Transcription
Super Fast Thread Milling SystemMETRIC
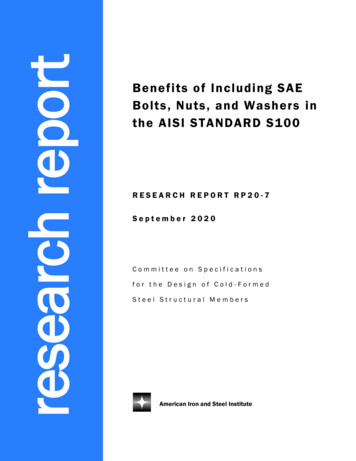
New Family of Thread Milling ToolsThe VARDEX Multi-flute Indexable Thread Milling (MiTM) system for fast machining,reduces cycle times when machining threads with long inserts. New nickel coating for allMiTM toolholders provides better anti-rust protection.ConicalMiTM 19 (A)StandardNo. of Flutes (Z) 1Cutting Dia. (D2) 10.2Tool Overhang (L1) 19.0ConicalMiTM 24 (M)N i c kelNEWTo o lFor MediumBoresNo. of Flutes (Z) 1-2Cutting Dia. (D2) 13.6-16Tool Overhang (L1) 26-36CoateNo. of Flutes (Z) 1Cutting Dia. (D2) 10.0-11.75Tool Overhang (L1) 20.0-25.2ldersohFor Small BoresdStandardSee it in actionNo. of Flutes (Z) 1Cutting Dia. (D2) 13.9Tool Overhang (L1) 26StandardConicalNo. of Flutes (Z) 2-5Cutting Dia. (D2) 17-30Tool Overhang (L1) 26-80No. of Flutes (Z) 2-4Cutting Dia. (D2) 17-28Tool Overhang (L1) 26-43Shell MillMiTM 25 (S)Shell MillConicalFor StandardApplicationsNo. of Flutes (Z) 5-8Cutting Dia. (D2) 36-52Tool Overhang (L1) max.200No. of Flutes (Z) 5Cutting Dia. (D2) 36Tool Overhang (L1) max.200StandardShell MillShell MillConicalNo. of Flutes (Z) 3-4Cutting Dia. (D2) 22-30Tool Overhang (L1) 43-80No. of Flutes (Z) 6-8Cutting Dia. (D2) 44-52Tool Overhang (L1) max.200No. of Flutes (Z) 6Cutting Dia. (D2) 45Tool Overhang (L1) max.200StandardShell MillNo. of Flutes (Z) 1-5Cutting Dia. (D2) 24.5-36Tool Overhang (L1) 43-65No. of Flutes (Z) 5-6Cutting Dia. (D2) 48-58Tool Overhang (L1) max.200MiTM 40 (L)For LongThreadsMiTM 41 (B)For LargePitches2
MiTM CATALOGVardex Ordering Code SystemPage 4Page 5INSERTSISO MetricAmerican UNWhitworth for BSF, BSP (G)NPTPage 6Page 8Page 9NPTFPage 9BSPTPage 10TOOLHOLDERSStandard Toolholders (MiTM 19)Conical Toolholders (MiTM 19)Page 11Page 12Standard Toolholders (MiTM 24)Conical Toolholders (MiTM 24)Page 13Page 14Standard Toolholders (MiTM 25)Page 15Page 16Page 17Conical Toolholders (MiTM 25)Shell Mill (MiTM 25)Standard Toolholders (MiTM 40)Shell Mill (MiTM 40)Page 18Page 19Standard Toolholders (MiTM 41)Shell Mill (MiTM 41)Page 20Page 21TECHNICAL DATARecommended Cutting Speeds and FeedPage 22VARGUS Tool Selector andIus CNC Program GeneratorThe most popular and advanced thread turning andthread milling software on the market today.Now available in 4 versions at www.vargus.comVARGUSVARGUSVARGUSONLINED E S K TO Psetup.exeAPPVARGUS3
Ordering Code SystemMiTM InsertsR1252I31.004ISO5TM6VBX71- Product Line2 - Insert Style3 - Type of Insert4 - Pitch5 - Standard6 - System7 - Carbide GradeR- MiTM line19, 24, 25, 40, 41I - InternalE - ExternalEI - External InternalNC- Plug0.5-6.0 mm32-4 tpiISO- ISO MetricUN - American UNW - BSW, BSPNPT - NPTNPTF - NPTFBSPT - BSPTTMVBXVTXMiTM Holders (Standard and Conical)R1TM21- Product LineR - MiTM lineBR - MiTM with antivibration systemC3254175-266S7282 - Holder Type3 - Cooling4 - Shank Dia. [mm]5 - Cutting Dia. [mm]TM - Standard holderTMN - Conical holderC- Coolant Channel12, 20, 25, 3210 - 366 - Tool Overhang [mm]7 - Insert Style8 - No. of Flutes19 - 80A - 19M - 24S - 25L - 40B - 411-5MiTM Shell MillR1TM2C3D364-165-25S6571- Product Line2 - Holder Type3 - Cooling4 - Cutting Dia. [mm]5 - Drive Hole Dia. [mm]R - MiTM lineTM - Standard holderTMN - Conical holderC- Coolant Channel36 - 5816, 22, 276 - Insert Style7 - No. of Flutes25S40L41B5-84
ISO MetricExternal / Internal1/4PInternalLLLMiTM 19MiTM 24MiTM 2560 R262 (DIN 13)lass: 6g/6HLeLeLe1/8PLeLeExternalDefined by: R262 (DIN 13)Tolerance class: 6g/6HLLMiTM 40MiTM 41Standard MiTMLPitchmmmm192425Ordering 25I2.50ISOTM.225.0103.0*R25E3.00ISOTM. 39.0133.041TeethLe0.51.040Cutting .06ToolholderRTMC.ARTMC.M(B)RTMC.S* See note below(B)RTMC.LRTMC.B* Note: 3.0 ISO inserts do not fit into toolholder RTMC2517.For external insert 3.0 ISO use for CNC program (D2 0.5mm)MiTM inserts 25, 40 and 41 are offered with 2 cutting edges. In case of chip flow difficulty,inserts with a single cutting edge can be ordered by request. Example: R25I2.00ISOTM(S).5
American (UNC, UNF, UNEF, UNS)External / Internal1/4PInternalNSI B1.1:74s: 2A/2B1/8PLeLe60 ExternalLeLLLMiTM 19MiTM 24MiTM 25Defined by: ANSI B1.1:74Tolerance class: 2A/2BStandard MiTMLPitchmmtpi192425Ordering CodeExternalCutting UNTM.222.227* Note: 8 UN & 9 UN inserts do not fit into toolholder RTMC2517.For external insert 8 UN use for CNC program (D2 0.5mm)MiTM inserts 25, 40 and 41 are offered with 2 cutting edges. In case of chip flow difficulty,inserts with a single cutting edge can be ordered by request. Example: C.S* See note below
ANSI B1.1:74ass: 2A/2BAmerican (UNC, UNF, UNEF, UNS)External / Internal1/4PInternal60 1/8PLeLeExternalLLMiTM 40MiTM 41Defined by: ANSI B1.1:74Tolerance class: 2A/2BStandard MiTM (con't)LPitchmmtpi40Ordering olholderZt20841Cutting TM.R41I4UNTM.238.106(B)RTMC.LRTMC.BMiTM inserts 25, 40 and 41 are offered with 2 cutting edges. In case of chip flow difficulty,inserts with a single cutting edge can be ordered by request. Example: R25I20UNTM(S).7
Whitworth for BSF, BSP (G)External / InternalR 0.137P6, DIN 259,1982Class ALeLeLeInternal55 R 0.137PLLLMiTM 19MiTM 24MiTM 25LeLeExternalDefined by: B.S.84:1956, DIN 259, DIN ISO228/1:1982Tolerance class: Medium Class ALLMiTM 40MiTM 41Standard MiTMLPitchmmtpiExternal 254041Ordering 7WTM.239.91116R41I6WTM.238.109MiTM inserts 25, 40 and 41 are offered with 2 cutting edges. In case of chip flow difficulty,inserts with a single cutting edge can be ordered by request. Example: R25EI16WTM(S).8Cutting EdgeToolholderRTMC.ARTMC.M(B)RTMC.S(B)RTMC.LRTMC.B
