Transcription
e-ISSN: 2582-5208International Research Journal of Modernization in Engineering Technology and ScienceVolume:02/Issue:08/August-2020Impact Factor- 5.354www.irjmets.comENVIRONMENTAL IMPACT ON ALUMINIUM DIE CASTING ANDDEFECT ANALYSISDevinder*1, Akhilesh Tewari*2*1M.Tech*2AssistantStudent, Department Of Mechanical Engineering, Faridabad College Of Engineering AndManagement, Faridabad Haryana India.Professor, Department Of Mechanical Engineering, Faridabad College Of Engineering AndManagement, Faridabad Haryana India.ABSTRACTAluminium die casting is a process used to transform molten metal into automotive gearbox housing,wheel, and electronics components, among many other uses. It is used because it is a very efficientmethod of achieving near-net shape with the required mechanical properties. Life Cycle Assessment is atechnique used to determine the environmental impact of a product or process. The Life Cycle Inventory(LCI) is the initial phase of LCA and describes which emission will occur and which raw materials areused during the life of a product or process. Defect Analysis is a technique in which we study a differenttype of defect in casting and how to rectify them in the inventory of the product or process. This studyfocuses on one process, which is die casting. Still, different techniques are to be used to solve the problemduring the casting process or inventory defect analysis.KEYWORD: Aluminium die casting,life cycle assessment, life cycle inventory, environmental impact,anddefect analysis.I.INTRODUCTIONMetal casting plays a vital role in all sectors of our economy. Casting is the oldest method ofmanufacturing. There are several industries where castings are used like locomotive, car, truck aircraft,and factories everywhere. In metal casting, metal is melted form and poured into a cavity, and aftersolidification of the metal in the cavity, the metal takes the exact shape of the cavity. The solidified objectis called casting or mold.The casting also called mold—the shape and size of the product match with requirement. Die castingprocess which uses Permanente mold, date back to mid AD-1800Aluminium die casting is a manufacturing process used to form the complex shape from Aluminium. Fiftyfour million tonnes of die casting cast per year, the world’s most significant production of Aluminium diecasting to produce in the world Australia. Alone, Australia produces 4 million tonnes of die-cast per yearworldwide.Life cycle assessment (LCA) is a technique that is common in assessing the environmental impact of aproduct or process. Detailing to all the input of process or product and all the output and assigned thevalue them, a total value can be calculated to the environmental impact on product or processTypes of DefectsDefect analysis method (DAM) is a technique which is related to defect generated during the process orinventory of product. There are several defects which are generated during the process like(1) Surface Defect(2) Internal DefectAdvantages of die castingMolten material flow into tiny section so that intricate shape can be made of this process; as a result ofmany processes, forging, machining, welding, etc. are to be minimized Practically to possible cast any material like ferrous or nonferrousThe necessary tool required to casting very simple and inexpensiveSize and shape of product variation are possiblewww.irjmets.com@International Research Journal of Modernization in Engineering, Technology and Science[690]
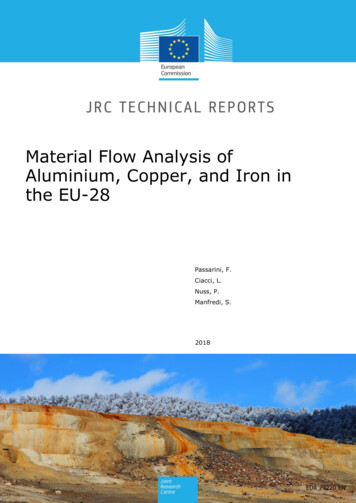
e-ISSN: 2582-5208International Research Journal of Modernization in Engineering Technology and ScienceVolume:02/Issue:08/August-2020 Impact Factor- 5.354www.irjmets.comCasting is lightweightBy the die casting batch production is possibleLimitations Die casting is a labour-intensive processThe initial cost is very highFor running software high skilled employers to be requiredEnvironmental pollution to be createdIt is not possible to achieve all metal productsThe defect is generated like an air cavity, chip off pinhole, etc.II.LITERATUREALUMINIUM DIE CASTINGAluminium die casting is a process used to complex shape in which molten metal is poured intothe cavity to form a mold. Product is formed to Aluminium die-casting light in weight and inexpensive,respectively. Aluminium die casting is a very energetically requirement process for melting and remeltingof Aluminium. Aluminium die casting is three type(1).High pressure die casting(2).Cold pressure die castingHIGH-PRESSURE DIE CASTING (COLD CHAMBER DIE CASTING)High-pressure die casting involves the injection of molten metal into a steel die under high pressure.Molten metal is poured into a shot sleeve by either ladle or a dosing furnace. A piston moves within theshot sleeve and moves the molten metal up the gate