Transcription
DISEÑO DEL PLAN DE REQUERIMIENTODE MATERIALES PARA ELPROCESO PRODUCTIVO EN INDUSTRIA DE CARROCERIAS LOGOSMaryi Tatiana Pinzón SuarezUniversidad Pedagógica y Tecnológica de ColombiaEscuela de Ingeniería industrialTrabajo de pregrado20161
DISEÑO DEL PLAN DE REQUERIMIENTO DE MATERIALES PARA ELPROCESO PRODUCTIVO EN INDUSTRIA DE CARROCERIAS LOGOSMaryi Tatiana Pinzón SuarezTrabajo de investigación presentado como requisito de grado para optar al títulodeINGENIERO INDUSTRIALDirector:Ing. Hugo Felipe Salazar SanabriaLínea de investigación: ProducciónUniversidad Pedagógica y Tecnológica de ColombiaEscuela de Ingeniería industrialTrabajo de pregrado20162
TABLA DE CONTENIDOPAG.GlosarioResumenINTRODUCCION .101. DESCRIPCION DEL PROBLEMA . . 111.1 FORMULACION DEL PROBLEMA 142. JUSTIFICACION 143. ALCANCES Y LIMITACIONES .154. OBJETIVOS . .164.1 OBJETIVO GENERAL .164.2 OBJETIVOS ESPECIFICOS . .165. DESCRIPCION DEL PROCESO 205.1. Estructura . .205.2 Laminación .216. MARCO TEÓRICO . .236.1 DEFINICIÓN DE MRP .236.2 PROGRAMACIÓN DE LA PRODUCCIÓN 256.2.1 Programa maestro de la producción 256.2.2 Sistema de planeación de requerimiento de materiales 256.2.3 Tiempo, frecuencia y forma de entrega del proveedor .256.2.4 Programa detallado de programa de producción .267. GENERALIDADES DE LA EMPRESA INDUSTRIA DE CARROCERIASLOGOS .276.1. Presentación de la empresa . .276.2. Descripción de la empresa .286.3. Estructura organizacional .286.4. Portafolio de productos. . .296.4.1. Microbús Maranello . .296.4.2. Midibus Sava s2 . .296.4.3. Autocar Avanza . 306.4.4. Buseton Midixx . .306.4.5. Buseta Axxel . .308. DISEÑO METODOLÓGICO 318.1 FUENTES DE INFORMACIÓN .333
8.1.18.1.28.1.38.1.4Fuente Primaria 33Fuente secundaria .33Población y muestra 33Análisis de la información .339. DIAGNOSTICO .348.1. Demandas año 2014 y 2015 .358.2. Diagramas de Ishikawa de cada proceso actual .378.3. Análisis de Diagramas de Ishikawa 378.4. Análisis diagrama de Pareto 4210. PLAN DE MEJORA MEDIANTE MRP .4410.110.210.310.410.510.610.7Plan de implementación de MRP 46Diagrama de procesos . .47Ficha técnica de la carrocería tipo Axxel .47Pronostico de la demanda 47Lista de materiales . .49Orden de pedido de material .50Creación del sistema MRP .5011. Conclusiones y recomendaciones .5411.1 Conclusiones .5411.2 Recomendaciones .55BIBLIOGRAFIA .56LISTADO DE ANEXOSA. Anexo: Organigrama INDUSTRIA DE CARROCERIAS LOGOSB. Anexo: Contrato de ventaC. Anexo: formato MV-FR-08 encuesta de satisfacción del clienteD. Anexo: Planos de ensambleE. Anexo: Ficha técnica Carrocería tipo AxxelF. Anexo: Listado de materiales estructura y laminaciónG. Anexo: Flujograma del procesoH. Anexo: Orden de pedido de insumos y materas primas Axxel4
LISTA DE FIGURASFigura 1. Diagrama de Gantt Industria de Carrocerías Logos . .13Figura 2. Distribución en planta Industria de carrocerías Logos . .18Figura 3. Diagrama del proceso estructural 20Figura 4. Diagrama de procesos de laminación .21Figura 5. Diagrama- componentes del MRP ajustado a las necesidades de laempresa .31Figura 6. Diagrama espina de pescado general . 38Figura 7. Diagrama espina de pescado estructura .40Figura 8. Diagrama espina de pescado laminación 41Figura 9. Diagrama de Pareto .43Figura 10. Diagrama – niveles MRP . 475
LISTA DE TABLASTabla 1. Descripción de procesos.Tabla 2. Herramientas de software MRPTabla 3. Listado de carrocerías años 2014, 2015 y 2016Tabla 4. Tabulación de las encuestasTabla 5Tabla espina de pescado generalTabla 6. Tabla espina de pescado estructuraTabla 7. Tabla espina de pescado laminaciónTabla 8 . Causas análisis de ParetoTabla 9. Tabla de frecuencias causas ParetoTabla 10. Tabla de convenciones. Flujograma de procesosTabla 11. Pronostico de la demandaTabla 12. Descripción de materialesTabla 13. Tabla muestra diseño MRP.6