2.1:1968ndard NPT1.20.3-1976ndard NPTFMiTM Inser ts - 25mmMiTM Inser ts - 25mmNPTExternal** / InternalExternal** / InternalExternal / Internal30 Internal30 1 47'1 47'1 47'LLMiTM 24MiTM 25LMiTMR25NC19 Plug InsertR25NC Plug Insert1º47’90 LeLeLeLe1 47'LeExternal1 47'Defined by: USAS B2.1:1968Tolerance class: Standard NPTLLMiTM 40MiTM 41Standard TMNC.SRTMNC-D36-16-25S5RTMNC-D45-22-40L6RTMC.BMiTM Inser ts - 25mmMiTM Inser ts - 25mmExternal** / InternalExternal** / InternalExternal / InternalInternal30 1 47'1 47'1 47'LLLMiTM 19MiTM 24MiTM 25R25NC Plug InsertLe1 47'Le1 47’LeLeLeR25NC Plug Insert90 External InternalR19EI18NPTTM.R25EI14NPTTM.4130 Teeth188NPTFCutting Edge1411.540Ordering CodeExternalDefined by: ANSI B1.20.3-1976Tolerance class: Standard NPTF1 47'LLMiTM 40MiTM 41Standard MiTMLPitchOrdering CodemmtpiExternal InternalCutting NC-D36-16-25S5RTMNC-D45-22-40L6RTMC.B9
MiTM Inser ts - 25mmBSPTExternal** / InternalExternal / InternalR0.137PInternalExternal** / Internal90 1 47'1 47'1 47'27.5 27.5MiTM Inserts - 25mm85ard BSPTLeLeR25NC Plug InsertLLMiTM 19MiTM 24LeR0.137PExternalLe1 47'1 47'Defined by: B.S. 21:1985Tolerance class: Standard BSPTR25NC Plug InsertLLMiTM 25MiTM 40Standard MiTMLPitchOrdering CodemmtpiExternal InternalCutting TMNC.A2419R24EI19BSPTTM.124.0618RTMNC 5-22-40L6Plug Insert *LOrdering CodeTeethmmExternal InternalZt24R24NCRTMC.M25R25NC(B)RTMC.SRTMNC.SNo BAll Types* Fill unused toolholder pockets with Plug inserts (R.NC). This assures balance and prevents instability and chips from packing into empty pockets.10
Standard Toolholders (MiTM 19)D2DL1D1LCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterRTMC - for Standard ThreadsInsert StyleOrdering CodeDimensions (mm)mmNo. of FlutesLL1DD1D2ZRTMC 1210-20A16820127.5101RTMC 1212-25A173.525.2128.711.751LocationScrew x2Torx ScrewdriverKIP6SLD3IP619(M3x0.5) Use the included VardexTorx screwdriver only Recommended max.torque 1.2 NxMStandard Thread Application by ToolholderToolholderMin. Thread ØD2(mm)ISO(coarse)ISO(fine)RTMC 1210-20A11012x1.7511x0.5; 11X0.75; 11.5x1;12x1.25; 12x1.51RTMC 1212-25A111.7514x2.0;16x2.0M12.5x0.5; M13X0.75; M13x1;M13.5x1.25; M14x1.5;M14x1.759UNC 2 -13 16-12UN/UNF/UNEF/UNS7119BSFBSP(G) 16-32UN; 7 16-28UNEF; 7 16-27UNS; 1 2 -24UNS; 2 -20UNF; 1 2 -18UNS; 1 2 -16UN; 1 2 -14UNS1 2 -161 4 -19 2 -32UN; 9 16-28UNS; 9 16-27UNS; 9 16-24UNEF; 16-20UN; 9 16-18UNF; 9 16-16UN; 9 16-14UNS;5 8 -141 4 -142 Step Clamping System!Side with screw location holesAlways mount all inserts with screwlocation holes face upFastenFirst1FastenSecond2To mount insert correctly, push theinsert toward the pocket walls.11
Conical Toolholders (MiTM 19)D2D1 47'L1D1LCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterRTMNC - for Conical ThreadsInsert StyleOrdering CodeSpare PartsDimensions (mm)mmLL1DNo. of FlutesD1D2ZLocationScrew x2Torx ScrewdriverKIP619RTMNC 1210-19A166.51912810.61SLD3IP6 Use the included VardexTorx screwdriver only Recommended max.torque 1.2 NxM(M3x0.5)Conical Thread Application by ToolholderToolholderD2(mm)RTMNC 1210-19A110.613NPTNPTF 4 -18* 8 -1813 4 -18* 8 -18BSPT13 4 -19* 8 -19* Using MiTM 19 tools the maximum thread length is 10.5mm.2 Step Clamping System!Side with screw location holes12Always mount all inserts with screwlocation holes face upTo mount insert correctly, push theinsert toward the pocket walls.FastenFirst1FastenSecond2
