Transcription
The Use of Process SafetyManagement Elements onUpstream Oil & Gas FacilitiesA COMPONENT OF AN OH&S MANAGEMENT SYSTEM
OHS Best Management Practices OHS Management System Standards ANSI Standard for Occupational Health and SafetyManagement Systems (Z10) ISO Occupational Health & Safety Management SystemStandard (45001) API RP 75L – Guidance for the Development of a Safetyand Environmental Management System for Onshore Oiland Natural Gas Production Operations and AssociatedActivities Standard key elements Hazard Identification Hazard Control
What Is Process Safety Management Process Safety Management (PSM) is theapplication of management principles and systemsto the identification, understanding, and control ofprocess hazards to protect employees, facility assetsand the environment. OSHA Process Safety Management of Highly HazardousChemicals (29 CFR 1910.119)
Application of Rule The PSM regulation applies to facilities that haveprocesses meeting one or both of the followingcriteria. The facility contains or stores: Highly hazardous toxic or reactive chemicals that exceed theestablished threshold quantities as listed in the regulation. A quantity in excess of 10,000-lb of a flammable liquid orgas.
Application of Rule Currently Exempts Oil and gas well drilling or servicing
Application of Rule Original PSM rule pre-amble stated that oil and gaswell drilling or servicing facilities would be exemptfrom this rule because a separate one would beestablished, which was never done.
Application of Rule Currently Exempts Flammable liquid stored in atmospheric tanks ortransferred, which are kept below their normal boiling pointwithout benefit of chilling or refrigerating and are notconnected to a process
Application of Rule Original intent of OSHA to include atmosphericstorage tanks in PSM Excluded by a judge’s ruling in 1997.
Application of Rule Currently Exempts Oil and gas production operations
Application of Rule Following concerns raised by API about the absenceof an economic analysis of the PSM impact to oil &gas production facilities, OSHA suspendedenforcement of PSM Standard on these facilities.
Application of Rule Currently Exempts Normally unoccupied remote facilities (NURF) “Normally unoccupied remote facility” means a facility which isoperated, maintained, or serviced by employees who visit the facilityonly periodically to check its operation and to perform necessaryoperating or maintenance tasks. No employees are permanentlystationed at the facility. Facilities meeting this definition are notcontiguous with, and must be geographically remote from all otherbuildings, processes, or persons. OSHA Interpretation letter average 14 hours per week
Case for Upstream PSM Current shale plays typically have multiple wellproduction sites Reduces “footprint” in order to lessen environmentalimpact Results in more complex production facilities EPA methane rules requires 95% emission controlefficiency on O&G storage tanks Multiple tanks under minimal pressure ( 16 oz. to 3 lbs.) inorder to improve emission collection and destruction Results in elimination of “true” atmospheric storage tanks
What Is Process Safety Management14 Elements Application Employee Participation Process SafetyInformation Process Hazard Analysis Operating Procedures Employee Training Contractors Pre-Start up SafetyReview Mechanical Integrity Hot Work (Non-routineWork Authorizations) Management of Change Incident Investigation Emergency Planning andResponse Compliance Audits
Process Hazard AnalysisPHA allows the operator to: Design facilities with safety in mind Determine locations of potential safety problems Identify corrective measures to improve safety Preplan emergency actions to be taken if safety controls fail
Process Hazard Analysis Addresses: The hazards of the process Engineering and administrative controls applicable to thehazards and their interrelationships Consequences of failure of engineering andadministrative controls Consequences of failures associated with facility siting orhuman factors Likelihood of these failures The need to promptly resolve PHA findings andrecommendations
Process Hazard Analysis Must be performed that using one of thefollowing methods: What-If; Checklist; What-If/Checklist; Hazard and Operability Study (HAZOP); Failure Mode and Effects Analysis (FMEA); Fault Tree Analysis; or Appropriate equivalent methodology
Process Hazard Analysis PHA must be performed by a team withexpertise in engineering and processoperations specific to the evaluated process;along with other pertinent personnel One team member must be knowledgeable inthe specific PHA methodology implemented atthe site
What-If PHA Experienced personnel brainstorming a series ofquestions that begin, "What if ?” Each question represents a potential failure in thefacility The response of the process and/or operators isevaluated to determine if a potential hazard canoccur If so, the adequacy of existing safeguards is weighedagainst the probability and severity of the scenarioto determine whether modifications to the systemshould be recommended
What-If PHA Perhaps the most commonly used method. One of the least structured methods: Can be used in a wide range of circumstances. Success highly dependent on experience of the analysts. Useful at any stage in the facility life cycle. Useful when focusing on change review.