GLOSARIOCARROCERIA: parte exterior metálica y de fibra de vidrio que recubre el motor ylos otros elementos y en cuyo interior se instalan los pasajeros, elemento queprocura realizarse de manera aerodinámica.CHASIS: estructura interna que sostiene y aporta rigidez y forma a un vehículo uobjeto en su construcción y uso. El chasis es el que sostiene la mayor parte delvehículo, incluye el motor, la trasmisión, la carrocería, el escape y la caja dedirección. El chasis es considerado como el componente más importante de unvehículo, ya que es el elemento que da fortaleza y estabilidad al vehículo.DIAGRAMA: Son instrumentos de anotación, donde se consigna la informacióndetallada con precisión y en forma estandarizada, con el fin de que sea clara yentendible para que os interesados lo comprendan de inmediato.ENSAMBLE: Es la parte delimitada de una tarea definida que se selecciona parafacilitar la observación, medición y análisis en la toma de tiempos.EXPLOSION DE MATERIALES: Proceso de calcular la demanda de loscomponentes de un artículo de una familia de productos multiplicando losmateriales del artículo de una familia de producto por la cantidad especificada deutilización de los componentes en la estructura de materiales.FLUJOGRAMA DE PROCESO: Instrumento para detallar el proceso deproducción de la carrocería. Incluye las operaciones que se realizan , susecuencia y los estándares para la instalación y producción.LEAD TIME: Tiempo entre el reconocimiento de una necesidad para un pedido y larecepción de los artículos. Tiempo de entrega al cliente interno/externo.LEY DE PARETO: Teoría que postula que un pequeño porcentaje de un grupocuenta más como fracción, respecto al impacto o valor que ejerce en el grupototal.MATERIA PRIMA: Artículos comprados o materiales extraídos que se trasformanpor medio de un proceso de producción.MPS (Master Planning Schedule): Programa Maestro de ProducciónMRP (Material Requirements Planning): Planeación de requerimientos demateriales.7
ORDEN DE COMPRA: Documento del comprador utilizado para formalizar unatransacción de compra. En el que se incluyen los datos como cantidad ydescripción de los materiales solicitados.ORDEN DE PRODUCCION: Documento o programa de identidad que otorgaautoridad para la producción de partes especificas o de productos en cantidadesespecíficas.PLANO: Representación a escala de un objeto.PRONÓSTICO: Estimación de la futura demanda. Se puede determinar pormedios matemáticos basados en históricos.TIEMPO DE PRODUCCION: Tiempo durante el cual se ejecuta la realización deun elemento.8
RESUMENEl diseño del sistema MRP permite lograr organizar la producción de la empresaen estudio, (no la implantación de dicho sistema), para una de las carrocerías conmayor demanda en esta empresa en Carrocerías Logos.El diseño de plan de requerimiento de materiales facilita a la organización laplanificación de la producción, y de esta manera obtener una mayor organizacióndentro de su proceso productivo, con el fin de reducir falencias detectadas. Loideales que se pueda establecer, estandarizar y agilizar procesos yrequerimientos de material, con anterioridad para tener los materiales en elmomento justo, sin generar demoras, ni entregas tardías.9