Standard Toolholders (MiTM 24)D2DD1L1D1LCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterRTMC - for Standard ThreadsInsert StyleOrdering Codemm24Spare PartsDimensions (mm)LL1No. of FlutesDD1D2ZLocationScrew x2RTMC 2013-26M182262010.713.61RTMC 2015-30M185302011.915.11SLD4IP8RTMC 2016-28M283282012.6162(M4x0.7)RTMC 2016-36M191362012.6161Torx ScrewdriverKIP8 Use the included VardexTorx screwdriver only Recommended max.torque 1.2 NxMStandard Thread Application by ToolholderToolholderMin. Thread ØD2(mm)ISO(coarse)ISO(fine)UNCM14.5x0.5; M15x0.75; M15x1;M15x1.25; M16x1.5; M16x1.75-RTMC 2013-26M113.6 M16x2RTMC 2015-30M115.1M16x0.5; M17x0.75; M17x1;M18x2.5 M17x1.25; M17x1.5;M18x1.75; M18x23RTMC 2016-28M216M17x0.5; M17x0.75; M18x1;M20x2.5 M18x1.25; M18x1.5;M18x1.75; M19x23 4 -10RTMC 2016-36M116M17x0.5; M17x0.75; M18x1;M20x2.5 M18x1.25; M18x1.5;M18x1.75; M19x23 4 -10Side with identification marksAlways mount all inserts withidentification marks face up 4 -10UN/UNF/UNEF/UNSBSF 16-12UN; 5 8 -14UNS; 5 8 -16UN; 5 8 -18UNF; 8 -20UN; 5 8 -24UNEF; 5 8 -28UN; 5 8 -32UNBSP(G)11113 16-14; 4 -121533 4 -12UN; 3 4 -14UNS; 11 16-16UN; 11 16-20UN; 16-24UNEF; 11 16-28UN; 11 16-32UN3 4 -121 2 -14 4 -12UN; 3 4 -14UNS; 3 4 -16UN; 3 4 -18UNS; 4 -20UNEF; 11 16-24UNEF; 11 16-28UN; 11 16-32UN3 4 -121 2 -14 4 -12UN; 3 4 -14UNS; 3 4 -16UN; 3 4 -18UNS; 4 -20UNEF; 11 16-24UNEF; 11 16-28UN; 11 16-32UN3 4 -121 2 -14113333 2 -14, 8 -19Side without identification marksTo mount insert correctly, push theinsert toward the pocket walls.13
Conical Toolholders (MiTM 24)D2D1 47'L1D1LCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterRTMC - for Conical ThreadsInsert StyleSpare PartsOrdering CodemmDimensions (mm)LL1DNo. of FlutesD1D2ZLocationScrew x2Torx ScrewdriverKIP824RTMNC 2014-26M181262011.513.91Conical Thread Application by ToolholderToolholderD2(mm)RTMNC 2014-26M113.9On Conical inserts, the identificationmark must face up14NPTNPTF 8 -1833 8 -18Side without identification marksBSPT3 8 -19To mount insert correctly, push theinsert toward the pocket wallsSLD4IP8(M4x0.7) Use the included VardexTorx screwdriver only Recommended max.torque 1.2 NxM