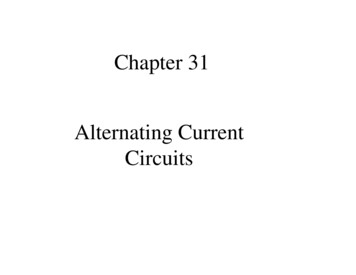
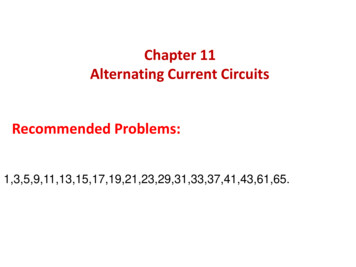
PHA Example – What If PHA was generated by use of compressedproduced gas to enhance well production. New equipment and tie-in points were dividedinto nodes and potential safety issues in eachnode were identified using theparameter/guideword combinations definedin the What If methodology.
PHA Example – What IfFrom compressor towellheadFrom wellhead tocompressor inlet
PHA Example – What IfWhat If HazardConsequencesRecommendationsHigh pressure, manualisolation valves closed orvalves closed onwellhead treeOverpressure pipingInjury, environmentalrelease, fireConsider adding isolationvalves. Lock openisolation valves.Consider adding highpressure shutdown.Low temperature ofinjection gas intowellheadDownhole equipmentfailureEquipment damage, backside pressure, operabilityissuesConsider adding lineheater as needed.Consider adding lowtemp alarm.High pressure due tooverheating by lineheaterOverpressure pipingInjury, environmentalrelease, fireConsider adding hightemperature shutdownof line heater.Consider adding highpressure shutdown.
HAZOP PHA HAZard and OPerability analysis The HAZOP analysis shall address the following: The hazards associated with the process areas; Identification of any consequences of operating parameterdeviations that have a potential for catastrophic consequences; Engineering and administrative controls applicable to the hazardsand their interrelationships; Consequences of failure of engineering and administrative controls; Facility siting; Human Factors; Qualitative evaluation of the range of possible safety and healtheffects if there is a failure of controls; and A Risk Ranking of the identified hazards.
HAZOP PHA PROS: Creative, open-ended; Complete – identifies all process hazards; Rigorous, structured, yet versatile; Can identify safety and operability issues. CONS: Can be time-consuming (e.g., includes operability); Relies on having right people in the room; Does not distinguish between low probability, highconsequence events (and vice versa).
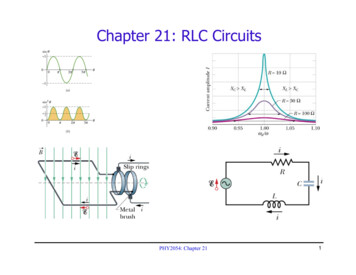
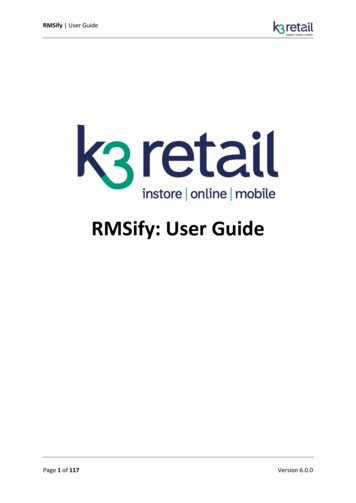
PHA Example HAZOP PHA was generated by an addition of newwater filtering equipment to an existing waterstorage and disposal facility. New equipment and tie-in points were dividedinto nodes and potential safety issues in eachnode were identified using theparameter/guideword combinations definedin the HAZOP methodology. Additionally, checklist questions were used toidentify potential hazards associated withfacility siting and human factors.