INTRODUCCIONINDUSTRIA DE CARROCERIAS LOGOS, es una empresa dedicada al diseño yensamble automotriz de chasis CHEVROLET (FRR, NKR, NPR), HINO,HYUNDAY, VOLKSWAGEN, INTERNATIONAL, JAC, entre otros, en la ciudad deDuitama.La intención de INDUSTRIA DE CARROCERÍAS LOGOS es demostrar lacapacidad para proporcionar carrocerías que contribuyan a la satisfacción de losrequerimientos y necesidades de los clientes.La necesidad de establecer un plan de trabajo como implementar un sistema deproducción que reduzca las inconsistencias en la realización las operaciones deensamble automotriz.Realizar un levantamiento de información pretende identificar y diagnosticar losactuales métodos, permitiendo mejorar los procesos críticos de la empresa, y verreflejados los resultados de lo que proyecta la empresa.El principal objetivo de este estudio es diseñar un sistema MRP que sirva comoapoyo a la empresa e incremente la productividad, verificando y determinando lasfuentes de datos del modelo MRP. Se pretende diseñar un plan de requerimientoque permita analizar la implementación de la propuesta.La realización de este proyecto brinda la posibilidad de desarrollar conocimientosadquiridos en el transcurso de la carrera aplicando metodologías y teorías deproducción y demás asignaturas afines y relacionadas a la carrera IngenieríaIndustrial.10
1. DESCRIPCION DEL PROBLEMAEn Industria de Carrocerías Logos están comprometidos con la satisfacción alcliente al momento, de realizar un buen diseño de Carrocería que brinde seguridady comodidad a los pasajeros, es por ello que Industria de Carrocerías Logoselabora vehículos para el transporte de pasajeros con calidad e innovaciónconstante.Mantener productos con calidad e innovación continua, es algo en lo cual Industriade Carrocerías Logos ha tenido varias inconsistencias ya que al querer mostrar unvehículo de lujo, con diseños más aerodinámicos, más livianos y más modernos,los competidores, ensambladores de buses, como autobusesAGA,MARCOPOLO, BUSSCAR, entre otros, tienen diseños estándar de buses,empresas ensambladoras a nivel nacional e internacional y bastante reconocidaspor su eficiencia, productividad, tecnología y calidad final, lo cual les permiteagilizar sus procesos de producción, estas grandes empresas fabricantes devehículos para el transporte de pasajeros, hacen innovación de sus productocada dos años, mientras que Carrocerías Logos lo hace anualmente, y cadadesarrollo de un producto nuevo tarda aproximadamente ocho meses. Teniendoen cuanta que mientras las empresas anteriormente nombradas tienen lacapacidad de producción suficiente para elaborar una carrocería en 15 díashábiles, Logos no cuenta con esta misma capacidad, en cuanto a maquinaria, amano de obra y métodos, para abastecer el mercado creciente que puede llegar atener.Actualmente la empresa hace constar en un contrato de venta que las carroceríasse hacen en 45 días hábiles a la llegada del chasis a la planta de producción, acáse estipulan las características y especificaciones con que el cliente quiere quesea elaborado su vehículo (colores internos y externos, capacidad de pasajeros,tipo de puerta, tipo de Ventanearía, tipo y color de silletería, tipo de ajustes enespecial que lleve la carrocería, dependiendo de la zona en que va a trabajar,entre otras). Este contrato de venta queda totalmente documentado y firmado porlas partes que realizan el negocio, acuerdan las formas de pago de la carrocería ydemás requisitos legales. Ver anexo A de contrato de venta.11
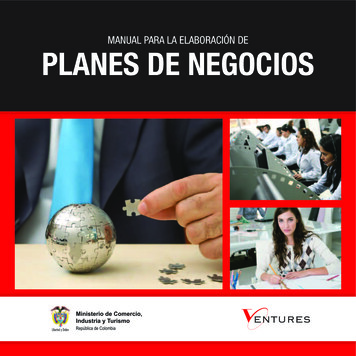
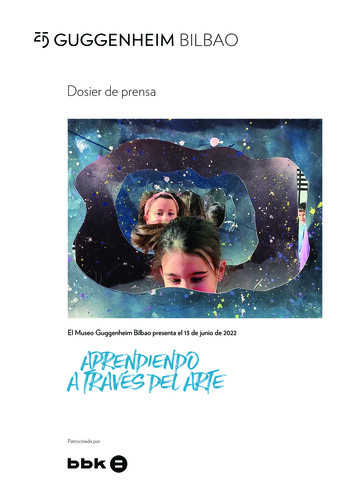