StandardToolholders(MiTM25)Inser ts 25mm)StandardToolholders(ForD2DD1L1LD1Coolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterRTMC - for Standard ThreadsInsert StyleOrdering CodeNo. ofFlutesDimensions (mm)mm25Spare PartsLL1DD1D2Z2RTMC 2517-26S285261417RTMC 2517-36S2953614172RTMC 2519-32S2923215192RTMC 2519-44S21044415192RTMC 2520-37S3963716.520.53RTMC 2520-44S31034416.520.53RTMC 2522-43S31024318223RTMC 2522-55S3114551822325RTMC 2530-55S51155526305BRTMC 2530-80S41408026304Location Screw x2SLD4IP8(M4x0.7)Torx ScrewdriverKIP8 Use the included Vardex Torx screwdriver only Recommended max. torque 1.2 NxMStandard Thread Application by ToolholderToolholderRTMC 2517-26S2RTMC 2517-36S2RTMC 2519-32S2RTMC 2519-44S2RTMC 2520-37S3RTMC 2520-44S3RTMC 2522-43S3RTMC 2522-55S3RTMC 2530-55S5BRTMC 2530-80S4Min.Thread ØD2(mm)ISO(coarse)17M20x2.519M22x2.5 M21x1; M21x1.5;M24x3 M22x220.5 ficationmarksM27x3-ISO(fine)UNCM19x1; M19x1.5;M20x2M22x1; M23x1.5;M23x2; M23.5x2.5 8 -9;1-871-8UN/UNF/UNEF/UNSBSFBSP(G)7 8 -10UNS; 13 16-12UN; 7 8 -14UNF; 4 -16UNF; 3 4 -18UNS; 3 4 -20UNEF737 8 -11; 7 8 -12; 8 -14; 7 8 -1617 8 -20UNEF; 7 8 -18UNS; 7 8 -16UN; 8 -14UNF; 7 8 -12UN; 7 8 -10UNS7715 8 -16; 7 8 -14; 16-12; 15 16-11515 16-9UN; 1-10UNS; 15 16-12UN;1-14UNS; 15 16-16UN; 7 8 -18UNS; 7 8 -20UNEF1-11; 1-12;1-14; 1-165 2 -14 8 -14 8 -14M24x1; M24x1.5;M25x2; M25x2.5-111 16-8UN; 1-9UN; 1-10UNS; 1-12UNF;1-14UNS; 1-16UN; 1-18UN; 15 16-20UNEF1-11; 1-12;1-14; 1-163M32x1; M32x1.5;M33x2; M33x2.5; M34x3-13 8 -8UN; 13 8 -9UN; 13 8 -10UN; 15 16-12UN;13 8 -14UNS; 15 16-16UN; 15 16-18UNEF; 15 16-20UN13 8 -11; 13 8 -12;13 8 -14; 13 8 -161-11Side withoutwithout identificationSideidentificationmarksmarksall insertsAlwaysAlwaysmountmountall insertswithon thesameidentificationmarkson side!the same side 4 -14To mount insert correctly,To mount pushinsert thecorrectly,insertpush thewalls.inserttowardtowardthethe pocketpocket walls.15
Conical(MiTM25) ts 25mm)ConicalToolholdersToolholders(For InserD1D2D1 47'L1LCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterRTMNC - for Conical ThreadsInsert StyleOrdering CodeNo. ofFlutesDimensions (mm)mmRTMNC 2517-26S225Spare PartsLL1DD1D2Z8526251417.22RTMNC 2522-43S310243251822.23RTMNC 2528-43S410343252528.44Location Screw x2Torx ScrewdriverSLD4IP8(M4x0.7) Use the included VardexTorx screwdriver only Recommended max. torque1.2 NxMKIP8Conical Thread Application by ToolholderToolholderThread ØD2(mm)RTMNC 2517-26S217.2RTMNC 2522-43S322.2RTMNC 2528-43S428.4On Conical inserts, the identificationmark must face up16NPTNPTFBSPT1 2 -14; 3 4 -14; 1-11.5; 11 4 -11.5;11 2 -11.5; 2-11.51 2 -14; 3 4 -14; 1-11.5; 11 4 -11.5;11 2 -11.5; 2-11.513 4 -14; 1-11.5; 11 4 -11.5;11 2 -11.5; 2-11.53 4 -14; 1-11.5; 11 4 -11.5;11 2 -11.5; 2-11.53 4 -14; 1-11; 11 4 -11; 11 2 -11; 2-11;21 2 -11; 3-11; 4-11; 5-11; 6-111-11.5; 11 4 -11.5;11 2 -11.5; 2-11.51-11.5; 11 4 -11.5;11 2 -11.5; 2-11.51-11; 11 4 -11; 11 2 -11; 2-11;21 2 -11; 3-11; 4-11; 5-11; 6-11Side without identification marksTo mount insert correctly, push theinsert toward the pocket walls 2 -14; 3 4 -14