PHA Example #1 - HAZOPNODE #!: Flow into Filters from Pumps and flow from Filters, to Settling ationFilter PlugHigh lease, spill.Pumps cannotexceedmaximumintendedpressure.NoEnsure pumps have correct controls(PAHH, PALL) and that the set pointsfor the PAHH/PALL are adequate toprotect the filters, piping and tanks.Pumps notrunning whenintendedPotentialupstream highliquid level, offspec product ssure,loss ofcontainment,fire orexplosion,personnelinjury.Tank and filtervessel PSVs, Firedetection, LELdetection infilter building,Cameras withremoteobservation.YesNo or Less FlowHigh TemperatureExternal Fire
PHA Example - HAZOPPlot Plan / SitingChecklist QuestionAdequate?CommentDoes equipment spacingcomply with company,industry, or insurancerequirements?YesPer guidelines.Are atmospheric vents forflammable or toxic materialrouted to a safe location (i.e.,away from personnel andignition sources)?YesRouted to a safe location.Discuss the potential forflammable, heavier than air,vapor cloud formation:Location and height of PSVand vent discharges, tankbreathing, open sumps anddrains, location of ignitionsources, etc.YesLEL monitoring in sump.
PHA Example - HAZOPHuman FactorsChecklist QuestionAdequate?CommentAre there potentiallyhazardous conditions insidethe facility such as:Inadequate lighting; trip oroverhead hazards?YesTripping hazards to be evaluated during install, lighting willbe upgraded, Hoist will be overhead hazard, to be evaluatedwith procedures during PSSR.Are there any concerns withemergency response such as:Inadequate number orlocation of ESD buttons?YesESD locations are adequate.Are there concerns withprocedures such as:Procedures are vague,confusing, or incomplete?NoEnsure Procedures are adequate for operation of thefacility.
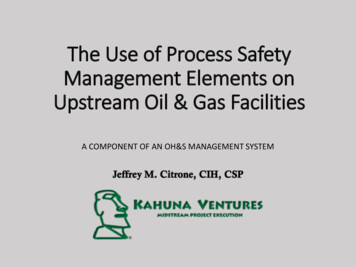
Pre-Start up Safety Review Check, double check, and review any changes,modifications, additions made in a PSM coveredarea – before you flip the switch: Construction and equipment is in accordance withdesign specifications; Safety, operating, maintenance, and emergencyprocedures are in place and are adequate; Recommendations from PSSR should be implementedrecommendations before startup.