Dadas las condiciones estipuladas en el contrato de venta entre el Departamentode mercadeo y venta y el cliente, se procede a realizar el protocolo de enviar elinforme de la venta realizada al Departamento de Producción, a Compras ySuministros y a Gerencia, seguidamente ellos se encargan de gestionar elpersonal, y el dinero para iniciar el proceso.Al instante que el chasis entra en la planta de producción este queda en untiempo de espera hasta que llegue el material con el cual empieza a ser elaboradala carrocería.Observando los tiempos reales de elaboración de una de las carrocerías que seestaban elaborando en la empresa Carrocerías Logos, se da a conocer que eltiempo pactado inicialmente al momento de realizar la venta de la carrocería nose cumple, y se observa en la siguiente tabla de control de tiempos de ejecuciónde procesos:Fuente. Cuadro de control de tiempos PD-FR-06 formatos de producciónINDUSTRIA DE CARROCERIAS LOGOS.La anterior tabla muestra el total de días que se demoró el chasis en cadaproceso, al generar la suma de los días activos de elaboración total, vemos que laterminación de esta carrocería, se llevó 148 días en total, los tiempos por procesoson ejecutados en mucho más tiempo del que se estima según el diagrama de12
Gantt (ver figura 1), que manejan como parámetro para cada proceso, y según eltiempo estimado en el contrato de venta.Figura 1. Diagrama de Gantt de tiempos de producción Industria de CarroceríasLogosAl no cumplir con el tiempo de elaboración pactado en el contrato, dado queinicialmente no se hizo una solicitud previa de material a la llegada del chasis paraempezar a armar inicialmente la estructura, se incurre en demoras y tiemposmuertos durante el proceso de producción, lo cual afecta la entrega final delproducto al cliente1, porque no se está cumpliendo con lo establecido en elcontrato de venta.Motivos por los cuales no se está cumpliendo con el tiempo de entrega de lascarrocería es porque no hay inventario2, de ningún tipo de material, hayproveedores como SOLUCIONES TUBULARES, son causantes de demoras, yaque no son de la región y hay demora en los fletes de envío, en los despachos delmaterial, y por asuntos monetarios, por ello responder al mercado que enfrenta laempresa es un reto, hay varias carrocerías esperando ser elaboradas y en todashay fallas por los motivos descritos, que afectan el abastecimiento de materiasprimas.1En los contratos se estipula que las fechas de entrega de se hacen desde el momento que el chasis llega a laplanta y la elaboración de la carrocería se hace en 45 días hábiles. Tomado de contratos de ventaMERCADEO Y VENTAS- INDUSTRIA DE CARROCERIAS LOGOS.2En INDUSTRIA DE CARROCERIAS LOGOS, se lleva un manejo de materiales, a medida que llegan chasis y deacuerdo al proceso que vayan a iniciar.13
Se desea lograr una planificación del proceso de producción que mediante unmétodo sencillo y de forma directa, permita establecer: el orden, la duración, y losrecursos necesarios para la fabricación. De este modo se libera al equipo directivode la planificación diaria y compleja del proceso. En la medida de lo posible, seríaadecuado que se pudiera establecer automáticamente mediante algún softwaredeterminado, para estandarizar y agilizar aún más el proceso.1.1.FORMULACION DELPROBLEMA¿El diseño de un plan de requerimientos de materiales MRP para la gestión de losinsumos de producción, reducirá los faltantes y los largos tiempos de espera paramejorar el cumplimiento de la promesa de servicio al cliente y la satisfacción de lasdemandas en INDUSTRIA DE CARROCERIAS LOGOS?2. JUSTIFICACIONLa elaboración de carrocerías es un gran mercado y sigue creciendo día a día, conla continua innovación por parte de las carroceras más reconocidas del mundocomo son JGB, AGA, MARCOPOLO, BUSSCAR, entre otras, por ello para que laempresa siga creciendo es necesario lograr una mejora continua en los productosLOGOS.Es importante mencionar que ante los tiempos de crisis3, como la subida del dólar,caída del