Shell Mill (MiTM 25)D1 DaCombi Shell Mill Adaptor is preferableD2d(H7) D1DaAdaptor not includedHCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterConical and Standard Shell MillsInsertStyleOrdering Code25ConicalNo. ofFlutesDimensions (mm)mmStandardSpare PartsD1D2d(H7)HZLocation Screw x2Torx ScrewdriverSLD4IP8(M4x0.7)Holder ScrewRTMC D36-16-25S53236.01633.55KIP8M8x1.25x35RTMC D44-22-25S64044.02238.06M10x1.50x35RTMC D52-27-25S84852.02740.08RTMNC D36-16-25S53235.9*1633.55 Use the includedVardex Torx screwdriver only Recommended max.torque 1.2 NxMM12x1.75x30M8x1.25x35* For inserts 8NPT and 8NPTF use for CNC program (36.4 mm)Standard Thread Applications by ToolholderToolholderMin. Thread ØD2(mm)UN/UNF/UNEF/UNSBSWBSP(G)36M38x1; M39x1.5;M39x2; M40x319 16-12UN; 15 8 -14UNS; 19 16-16UN;11 2 -18UNEF; 11 2 -20UN13 4 -1613 4 -1211 4 -11RTMC D44-22-25S644M48x1; M48x1.5;M48x2; M48x317 8 -12UN; 113 16-16UN; 113 16-20UN;115 16-8UN; 17 8 -10UNS; 17 8 -14UNS2-162-1211 2 -11RTMC D52-27-25S852M55x1; M55x1.5;M55x2; M56x321 4 -8UN; 21 4 -10UN; 21 4 -12UN;21 4 -14UN; 21 4 -16UN; 21 4 -18UN; 21 4 -20UN21 4 -1621 4 -122-11RTMC D36-16-25S5StandardISO (fine)Conical Thread Applications by ToolholderToolholderThread ØD2 (mm)ConicalRTMNC D36-16-25S535.9*NPTNPTF11 4 -11.5; 11 2 -11.5; 2-11.521 2 -8 (and up)BSPT11 4 -11.5; 11 2 -11.5; 2-11.521 2 -8; 3-811 2 -6x11* For inserts 8NPT and 8NPTF use for CNC program (36.4 mm)Side with identification marksSide without identification marksAlways mount all inserts on thesame side!To mount insert correctly, push theinsert toward the pocket walls.17
Standard(MiTMStandardToolholdersToolholders(For 40)Inser ts 40mm)D2D1DL1D1LCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterRTMC - for Standard ThreadsInsert StyleOrdering Codemm40Spare PartsNo. ofFlutesDimensions (mm)LL1DD1D2ZLocationScrewClamping Screw x2Torx Screwdriver Use the included VardexTorx screwdriver only Recommended max.torque 1.2 NxMRTMC 2522-43L3102432518223RTMC 2522-65L3124652518223SLD4IP8ASCD4IP8RTMC 3230-55L4117553226304(M4x0.7)(M4x0.7)BRTMC 3230-80L3142803226303KIP8Standard Thread Application by ToolholderToolholderMin. Thread ØD2(mm)ISO(coarse)ISO(fine)RTMC 2522-43L322M27x3M24x1; M24x1.5M25x2; M25x2.5-111 16-8UN; 1-9UN; 1-10UNS; 1-12UNF;1-14UNS; 1-16UN; 1-18UN; 15 16-20UNEF1-11; 1-12;1-14; 1-16;3 4 -14RTMC 2522-65L322M27x3M24x1; M24x1.5M25x2; M25x2.5-111 16-8UN; 1-9UN; 1-10UNS; 1-12UNF1-14UNS; 1-16UN; 1-18UN; 15 16-20UNEF1-11; 1-12;1-14; 1-16;3 4 -14RTMC 3230-55L430-M32x1; M32x1.5M33x2; M33x2.5; M34x3-13 8 -8UN; 13 8 -9UN; 13 8 -10UN; 15 16-12UN;13 8 -14UNS; 15 16-16UN; 15 16-18UNEF; 15 16-20UN13 8 -11; 13 8 -12;13 8 -14; 13 8 -161-11BRTMC 3230-80L330-M32x1; M32x1.5M33x2; M33x2.5; M34x3-13 8 -8UN; 13 8 -9UN; 13 8 -10UN; 15 16-12UN;13 8 -14UNS; 15 16-16UN; 15 16-18UNEF; 15 16-20UN13 8 -11; 13 8 -12;13 8 -14; 13 8 -161-11UNCUN/UNF/UNEF/UNSBSFBSP(G)2 Step Clamping System!Location 1ScrewClamping 2Screw x2Side with identification marks18Side without identification marksAlways mount all inserts on thesame side!