of the die at a slow speed, the metal reaches at thegate of dying molten metal move at the gate speed of 72m/s high pressure up to 10 Mpa is required. Dueto the high pressure and velocity of the metal, the flow of metal is automated and fills the cavity in spraytype form; when the cavity is full, the piston is applied again high pressure to remove porosity or airbubbles. The Aluminium will then be solidified in the cavity.Die generally split into two halves form one port is fixed to tie bar, and the other is movable.The movable part of the die contains an injection pin to remove the casting. A systematic diagram of highpressure die casting is shown in the figure.Figure-1: High pressure die castingwww.irjmets.com@International Research Journal of Modernization in Engineering, Technology and Science[691]
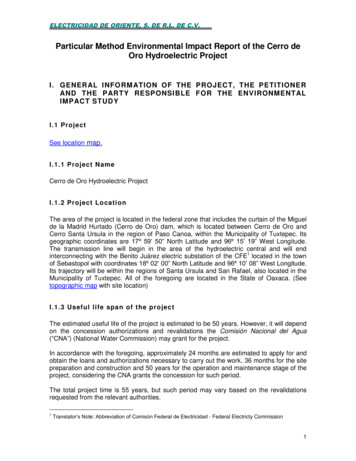
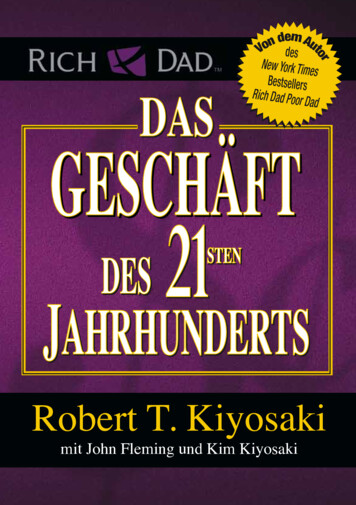
e-ISSN: 2582-5208International Research Journal of Modernization in Engineering Technology and ScienceVolume:02/Issue:08/August-2020Impact Factor- 5.354www.irjmets.comThe high-pressure die casting also used to cast like metal like zinc, brass, and magnesium. Cold chamberdies casting machine work on the principle of high pressure. A cold chamber machine is shown in thefigure. In which molten metal is feed by shot sleeve and plunger forced the metal hydraulic pressure to filldie.LOW-PRESSURE DIE CASTING (HOT CHAMBER CASTING)This manufacturing process uses a steel die, which is located above a holding furnace of moltenAluminium. The die is coated with a ceramic-based die coat which is applied before and up to 200 shotdepending upon condition The metal in the holding furnace is pressure to 1bar. The metal is forced up ariser tube and into die. The metal flows into die in the solid form and fill the die from bottom to topbecause turbulence is minimized with high integral casting with minimum porosity low pressure-basedhot chamber machine is shown in figures in this injection mechanism immerse into baths of its metalholding furnace. The furnace is connected to the machine by metal need systems called a gooseneck. Theinjection plunger rises a port in the injection cylinder opens, allowing molten metal to fill the cavity as theplunger moves downwards it seal the port. This type of casting used for low melting point metal like zincand copper.Figure-2:. Hot chamber castingDie casting process cycleProcess cycle consists of four steps, clamping, cooling, injection, election, four steps shown in the figure. The die closed and the molten metal is ladled into cold chamber shot sleeve.The plunger pushes molten metal into die cavity where it is held under pressure until solidifying ofobjectAnd next step to open the plunger advanced to ensure that the casting remains in the core half of thedieThe ejector pin pushes the casting out of the core half of the die, and the plunger returns to itsoriginal position.www.irjmets.com@International Research Journal of Modernization in Engineering, Technology and Science[692]
e-ISSN: 2582-5208International Research Journal of Modernization in Engineering Technology and ScienceVolume:02/Issue:08/August-2020Impact Factor- 5.354www.irjmets.comFigure-3: Die casting process cycleLIFE CYCLE ASSESSMENTLife cycle assessment is a technique that deals with the environmental impact on the inventory of the diecasting process. The main object of this study was to use the life cycle inventory technique to ass3 anAluminium product manufacture using the casting process and to evaluate the validity of the techniqueconcerning this process. This work detail the emission of air, water, and landform process also some ofthe more harm3 impacts associated with such as greenhouse gas, human toxicity, etc.ENVIRONMENTAL ISSUESConcerning the emission from the furnace, the foreign matter from the furnace exhaust flue is a mix ofsulphur dioxide, carbon monoxide, carbon dioxide with oil fog, and dust from contaminated scrapmaterial.The dust content increases at the time of dross removal and level of emission are dependent upon theconstruction and method of furnace operation.One of the emissions from the burning of natural gas is nitrogen oxide. The temperature effect theemission increases with increasing temperature.There is no emission to be created during the casting of mold. Some solid waste emitted during casting isshown in the table.Position of the plunger. This solid waste has created the problem of the movement of the plunger, anddelay time in the shot of plunger also decreases the production rate. Another solid waste that createspollution in the inventory area is a chip off material due to the looseness of the die. This waste is harmfulto the environment and operator of the machine.Chemical waste, which is a liquid type of waste, also creates water pollution in the plant.www.irjmets.com@International Research Journal of Modernization in Engineering, Technology and Science[693]