petróleo el incremento en los precios de materiales y materias primasque son de tipo importación, afectan la producción, aumentan costos defabricación, entre otros.De esta manera, es necesario lograr mejoras en el rendimiento de lostrabajadores, brindando capacitaciones y evaluaciones continúas sobre susaptitudes de desarrollar trabajos, para desenvolverse en cada cargo o actividadpara la cual sean contratados.3Industria de Carrocerías logos ha estado atravesando por una situación económica poco satisfactoria, comola falta de organización en el proceso de producción de las carrocerías; la existencia de demasiados tiemposmuertos por causa de métodos de trabajo inadecuados, la falta de conciencia por parte de los trabajadoressobre la correcta utilización de los materiales, etc.14
El proceso actual muestra desperdicio económico y laboral; genera desconfianzaen los clientes al no poder informar ni cumplir con los plazos de entrega de lascarrocerías, y bajo estas condiciones hay que tomar continuamente decisionesque conlleven al buen funcionamiento de la empresa.Realizar un diseño de plan de requerimiento de materiales que facilite laorganización y planificación de la producción, y de esta manera se logre obteneruna mayor organización dentro del proceso productivo de la empresa, con el finde reducir falencias detectadas. En lo posible, sería ideal que se pudieraestablecer, estandarizar y agilizar procesos y requerimientos de material en sudefecto con anterioridad es decir a la hora de realizar el contrato con el cliente yconfirmar la venta, para que se logre tener materiales en el momento justo, singenerar demoras.A partir de los hechos presentados, es necesario llevar a cabo un estudio sobre lacantidad de material necesario para la fabricación de una de las carrocerías conmás demanda que es la carrocería AXXEL para servicio URBANO,INTERMUNICIPAL O ESPECIAL, sobre chasis CHEVROLET NPR, NKR E HINOGB, desde el momento en que ingresa a la planta a la sección de estructurashasta el proceso de laminación.Bajo estas circunstancias se considera que para mejorar las falencias esnecesario realizar un diseño de MRP que es una metodología diseñada para laorganización de la producción y de inventarios para demandas variables.Inicialmente para elaborar el diseño de MRP, se deben adecuar las característicasdel producto y las necesidades de la empresa. Mediante los procesos que implicael MRP se conocerán de forma rápida las necesidades materiales y humanasnecesarias en cada proceso de fabricación de la carrocería.3. ALCANCES Y LIMITACIONESEn este proyecto se diseñará el sistema MRP para lograr organizar la producciónde la empresa en estudio, (no la implantación de dicho sistema), para una de lascarrocerías con mayor demanda en INDUSTRIA DE CARROCERIAS LOGOS. Nose aplicara para todas las carrocerías.15
4. OBJETIVOS4.1. GENERALDiseñar un plan de requerimiento de materiales para el proceso deensamble de carrocerías para servicio público o privado en “INDUSTRIADE CARROCERIAS LOGOS”.4.2.ESPECIFICOS Realizar una descripción detallada del proceso de producción que indiquey evidencie el proceso de fabricación de una carrocería. Realizar el levantamiento de información respecto a materiales utilizadosen cada proceso para diseñar la información técnica del producto Hacer un análisis y mejoramiento del proceso de producción actual. Diseñar el plan de requerimiento de materiales, teniendo en cuenta el plande colocación de las órdenes PCO y el plan de recepción de pedido PRO. Seleccionar, el sistema de información, necesario para suplir losrequerimientos del plan y que se adapte a las necesidades de la empresa. Diseñar un plan de implementación del sistema planteado del MRP.16