Shell Mill (MiTM 40)D1 DaCombi Shell Mill Adaptor is preferableD2d(H7) D1DaAdaptor not includedHCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterConical and Standard Shell MillsInsertStyleOrdering CodeConical40No. ofFlutesDimensions (mm)mmStandardSpare PartsD1D2d(H7)HZRTMC D44-22-40L6404422486RTMC D52-27-40L8485227508RTMNC D45-22-40L6404522486LocationScrewClampingScrew x2Torx ScrewdriverKIP8SLD4IP8ASCD4IP8(M4x0.7)(M4x0.7) Use the included VardexTorx screwdriver only Recommended max.torque 1.2 ard Thread Application per ToolholderToolholderMin. Thread ØD2 (mm)ISO (fine)RTMC D44-22-40L644M48x1; M48x1.5;M48x2; M48x317 8 -12UN; 113 16-16UN; 113 16-20UN;115 16-8UN; 17 8 -10UNS; 17 8 -14UNSRTMC D52-27-40L852M55x1; M55x1.5;M55x2; M56x321 4 -8UN; 21 4 -10UN; 21 4 -12UN;21 4 -14UN; 21 4 -16UN; 21 4 -18UN; 21 4 -20UNStandardUN/UNF/UNEF/UNSBSWBSP(G)2-162-1211 2 -1121 4 -1621 4 -122-11Conical Thread Application by ToolholderToolholderConicalRTMNC D45-22-40L6Min. Thread ØD2 (mm)NPTNPTFBSPT452-11.5; 21 2 -8 (and up)2-11.5; 21 2 -8; 3-82-6x112 Step Clamping System!Location 1ScrewClamping 2Screw x2Side with identification marksSide without identification marksAlways mount all inserts on thesame side!19
Standard Toolholders (MiTM 41)D2DD1D1L1LCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterRTMC - for Standard ThreadsInsert Style41No. ofFlutesDimensions (mm)Ordering CodemmSpare PartsLocationScrew x2Clamping ScrewTorx .335.95 Use the included VardexTorx screwdriver only Recommended max.torque 1.2 NxM28.335.94LL1DD1D2*ZRTMC 2521-45B11054525RTMC 2524-43B2104432516.021.2119.224.5RTMC 3230-43B3106.54323224.230.0RTMC 3230-65B3128.5653224.2RTMC 3236-43B51064332RTMC 3236-65B41286532KIP8Standard Thread Application by ToolholderToolholderMin. Thread /BSFNPTNPTFRTMC 2521-45B121.2M27x3; M30x3.5; M33x3.5;M36x4; M39x4M30x3; M42x41-8, 11 8 -7;11 4 -7; 13 8 -6; 11 16-8UN; 17 16-6UN 1-8BSW; 11 8 -7BSW11 2 -6--RTMC 2524-43B224.5M30x3.5; M36x4M28x3; M45x411 8 -7; 13 8 -611 8 -8UN; 17 16-6UN13 8 -8BSF; 11 4 -7BSW--RTMC 3230-43B330.0M36x4; M42x4.5M34x3; M34x3.5;M45x413 8 -613 8 -8UN; 17 16-6UN13 8 -8BSF; 13 4 -7BSF;11 2 -6BSW--RTMC 3230-65B330.0M36x4; M42x4.5M34x3; M34x3.5;M45x413 8 -613 8 -8UN; 17 16-6UN13 8 -8BSF; 13 4 -7BSF;11 2 -6BSW--RTMC 3236-43B535.9M42x4.5; M48x5;M56x5.5; M64x6M40x3; M40x3.5;M42x4; M70x613 4 -5; 2-4.5; 51 8 -8UN; 15 8 -6UN21 2 -415 8 -8BSF; 13 4 -7BSF;17 8 -6BSF21 2 -821 2 -8RTMC 3236-65B435.9M42x4.5; M48x5;M56x5.5; M64x6M40x3; M40x3.5;M42x4; M70x613 4 -5; 2-4.5; 51 8 -8UN; 15 8 -6UN21 2 -415 8 -8BSF; 13 4 -7BSF;17 8 -6BSF21 2 -821 2 -8* For external applications, inserts R41E. use for CNC program (D2 0.6mm)2 Step Clamping System!Location 1Screw x2Clamping 2ScrewSide with identification marks20Side without identification marksAlways mount all inserts on thesame side!
