Transcription
T E C H N O L O G YHelium Leak DetectionTechniquesVACUUM TECHNOLOGYV A C U U MAdixen by Alcatel Vacuum Technology391
Helium Leak Detection TechniquesA. IntroductionWe have assembled in the following pages a number of useful elements thatwill help you: to get information about the various helium leak detection methodswhich are commonly used in the field to determine the best product for your application.We have not presented an exhaustive examination in this chapter. Pleasecontact the technical departments of Alcatel Vacuum Technology for advise andassistance on unusual leak detection applications.LOCATION OF THE LEAK :- maintenance applications- quality control- the system or piece to be tested canbe placed under vacuum- you need to detect very small leaks392- the system or piece to be testedcannot be placed under vacuum- the sensitivity is not a major issueSPRAYING TEST(vacuum methods)SNIFFING TEST(sniffing methods)see page 394see page 400
Helium Leak Detection TechniquesLeak detection is used to detect micro-openings, porosities, etc. in test parts. Thedetection of these cracks involves the use of a light tracer gas which is capableof infiltrating the smallest leak quickly: Helium.The detector samples and measures the helium flow rate entering the test partvia the leaks.Several methods can be used to test the part. The right one will be selectedaccording to the test part and the measurement accuracy required.GLOBAL TEST :- industrial applications- quality control- you need to detect small leaks.- the piece to be tested is a smallsealed component.- you only need to detect large leaks.- the piece to be tested can bepressurized.GLOBAL HARDVACUUM TEST(vacuum methods)BOMBING TEST(vacuum methods)SNIFFING TESTWITH ACCUMULATION(sniffing methods)see page 397see page 399see page 402393VACUUM TECHNOLOGY- you need to detect small leaks.- the piece can be pressurized.
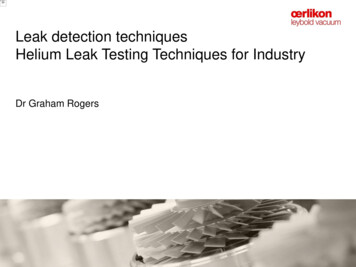
Helium Leak Detection TechniquesB. Vacuum methodsThe vacuum method is the mostsensitive leak detection technique.It requires that one side of the part beplaced under hard vacuum and theother side to be pressurized withhelium.The side which is placed undervacuum is connected to the leakdetector. If there is a leak, the heliumthat penetrates this side will bedetected by the leak detector.We will detail three variants of thismethod in the following pages : spraying test global hard vacuum test bombing test.B.1. Spraying testThe spraying method (inboard testing) involves removing air from the test part,connecting it to the analyzer cell and then spraying helium over the outersurface.Potential leaking areas are sprayed with helium.The detector measures the flow of helium penetrating the part, and the leak canbe located.394
Helium Leak Detection TechniquesB.1. Spraying test (continued)ApplicationsLeak test of vacuum systems (vacuum chambers, gas panel, ) and vacuumcomponents (pumps, valves, gauges, mass-flow).Quality control performed by the manufacturers (OEMs, vacuum manufacturers)and maintenance tests performed by the end-users.Some applications: Semiconductor: thin-film systems, etching, sputtering Instrumentation: electronic microscopes, analytical systems R & D laboratories: particle accelerators, vacuum systemsMain advantagesOperating conditions high sensitivity easy to perform local (or global) test relatively inexpensiveHelium rises in air, so the first rule for spraying helium is to start spraying at thetop of the vacuum system and work the way down.The second rule is to fully engulf the leak area with helium to properly size theleak (in other words, the placement of the helium spray is more important thanthe amount of helium sprayed).One other reason for limiting the amount of helium is that excess helium canpermeate the O-rings on your vacuum system and contribute a background levelthat may be high enough to mask the leaks you are seeking.NotesThe system or piece to be tested mustbe placed under vacuum.The connection between the piece tobe tested and the detector must beperfectly tight (which means it isimportant to design adapted tools toconnect the piece).Check carefully that the materialBEST PRODUCTS Basic needs : ASM 142 Specific needs (large volume, very small leaks): ASM 182 T series Applications requiring dry HLD: ASM 122 D/ASM 182 TD /ASM 192 T2D Response timefTSVACUUM TECHNOLOGYWhen spraying starts, the leak signal is not displayed instantaneously on theanalyzer : the response time depends on the volume V being tested and thehelium pumping speed S of the system at the opening of the part, according tothe following relation:The response time T is definedtVas the time to obtain 63 % of Qf.Q Q (1 - e)T Example:Assume V 50 lS 4 l/sThe time to obtain 63 % of the finalleak rate will be 12.5 s395