5. DESCRIPCION DEL PROCESO.La propiedad del cliente que generalmente está comprendido por el chasisinicialmente llega a la planta de producción este es recibido por el jefe de comprassuministros con acompañamiento del jefe de producción. Industria de carroceríasLogos toma el control de la propiedad del cliente o chasis desde el momento enque llega a la planta, diligenciando el formato inventario Propiedad del cliente PDFR-02, en el que están consignados los datos del cliente y del chasis para suidentificación dentro de la planta, además de asignarse un numero de consecutivode acuerdo a los chasis que entran a la planta. Por tal razón la Industria deCarrocerías Logos, velará por la protección y salvaguarda de estos bienes.Si dicha propiedad está compuesta por varios elementos que deban ser retiradostemporalmente para facilitar la fabricación de la carrocería y que después seanecesario volverlos a instalar, el supervisor de planta los dejará a manera deconsignación en el Almacén identificados con el nombre del cliente y numero decontrato asignado al momento que llego a la planta mientras requiera de suutilización.En caso de que dicha propiedad ante cualquier cambio necesario o posible dañoque ocurra en la adaptación de la carrocería, el supervisor de planta le hará saberal propietario de la situación antes de realizar las actividades, para obtener laaprobación por el cliente. Estas actividades se registraran en el formato PD-FR-02inventario propiedad del cliente.Luego de recibir la propiedad del cliente o chasis en la planta de producción sehace entrega al jefe de producción el cual ingresa el chasis a la sección deestructuras inicialmente y así realizar las actividades consecuentes de laminación,aislamiento térmico o inyectado, fabricación de puertas, adaptación técnica,decoración y pintura.El supervisor de planta desde el inicio hasta el final de la fabricación de lacarrocería, hace seguimiento y medición del producto, verificando el cumplimientoa las especificaciones del producto terminado. Para tal fin se usa una lista deverificación, donde el que registra el cumplimiento o no de las especificacionesmedibles y otras características que se pueden controlar durante el proceso deproducción.17
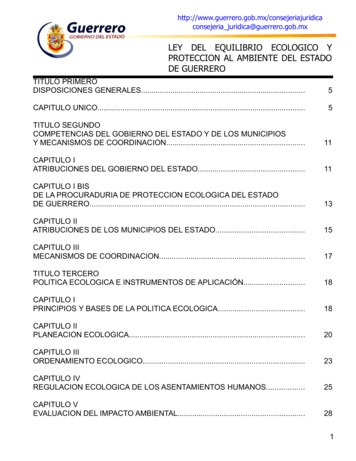
En caso de haber inconsistencias en alguno de los requisitos especificados para elproducto, el supervisor de planta ordenará las correcciones necesarias para lograrel cumplimiento de la especificación.El supervisor de planta realiza el control de calidad de la carrocería realizando lasrespectivas pruebas que verifiquen el buen comportamiento tanto estructural comofuncional de las partes que componen la carrocería fabricada.Una vez terminada la carrocería se dispondrá de un área despejada de maquinariaen la parte de la entrada de la bodega principal donde quedara aislada del restode las actividades del proceso productivo, que permita la entrega al cliente de unamanera más asequible.Una vez verificado todos los requisitos de calidad del producto el supervisor deplanta hace entrega de la carrocería al cliente diligenciando el formato MV-FR-08contrato de venta donde se consignan el cumplimiento de los requisitos del cliente.El proceso de elaboración de una Carrocería es bastante dispendioso, por ellopara mayor entendimiento de los lectores, a continuación se muestran de manerageneral, la distribución de la planta (ver figura 2) y los procesos por los cualespasa un chasis al momento de ingresar a la planta.Figura 2. Distribución en planta Industria de Carrocerías LogosA partir de la figura 2. Distribución en planta de la empresa, se da a conocer lasetapas principales de la elaboración de carrocerías.18