Pre-Start up Safety ReviewQuestionResponsible PersonDoes all wellhead equipment meet design specifications forpressure and temperature expected?Equipment has been constructed and installed in accordancewith design.Process Safety Information is complete and in place.EngineeringA Process Hazard Analysis has been completed andrecommendations have been addressed and implemented.Written operating procedures are in place. (SOPs).HSE/OperationsTraining of affected personnel has been completed(operations, maintenance, safety, environmental, emergencyresponses, etc.).Commissioning activities have been completed.HSE/OperationsOperationsSafety and Health items have been addressed.HSERegulatory items have been addressed.HSEPiping and instrumentation Diagram redlined.OperationsAll process controls calibrated and loop checked withdocumentation.I&EConstruction Foreman/ForemanHSE/OperationsHSE/OperationsYes/No/ Initials / DateNA
Pre-Start up Safety ReviewQuestionResponsible PersonAre all screens, orifices, filter elements, catalyst and vesselinternals in place?Have all flanges been checked for proper gaskets and torquespecification?Have all construction blinds been removed?Construction Foreman/ForemanAre all PSV isolation valves locked or car-sealed open?OperationsAre all PSV properly braced and vented to safe location?Construction Foreman/ForemanHave all bolts with special torque specifications beenchecked?Is all necessary personal protective equipment available?Construction Foreman/ForemanIs all firefighting equipment in place and operational?HSEIs all necessary first aid equipment available on site?HSEHas emergency response plan been updated or developedand training complete?HSEConstruction Foreman/ForemanConstruction Foreman/ForemanHSEYes/No/NAInitials /Date
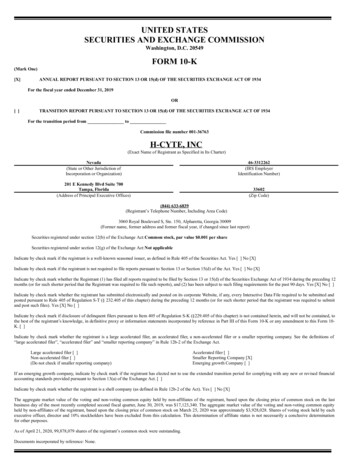
Mechanical Integrity Develop and maintain a master list of all equipmentthat is important to safety of the process. Establish and implement written procedures tomaintain the on-going integrity of processequipment. Establish an evaluation guidance for the equipment. Train each employee in an overview of the process,its hazards, and in the maintenance procedures toensure employees can safely perform assignedtasks. Deficiencies in equipment that are outsideacceptable limits must be corrected to assure safeoperation.
Mechanical Integrity Example Pressure Relief Valve EvaluationRisk FactorsDoes the vessel, piping or equipment that the PRV is protecting contain water,brine, hydrogen sulfide or carbon dioxide?Is the normal operating temperature of the vessel, equipment or piping that thePRV is protecting less than -20F?Has the PRV been in service for 10 or more years?Have any Recordable Events occurred with the PRV in the last 5 years?Are there more than 1 PRV protecting the Vessel, piping or equipment that thisPRV is protecting?Is the Normal Operating Pressure of the vessel, piping or equipment that thePRV is protecting less than 15 psig?YesNoN/A
Management of Change Formalized system to review and approve allchanges to process areas that might affect thesafety of the process. Implement written procedures to manage changes(except for "replacements in kind"). Train and provide information about the change toemployees and contractors involved in operating ormaintaining the changed process. Update previously documented information,operating procedures, or practices if affected by thechange.
Management of Change Replacement-In-Kind (RIK) for Changes in Facilitiesis the exchange or replacement of one piece ofequipment or component by another of similarspecifications and performance characteristics (size,pressure rating, temperature rating, flow rating,metallurgy, etc.)
Management of Change Formalized review is typically done using astandardized form or software. The following considerations shall be addressedprior to placing any change in service: The technical basis for the proposed change; Impact of change on safety and health; Modifications to operating procedures; Necessary time period for the change; and, Authorization requirements for the proposed change.
Management of Change Questions Describe change and basis for change. Potential hazards or impacts to facility or environment. Is a PHA required? Has PSI been revised? P&IDs PFDs Opperating Procedures MI procedures MSDS Additional training needs? Completed? Review team and sign-offs
Summary Elements of Process Safety Management allow for asystematic means to identify and analyze potentialhazards, identify existing controls, and allow forrecommendations for additional controls in order tominimize or eliminate health & safety impacts. Additionally, the use of PSM elements fit very wellinto the requirements of the various OHSManagement System Standards
What Is Process Safety Management Process Safety Management (PSM) is the application of management principles and systems to the identification, understanding, and control of process hazards to protect employees, facility assets and the environment. OSHA Process Safety Management of Highly Hazardous Chemicals (29 CFR 1910.119)