rectificado18/30
3. Muelas de rectificado DESIGNACIÓN NORMALIZADA (SOLO VÁLIDA PARA ABRASIVO CONVENCIONAL):Ejemplo:Muelas máscomunes, deabrasivoconvencional yaglomerantevítreo, deNORTONEjemplo de Muela Típica:GradoAglutinante muela x Anchura x agujero (PrefijoPrefijo* A 60 I 5 V SufijoSufijo*)Vcmax 40m/sDimensiones [mm]Tipo de Tamaño Estructura (opcional)abrasivo de granoTema 13: Rectificado19/30
4. Desgaste de muelas de rectificadoVolumen de mueladesgastadaCONCEPTO DE DESGASTE DE MUELA: PérdidaPé did dde capacidadid d abrasivab i ((micro)i ) Pérdida de geometría/perfil (macro)Vs [mmm3]*Pérdidade perfilAparición desalto radialPérdida decapacidad decorteZona2Zona3Zona1Vw [mm3]Volumen de material depieza rectificadoEFECTOS DEL DESGASTE:Parámetro de medida del desgaste: Aumento de la potencia consumidaRazón de rectificado (Grinding-Ratio)G Vw/Vs (medido en zona 2) Daño térmico en la pieza (quemados) Variaciones en la rugosidad Pérdida de tolerancias dimensionales en la pieza*Nota: gráfica similar a la de desgaste deherramientas del tema 12Tema 13: Rectificado20/30
4. Desgaste de muelas de rectificadoMECANISMOS DE DESGASTE: Pérdida de filo de grano (a) Fractura/rotura de grano (b) Rotura de aglomerante (pérdida de granos útiles) (c) Embotamiento de la muela (d)GranocdcAglomerantebaPiezaTema 13: RectificadoMuela de alúmina, aglomerante vítreo, embotada.Aspecto tras diferentes pasadas21/30
4. Desgaste de muelas de rectificadoDIAMANTADO DE MUELAS: Recuperación de la capacidad abrasiva Micro-rotura de granos para crear nuevos filosStick de SiC para Eliminación del material embotadoaplicación manual Recuperaciónpde la ggeometría de la muela Eliminación del salto radial en el montaje Herramientas empleadas: diamantes (monopunta, multipunta), discos dediamante, sticks de SiC.CONCEPTO DE AUTOAVIVADOLa micro fractura del grano generanuevos filos abrasivosDiamantes monopuntay multipuntaTema 13: RectificadoDisco de diamanteAdemás,, el aglomeranteglibera los granos que notrabajan22/30
5. Tipos de operaciones (cinemática)RECTIFICADO PLANO: Acabado de superficies planas o perfiles Parámetros: profundidad de pasada(ae), velocidad muela (Vs), velocidad deavance (Vw), ancho de pasada (bw)RECTIFICADO CILÍNDRICO: Acabado de superficies de revolución((interiores y exteriores)) "A través" o traverse y "en penetración"o plongée Parámetros: profundidad de pasadaradial (ae) y ancho de pasada (bw),velocidad muela (Vs), velocidad deavance (Vf), velocidad de pieza wvwvfpiezavfaeafbwmuela rectificadoravspiezavaRECTIFICADO SIN CENTROS: Acabado de superficies de revolución degran esbeltez "A través" o traverse y "en penetración"o plongéeTema 13: Rectificadoαmuela reguladoravtregla de apoyo23/30
6. Máquinas rectificadorasRECTIFICADORAS PLANEADORAS: Husillo horizontal ((o vertical)) y mesa alternativa Husillo horizontal (o vertical) y mesa rotativaPARÁMETROS DE OPERACIÓN:Otras variantes de ggran productividadp velocidad de muela:Vs [[m/s]] velocidad de pieza:Vw [m/min] profundidad de pasada:ae [ m] ancho de pasada:bw [mm]Tema 13: Rectificado24/30
6. Máquinas rectificadorasRECTIFICADORA CILÍNDRICA DE EXTERIORES: Pieza amarrada por los extremos PosibilidadP ibilid d dde ttrabajob j a ttravésé (t(traverse)) oen penetración (plongée)RECTIFICADORA CILÍNDRICA DE INTERIORES: Elevadas velocidades de rotación de muela MuelaM l trabajandot b j d en voladizol di Dificultad de amarre de piezaPIEZAPARÁMETROS DE OPERACIÓN: velocidad de muela:Vs [m/s] velocidad de ppieza:Vw [[m/min]] profundidad de pasada:ae [ m] velocidad de avance:Vf [mm/min] Rec. exterioresTema 13: RectificadoMUELAPIEZARec. interiores25/30