Tabla 1. Descripción de procesosProcesoEstructurasLaminaciónElaboración de roceso en el cual se elabora toda laparte esquelética de la carrocería,construidatotalmenteentuboestructural, formando de esta maneraun conjunto con el chasis, a través desoldadura Mig, la elaboración de laestructura se basa construir unacarrocería liviana con el fin de mejorarel desplazamiento y funcionamiento. Laestructura de la carrocería estádiseñada teniendo en cuenta lanormatividad NTC 5206.Proceso durante el cual la carroceríaes totalmente forrada y cubierta conlámina galvanizada, acero, y lamina dealuminio, lo cual hace que la estructuraesté cubierta totalmente cumpliendosiempre con la normatividad NTC 5206.En este proceso se realizan las puertasde acceso de la carrocería y las puertasde bodega, con sus respectivas chapasy mecanismos de apertura.En este proceso se realiza todo eltendido de las instalaciones eléctricasque van a ser destinadas para uso delos distintos accesorios internos(televisores, radios, luces internas. Etc.)yparalosaccesoriosexternos(exploradoras, demarcadoras,licuadoras, etc.)En este proceso se realiza toda lainstalacióndeaccesoriosycomponentes de la carrocería lujos,tomacorrientes,vidriería, entre otros.En este proceso se realiza la aplicaciónde pintura de la carrocería según eldiseño de la empresa o según eldiseño que el cliente requiera.19
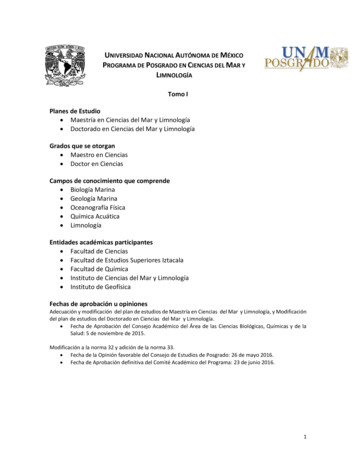
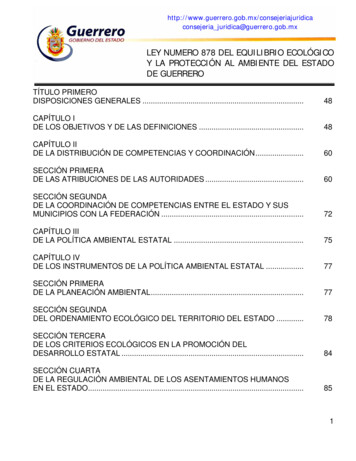
Dado el caso, a los procesos a los cuales se les va a realizar inicialmente eldiseño de plan de requerimiento, son los procesos de estructura y laminación.5.1.ESTRUCTURAPara el proceso de elaboración de la estructura se tiene en cuenta los siguientessubprocesos:1. La recepción del chasis2. Elaboración y ensamble de la plataforma de la carrocería3. Elaboración y ensamble de los laterales de la carrocería4. Elaboración y ensamble de techo e intermedios de la carrocería5. Elaboración y ensamble del frente y trasero de la carroceríaFigura 3. Proceso de estructurasEste proceso inicia con la recepción del chasis en la sección de estructuras,primeramente se cubre toda la parte de cableado eléctrico que viene con elchasis, se cubre el motor, y se desmonta el millare ya que este es reemplazadopor otro millare elaborado en fibra de vidrio. Luego de que se hace el proceso dealistamiento del chasis, se procede a instalar planchuelas, que son los apoyos delos puentes, estas planchuelas son elaboradas en lamina de acero hot rolled decalibre 6,3 mm.20
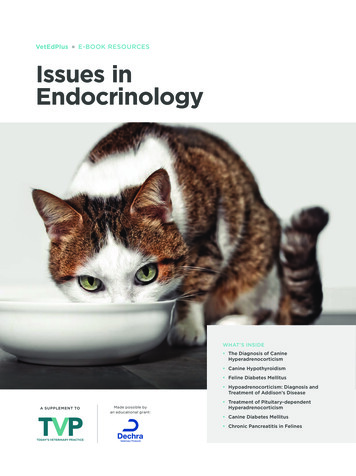
Luego de que se instalan las planchuelas se colocan dos alargues delanteros de450 mm de largos, 120 mm de ancho, 113mm de alto y 6,35 mm de diámetro.Seguidamente se colocan los puentes sobre las planchuelas, con el fin de darlebuen ajuste y estabilidad a la carrocería, y de esta manera no tenga puntos deflexión el chasis. Ya terminando de instalar puentes se inicia la elaboración einstalación de los laterales de la carrocería, estos puentes se realizan en moldesque la empresa tiene para cada tipo carrocería. Con los laterales ya terminados,se inicia la construcción de techo, la parte frontal y trasera de la carrocería.Ver B. Anexo - planos de ensamble de la carrocería.Dentro de los insumos y materiales con los que cuenta el sistema estructural son:Lámina de acero hot rolledTubería de cerramientoÁngulosTornillos y tuercas de ½ * 1”1/25.2.LAMINACIONEn este proceso se lamina o forra la carrocería totalmente para cubrir la parteesquelética o estructural de la carrocería e iniciar a dar el aspecto a las bodegastrasera y laterales. El proceso de laminación se lleva a cabo en dos subprocesos:Figura 4. Proceso de laminación21