Shell Mill (MiTM 41)D1 DaCombi Shell Mill Adaptor is preferableD2Dad(H7) D1Adaptor not includedHCoolant-Thru is recommended, especially when D2 0.7 x nominal thread diameterStandard Shell MillInsert StyleSpare PartsOrdering CodeNo. ofFlutesDimensions (mm)mmD1D2* d(H7)HZRTMC D48-22-41B54047.922505RTMC D58-27-41B65057.927506LocationScrew x2Clamping ScrewTorx ScrewdriverSLD4IP8ASCD4IP8(M4x0.7)(M4x0.7) Use the included VardexTorx screwdriver only Recommended max.torque 1.2 NxMHolderScrewKIP841M10x1.5x40M12x1.75x40Standard Thread Application by ToolholderToolholderMin. Thread NPTNPTFRTMC D48-22-41B547.9M56x5.5; M64x6M55x4;M70x6;21 4 -4.5;21 2 -421 8 -8UN;21 8 -6UN21 4 -8;21 4 -621 2 -821 2 -8RTMC D58-27-41B657.9M68x6M64x4;M70x623 4 -421 2 -8UN;21 2 -6UN21 2 -8;23 4 -621 2 -821 2 -8* For external applications, inserts R41E. use for CNC program (D2 0.6mm)2 Step Clamping System!Location 1Screw x2Clamping 2ScrewSide with identification marksSide without identification marksAlways mount all inserts on thesame side!21
MaterialGroupVardex No.Recommended Grades, Cutting Speeds Vc [m/min] and Feed f [mm/tooth]PMaterial100-180 90-1700.1-0.4170100-170 90-1600.1-0.350.06-0.24Non 1600.1-0.350.06-0.235070-14070-1500.1-0.30.06-0.27 High Alloy SteelAnnealed8 (alloying elements 5%) -1000.1-0.20.06-0.190.06-0.2Cast SteelLow Alloy (alloying elements 5%)200100-170 100-1700.1-0.3High Alloy (alloying elements 5%)22570-12070-1300.1-0.20.06-0.1Non Hardened200100-170 120-1800.1-0.30.06-0.2Hardened330100-170 120-1800.1-0.20.06-0.1Austenitic18070-140 100-1400.1-0.30.06-0.2Super Austenitic20070-140 100-1400.1-0.20.06-0.115 Stainless Steel16 Cast FerriticNon Hardened20070-140 100-1400.1-0.30.06-0.2Hardened33070-140 100-1400.1-0.20.06-0.117 Stainless Steel18 Cast austeniticAustenitic20070-120 100-1200.1-0.30.06-0.2Hardened33070-120 100-1200.1-0.20.06-0.128 Malleable29 Cast IronFerritic (short chips)13060-130 100-1200.05-0.160.03-0.1Pearlitic (long chips)23060-12080-1000.04-0.10.02-0.0630Low Tensile Strength18060-13080-1000.1-0.30.06-0.2High Tensile 0-12580-1000.1-0.30.06-0.23132Grey Cast IronNodular SG IronPearlitic26050-9060-900.1-0.20.06-0.134 Aluminium Alloys35 WroughtNon 5-0.50.09-0.336Cast75150-400-0.15-0.50.09-0.3Cast & aged90150-280-0.1-0.40.06-0.25Cast Si 13-22%13080-150-0.15-0.50.09-0.3Brass90120-210 100-2000.15-0.50.09-0.3Bronze and non leaded copper100120-210 100-2000.1-0.40.06-0.2537Aluminium Alloys19Annealed (Iron based )20020-4520-400.1-0.20.06-0.120 High Temperature21 AlloysAged (Iron based)28020-3020-300.04-0.10.02-0.06Annealed (Nickel or Cobalt based)25015-2015-200.04-0.10.02-0.0622Aged (Nickel or Cobalt based)35010-1510-150.04-0.10.02-0.06Pure 99.5 Ti400Rm70-14070-1200.04-0.10.02-0.06α β 080.02-0.052324Titanium Alloys25Extra Hard SteelHardened & TemperedGradesApplicationVBXTiCN coated carbide grade.Excellent grade for steels and general use.VTXTiAlN coated carbide grade.Ideal for Stainless Steels.220.06-0.25150High Carbon (C 0.55-0.85%)Hardened 26MaterialGrade0.06-0.2Medium Carbon (C 0.25-0.55%)Non-Ferrous 38 Aluminium AlloysMetals39 Copper and40 Copper AlloysH(K)0.1-0.35333HeatResistantMaterialf(for MiTM 19)2 Unalloyed Steel13 Stainless Steel14 AusteniticCast IronS(M)f(Excluding MiTM 19)100-210 90-18011 Stainless Steel12 FerriticN(K)VTX12510MVBXFeed f [mm/tooth]Low Carbon (C 0.1-0.25%)Low Alloy SteelHardened(alloying elements 5%)6HardenedStainlessSteelVc [m/min]15SteelKHardnessBrinellHBSample
23
Super Fast Thread Milling SystemVARGUS Ltd.mrktg@vargus.comwww.vargus.com221-00891METRIC EE11/2017EDITION 05
The VARDEX Multi-flute Indexable Thread Milling (MiTM) system for fast machining, reduces cycle times when machining threads with long inserts. New nickel coating for all MiTM toolholders provides better anti-rust protection. New Family of Thread Milling Tools No. of Flutes (Z) 1-2