6. Máquinas rectificadorasRECTIFICADORA SIN CENTROS: Minimización de tiempos de amarre y centrado de pieza Posibilidad de usar muelas de gran anchura sin deformar la pieza(maximiza tasa de arranque - ahorro de tiempos) No hayy errores de centrado: Alta pprecisión Facilidad de automatización Empleado para: Piezas pequeñas (de revolución) Piezas de gran esbeltez (de revolución) Largas tiradasRECTIFICADO SINCENTROS PASANTETema 13: Rectificado26/30
6. Máquinas rectificadorasRECTIFICADORA SIN CENTROS: Minimización de tiempos de amarre y centrado de pieza Posibilidad de usar muelas de gran anchura sin deformar la pieza(maximiza tasa de arranque - ahorro de tiempos) No hayy errores de centrado: Alta pprecisión Facilidad de automatización Empleado para: Piezas pequeñas (de revolución) Piezas de gran esbeltez (de revolución) Largas tiradasRECTIFICADO SINCENTROS PASANTETema 13: RectificadoRECTIFICADO SIN CENTROS ENPENETRACIÓN (PLONGEE)27/30
7. Cuestionario tutorizado1. ¿Por qué la energía específica de corte es tan elevada en el rectificado? ¿Cómo afecta a las fuerzasdurante el proceso un valor elevado de la energía específica de corte?2. ¿Qué consecuencias tiene el hecho de que, por su propia geometría, los granos de abrasivo generenángulos de desprendimiento muy negativos?3. Durante el rectificado la fuerza normal puede llegar a ser incluso el doble, en magnitud, que la fuerzatangencial. ¿Qué consecuencias crees que puede tener este hecho?4. Define una muela cuya especificación normalizada viene dada por 200x16x50,8 C46J5B. ¿A qué tipo deaplicaciones crees que irá destinada?5. Calcula la velocidad de rotación (en rpm) a la que tiene que girar una fresa de diámetro 100mm paraalcanzar una velocidad de corte típica de fresado. A continuación calcula la velocidad de rotación deuna muela del mismo diámetro, para alcanzar una velocidad de corte típica de rectificado. Analiza losresultados.6. Representa esquemáticamente cómo se lleva a cabo una operación de diamantado de muela condiamante monopunta.7. Investiga qué valores del avance y de la profundidad de pasada pueden ser típicos en la operación dediamantado de la pregunta 6.Tema 13: Rectificado28/30
7. Cuestionario tutorizado8. Investiga qué orden de magnitud de profundidad de pasada es habitual en un rectificado de planeado yen un fresado de una superficiepplana.pComparaplos valores y analiza las diferencias.9. ¿Por qué crees que algunas rectificadoras utilizan accionamientos hidráulicos en sus ejes?10. ¿¿De quéq crees queq dependepel tiempop de apagadop gde chispa?p ¿Interesa¿queq su valor sea alto?11. ¿Por qué se consigue un importante ahorro de tiempos no productivos en el rectificado sin centros?12. ¿¿Por quéq el rectificado sin centros mejorajla precisiónpcon respectopal rectificado cilíndrico deexteriores?Tema 13: Rectificado29/30
8. Oportunidades laborales: empresasypproductosAbrasivos MANHATTAN S.A.Fabricante de ABRASIVOSLocalización: Vitoria (Alava)www.abrasivosmanhattan.esAbrasivos UNESA (Grupo Manhattan)Fabricante de ABRASIVOSLocalización: Hernani (Gipuzkoa)www.abrasivosunesa.esAbrasivos UNESAcuenta con unaamplia gama demuelas derectificadoTYROLITFabricante de ABRASIVOSMultinacionalwww.tyrolit.esNORTON (grupo Saint Gobain)Fabricante de K S.A.Fabricante de rectificadorasLocalización: Elgoibar (Gipuzkoa)www.doimak.esGERFabricante de rectificadorasLocalización: Itziar-Deba (Gipuzkoa)www.germh.comTema 13: RectificadoDANOBAT S.COOP.Fabricante de rectificadorasLocalización: Elgoibar (Gipuzkoa)www.danobat.comRectificadora de últimageneración LG-400fabricada por Danobatdispone de bancada degranito y motoreslineales30/30
Proceso abrasivo en el que se da un frotamiento entre la pieza y una superficie de referencia (lap), empleando una mezcla abrasivauna mezcla abrasiva suelta, con el fincon el fin de mejorar:de mejorar: - una forma dada y su acabado superficial, ó - un ajuste entre dos superficies Tema 13: Rectificado 4/30 Lapeado de pares de engranajes