Helium Leak Detection TechniquesB.1. Spraying test (continued)Disappearance timeDisappearance time is the time required for the leak detector to recover to itsdesired sensitivity after being exposed to a specific leak rate.Td V x 2.3 x log QSQmWhere:Td disappearance time in s.VS volume in liters helium pumping speed inliters/secondQ leak rate in atm.cc/sec(measured)Qm smallest detectable leak(expected background)Example:Assume V 10 lS 4.4 l/sQ 1.10-4 atm.cc/sQm 1.10-8 atm.cc/sTd (10/4.4) x 2.3 xlog (1.10-4 /1.10-8) 21 sAdvanced configurationsHelium Leak Detector in parallel operation (the detector isused in parallel with the pumping group to test the system).Helium Leak Detector connected at the exhaust of the turbopump.Main advantage: the ability to increase the response time(because the helium pumping speed is higher).Main issue: sensitivity affected by parallel operation,because of the split-flow.Main advantage: the ability to reduce the response time(because the helium pumping speed is higher) whilekeeping the highest sensitivity.Main issue: difficulty for reaching the fine leak test mode,due to limitation of base pressure of the primary pump.396
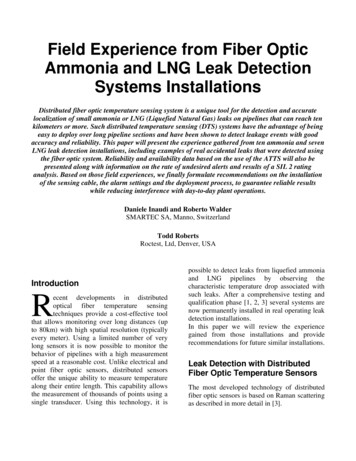
Helium Leak Detection TechniquesB.2. Global hard vacuum testThe hard vacuum test involves fillingthe test part with helium, placing it ina test chamber connected to the theanalyzer cell and removing air fromthe chamber.The detector measures the flow ofhelium escaping from the partthrough all the leaks at the end of thetest cycle.The leak cannot be located (globaltest).ApplicationsMainly used to perform an industrialquality test in a production facilitySome applications : Automotive: evaporators,condensors, airbags, radiators,fuel tanks, . Refrigeration: compressors Mechanical: drums, fireextinguishers Electrical: SF6 circuit breakers,lightbulbs Pharmaceutical: blistersVACUUM TECHNOLOGYThe test is performed thanks to adedicated leak test system integratedinto the production line.Pumping unit integrated in an industrialLeak Detection Systems397
stemB.2. Global hard vacuum test (continued)Main advantagesNotes high sensitivity high throughput easy integration in a productionline (loading/unloading interfacewith PLC/PC)The connection between the piece tobe tested and the detector must beperfectly tight (which means it isimportant to design adapted tools toconnect the piece).Some leaks can be missed if the partto test is not pressurized underoperating conditions.BEST PRODUCTS Basic needs: ASM 142 orASM 182 T (depending on thevolume of the test chamber) Integration in a turnkey system(very high throughput):ASI 20 MDPump down calculationT 2.3 x VSx log P1P2Note: The above formula is valid forclean, dry, and empty parts with aconstant pumping speed.Where:T V S P1 P2 time in s.volume in l.inlet pumping speed in l/sstart pressure in mbartest pressure in mbarExample:ConditionsV 40 lS 3.5 l/sP1 1000 mbarP2 2 mbarT ((2.3) x 40/3.5) xlog (1000/2) 71 sSome configurationsPiece to be tested with a standaloneunit:- small pieces- small vacuum chamber(ex: Airbags with ASM 182 Tor ASI 20 MD)398Piece to be tested with a complete system (integrating a pumping package):- large pieces- high throughput(ex: condensers/evaporators, airbags)
Helium Leak Detection TechniquesB.3. Bombing testThe bombing method is used forsealed objects that cannot beconnected directly to the detector(semiconductors, waterproof watches, ).The part is placed in a chambercontaining pressurized helium(bombing chamber). The heliumpenetrates the part if it has a leak.The part is then removed from thechamber and placed in a vacuumchamber which is connected to thedetector. The helium escapes from thepart through the leak and produces asignal (Refer to “Global hard vacuumtest” page 397, for more information).ApplicationsMain advantagesNotesProduction quality test performedthanks to a dedicated leak test system(DGC type). The only solution to test sealedcomponents with high sensitivity High throughput Reserved for small components Possible to miss gross leaks Time consuming for step 1(bombing time and ventilation timemust be strictly respected)Some applications: Electronic (back-end): sealedsemi conductor devices (quartz, Instrumentation: thermalsensors, infrared detectors Medical: pacemakers,auditive implantsBEST PRODUCTS Standard needs (high throughput):DGC 1001 Other possibilities:ASM 142 or ASM 182 T399VACUUM TECHNOLOGYA measurement of the signal can bemade, but it is necessary to take intoaccount several parameters : the pressurization time the helium bombing pressure the internal volume the size of the leak.