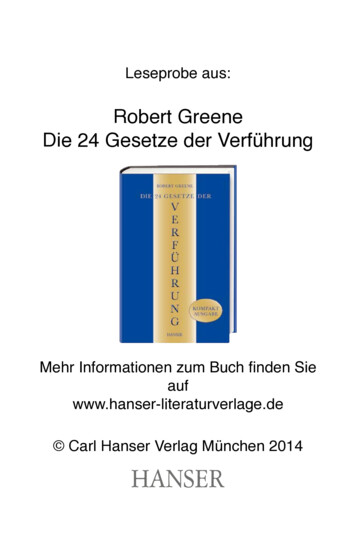
e-ISSN: 2582-5208International Research Journal of Modernization in Engineering Technology and ScienceVolume:02/Issue:08/August-2020Impact Factor- 5.354www.irjmets.comDEFECT ANALYSISSurface defect analysis is a technique which is a concern with the defect created during the cast3 processand inventory of product.There are two types of defect in Aluminium die casting1. Surface defect2. Internal defectSURFACE DEFECTCOLD SHOTCold shot defects in Aluminium die casting is seen; generally, this defect is created due to less dietemperature. Another reason for cold shot die coat is less or more time.www.irjmets.com@International Research Journal of Modernization in Engineering, Technology and Science[694]
e-ISSN: 2582-5208International Research Journal of Modernization in Engineering Technology and ScienceVolume:02/Issue:08/August-2020Impact Factor- 5.354www.irjmets.comFigure-4: Cold shotCHIP OFFA chip off defect is due to some material is stick to die, and when casting is extracted, then this materialcomes with the product.SHRINKAGE DEFECTShrinkage defect is coming as the temperature of molten metal is low, and another reason for thetemperature of die is low.CRACKING DEFECTThe cracking defect is generated in die due to the quantity of iron is more in the material ratio of moltenmetal.BLISTER DEFECTBlister defect comes in casting due to the pressure less due to molten metal don’t fill die properly, andair cavity or porosity remains in castingSOLDERING DEFECTSoldering is types of defect which is generally in die due to more tightness of die and friction between dieis more than the requirement of castingCACHING DEFECTCaching defect is another type of defect created due to less die coat on die and miss-match of dying, thencaching defect is created.FLASHING DEFECTFlashing defect is created due to looseness of the die, and when die close during the process, solid moltenmetal is flash off above and side of the machine, which is harmful to the operator of the machineINTERNAL DEFECTThe internal defect is also called machining defects because of these defects seen during the machining ofcasting. There are some internal defect is discussed belowBLOW HOLEBlowhole in casting is due to air or porosity in the product and can be visible during machining.PINHOLEPinhole in die casting is shown due to the air cavity inside the casting. Some time pin of ejector doesn’tcome to properly requirement then, at this timing defect can be shown.THERMAL DEFECTThis defect generally crated after the complication of the due to the high-temperature microstructure ofcasting change and small expansion take place.RUNOUT DEFECTwww.irjmets.com@International Research Journal of Modernization in Engineering, Technology and Science[695]
e-ISSN: 2582-5208International Research Journal of Modernization in Engineering Technology and ScienceVolume:02/Issue:08/August-2020Impact Factor- 5.354www.irjmets.comThe defect is generally carried out when molten metal is leaking ours from the cavity.SLAG INCLUSION DEFECTThis type of defect is called a scab defect. This defect can be seen by the naked eye, in this defect, fewmillimeter-thick layers of irregular impurities on the upper surface of the casting, and this defect issimilar to rat-tail defectIII.METHODOLOGYLCA METHODOLOGYThe goal of this study is to determine the environmental impact on Aluminium die casting as a process.To do this is a single casting process of the product was evaluated as well as, the process only wasconsidered from gate to gate.Material into the plant either as solid, liquid waste, emission, recycled materials, and decrease castproduct. Significant tonnage of raw was also required to consider as part of this study.For example, natural gas, electricity, Aluminium, water, and die lubricant, the manufacturer of thethousands of consumable used in the plant, was not considered for this study.Building and grounding waste have not considered due to lack of reliable data of ADADC12The system boundary includes off-site emission from the energy source for CNG, LPG ELECTRICITY, et.waste, also been include for the industrial waste, but sewage flow not considered. The table shown belowexplains the waste of plantPROCESS PLANTo remove waste and pollution, contaminated particles can be evaluated by making a complete plan.In this study, we aim to answer t
Defect Analysis is a technique in which we study a different type of defect in casting and how to rectify them in the inventory of the product or process. This study focuses on one process, which is die casting. Still, different techniques are to be used to solve the problem during the casting process or inventory defect