1. Laminado exterior, en donde se lamina o forra las partes laterales de lacarrocería, todo lo que corresponde a los faldones (ver foto 1).Foto 1. Forrado o laminado exterior de una carrocería2. Laminado interior de la carrocería, que corresponde a la elaboración debodegas laterales y trasera (ver foto 2).Foto 2. La foto muestra las bodegas forradas o laminadas.El proceso inicia cuando ya ha terminado completamente el proceso deestructuras, el equipo de laminación inicia puliendo las soldaduras inconsistentesque dejaron del proceso anterior por las uniones entre tubos, esto para permitirque la estructura no quede con porosidades o grumos que ocasionen que lalámina no quede bien pegada y alineada y como consecuencia la carrocería,porque es la lámina la que sirve de punto de referencia para verificar si lacarrocería está o no alineada. Durante el proceso de laminación el equipo solicita22
para la ejecución de sus trabajos: láminas completas de aluminio con medidascomerciales de: 2*1 y 4*8.Entre algunos de los insumos más importantes para este proceso tenemos:-Lamina de aluminioLamina de alfajorLámina galvanizadaAcero inoxidableSikaflexPrimerRemaches pop, etc.6. MARCO TEORICOInicialmente se explicara la definición de MRP, la programación de laproducción, con el fin de entrar a conceptuar sobre la metodología MRP, yaque reúne algunos de estos preceptos.6.1.DEFINICION DE MRPEs un método lógico y fácil de entender para abordar el problema de determinar elnúmero de piezas, componentes y materiales necesarios para producir cada piezafinal. MRP también proporciona un programa para especificar cuándo hay queproducir o pedir estos materiales, piezas y componentes.MRP se basa en la demanda dependiente, la que es resultado de artículos devarios niveles para suplir los procesos productivos.Inicialmente se explica el estudio del diseño de un sistema MRP para laplanificación y control de la producción de una empresa que elabora carrocerías,de forma que se comparará el sistema MRP con otros sistemas de planificaciónexistentes para definir cuál sería el más adecuado. Comercialmente hayvariabilidad de sistemas MRP que le permiten a las organizaciones llevar unmanejo adecuado de sus materiales e insumos por cada producto que elaboran.En la siguiente tabla se observan algunas herramientas MRP, que permiten verlas características de cada uno de estos sistemas que funcionan a nivel nacional,e internacional.23
MRPCOMERCIALESOFIMATICAWORD OFFICEEXCELCARACTERISTICASLa ofimática es una combinación entre hardware y software quepermite crear, manipular, almacenar y transmitir digitalmente lainformación que se necesita en una oficina para realizar las tareascotidianas y alcanzar sus objetivos.Nos da la posibilidad de crear, transmitir y almacenar todo tipo deinformación que se necesita.Es una recopilación de programas, los cuales son utilizados enoficinas y sirve para diferentes funciones.Sirve para crear, modificar, organizar, escanear, imprimir etc. losarchivos y documentos que necesitemosTiene diferentes herramientas y programas: Word, Excel., powerpoint etc.Es un programa totalmente moderno, integrado y bajo Windows,diseñado en Microsoft SQL Server la base de datos más rob
LEY DE PARETO: Teoría que postula que un pequeño porcentaje de un grupo cuenta más como fracción, respecto al impacto o valor que ejerce en el grupo total. MATERIA PRIMA: Artículos comprados o materiales extraídos que se trasforman por medio de un proceso de producción. MPS (Master Planning Schedule): Programa Maestro de Producción