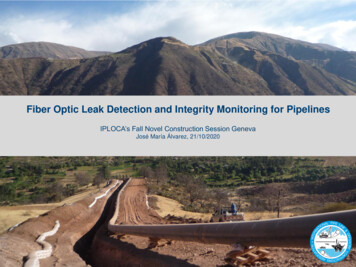
Helium Leak Detection TechniquesC. Sniffing methodsThe sniffing method is the easiest wayto detect a leak.In this method, helium is introducedinto the component (or could alreadybe present as part of the product tobe tested).Helium leaking from the product tothe atmosphere is detected by"sniffing" the outside of the articleusing a sniffer probe attached to ahelium leak detector.We will detail two variants of thismethod in the following pages: sniffing test sniffing test with accumulationC.1. Sniffing testThe sniffing method involves pressurizing the tested part with helium. Thedetector samples the helium escaping from the part via a LDS (long distancesniffer) probe.The sniffer probe is moved over potential leak areas and the leak can belocated.400
Helium Leak Detection TechniquesC.1. Sniffing test (continued)ApplicationsMainly used to leak test pressurizedsystems or systems usually filled witha liquid.Quality control performed by themanufacturers and maintenance testsperformed by the end-users.Some applications: Refrigeration:air conditioning units Aeronautic: aircraft tanks Chemical industry:process lines, tubings Heavy industry:liquid natural gas carrier Other:telecommunication cablesCan be also used to measurethe helium concentration: Fluid or smoke circulationanalysis Geological or mining research Ability to locate the leak The system or piece to be testeddoes not need to be placed undervacuum. Very easy to perform Relatively inexpensiveBEST PRODUCTSNotes The sensitivity is limited by thehelium background (due to thehelium concentration 5 ppm). The response time will depend onthe length of the sniffer probe. Basic needs:ASM 142 S (ASM 142) Specific needs (transportation):ASM 102 SVACUUM TECHNOLOGYMain advantages401
Helium Leak Detection TechniquesC.2. Sniffing test with accumulationThe tested part is pressurized with helium and placed under a cover containinga sniffer probe.The helium from the leak then accumulates over time inside the cover. Thedetector measures the concentration of helium, but the leak cannot be located.ApplicationsUsed to perform an industrial quality test in a productionfacility (when a hard vacuum test cannot be used):Test performed thanks to a dedicated leak test system(can be integrated into the production line)Some applications: Refrigeration: air conditioning units Mechanical industry: fire extinguishers Automotive: aluminium rims402
Helium Leak Detection TechniquesC.2. Sniffing test with accumulation (continued)BEST PRODUCTSMain advantagesNote global test relatively inexpensive the system can be easily integratedin a production line (loading /unloading and interface withPLC/PC). The volume between the tested partand the test chamber (free volume)must be as small as possible. Basic needs:ASM 142 S (ASM 142) The sensitivity is limited by thehelium background (due to thehelium concentration 5 ppm). The cycle time will be longer incomparison with the hard vacuummethod.Calculation of the concentrationIn case of leak, the helium concentration will increase:Where: P helium partial pressure increasein atmQ helium flow rate in atm.cc/s(leak rate)t duration of the test in sV accumulation volume in ccWe can measure the leak rate (Q) bymeasuring the helium concentration inthe chamber.Example:Assume V 500 cc P 5.10-8 atmT 25 sVACUUM TECHNOLOGY P Q x t/VQ 1 x 10-3 atm.cc/s403
PublicationAlcatel Vacuum Technology FrancePhotographsSémaphoreAerial photographMarcel ChevretPrint & realizationColorPress CommunicationConception & graphicsAmazone-SoHo ColorPress Communication
helium leak detector. We will detail two variants of this method in the following pages: sniffing test sniffing test with accumulation C.1. Sniffing test The sniffing method involves pressurizing the tested part with helium. The detector samples the helium escaping from the part via a LDS (long distance sniffer) probe.