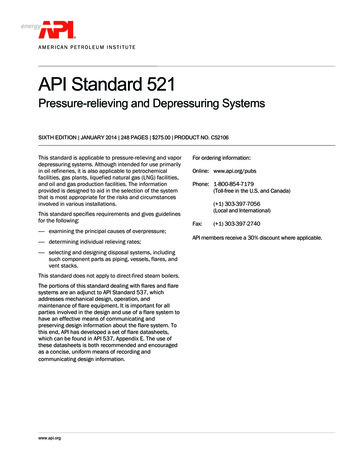
Transcription
STANDARDSTANDARDThread MillingInserts Toolholders
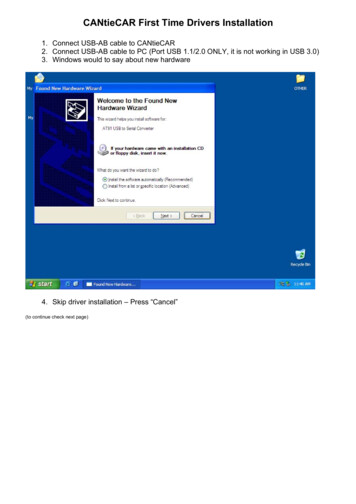
Vardex Ordering Code System Thread Milling InsertsTM Standard31B2I31.54ISO5TM26F7VBX8028/.91- Insert Size2 - Cutting Edge Length3 - Type of Insert4 - Pitch6.0 - 6.0 mm2 - ¼”3 - 3/8”3B - 3/8”B4 - ½”5 - 5/8”6B - ¾”BB - TMBE - ExternalI - InternalEI - External Internal0.35 - 6.0IC5 - Standard6 - System8 - Carbide GradeISO- ISO MetricUN- American UNUNJ- UNJW- Whitworth for BSW, BSPNPT - NPTNPTF- NPTFNPS- NPSTM2TMVBXVTXVK27 - Pitch Type9 - Coarse Pitch InsertsF Fine Pitch028/.BSPT- British Standard Pipe ThreadPG- Pg DIN 40430ACME- ACMETR- Trapez DIN 103 Thread Milling ToolholdersB1TM2N3C4205-36B71 - Shank Type2 - System3 - Holder TypeB - Anti Vibration SystemTM - Thread Milling2 - Twin FluteM - MiniL - Long ToolN - Tapered Holder8LH9104 - CoolingV - Vertical HolderS - Single PointO - OffsetW - Wide Cut. Dia.5 - Shank Dia.6 - Insert Size7 - Cut. Edge Length9 - RH / LH Holder10, 12, 16, 20, 25, 32, 406.0 - 6.0mm2 - 1/4”3 - 3/8”3B - 3/8”B4 - 1/2”5 - 5/8”6B - 3/4”BB - TMBNone - Right HandLH - Left Hand8 - Serial No.10 - Serial No.(for TMO Holders)1 - 16(for Coarse Pitch Holders)124/.C - Coolant Channel Thread Milling Shell MillTMSH1-D632-223-34B51 - System2 - Cutting Dia.3 - Drive Hole Dia.4 - Insert SizeThread Mill Shell Mill38, 50, 63, 80, 100, 12516, 22, 27, 32, 402 - 1/4”3 - 3/8”3B - 3/8”B5 - 5/8”6B - 3/4”B5 - Cut. Edge LengthB - TMB254
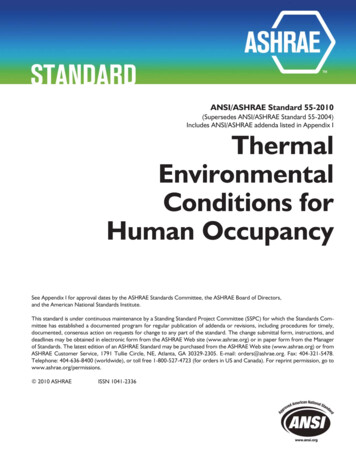
Thread Milling Standard SystemTMCStandardApplicationsNo. of Flutes (Z) 1Cutting Dia. (D2) 9.0Tool Overhang (L1) 12.0-17.0No. of Flutes (Z) 1Cutting Dia. (D2) 9.0-46.0Tool Overhang (L1) 12.0-63.0TMLCFor Long ThreadsNo. of Flutes (Z) 2Cutting Dia. (D2) 17.0-52.0Tool Overhang (L1) 20.0-65.0TMSCFor Short ThreadsEconomicalSolutionsNo. of Flutes (Z) 1Cutting Dia. (D2) 12.5Tool Overhang (L1) 25.0No. of Flutes (Z) 1Cutting Dia. (D2) 9.0-22.0Tool Overhang (L1) 15.0-40.0TMNCFor ConicalApplicationsNo. of Flutes (Z) 1Cutting Dia. (D2) 15.5-37.0Tool Overhang (L1) 22.0-58.0No. of Flutes (Z) 1Cutting Dia. (D2) 11.5-46.0Tool Overhang (L1) 17.0-93.0TM2CFast InfeedTMC 124/.Coarse PitchThreadTM StandardTMMCMiniatureApplicationsTMOCFor FewerCyclesNo. of Flutes (Z) 1Cutting Dia. (D2) 14.5-30.0Tool Overhang (L1) 25.0-52.0TMSHFast Machining in LargeDiameters and Deep HolesNo. of Flutes (Z) 6-9Cutting Dia. (D2) 38.0-125.0Tool Overhang (L1) Max. 200TMVCFor Large PitchesNo. of Flutes (Z) 1Cutting Dia. (D2) 46.0Tool Overhang (L1) 60.0255
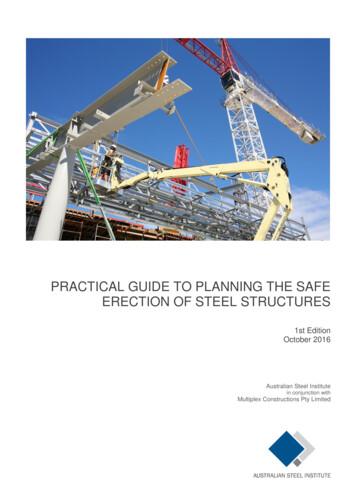
ISO MetricExternal / InternalLLe1/4PInternal60º1/8PICExternalDefined by: R262 (DIN 13)Tolerance class: 6g/6HStandard TMStandard TMInsert SizeIC10.4TM Standard6.0mmPitchL mmmmOrdering ISOTM2.5I4.5ISOTM2.22.55All inserts have 2 cutting edges, except MiniTM (IC 6.0 mm) which has one cutting BTMSH.-3BTMC.-5TMSH.-5
ISO Metric(con't)External / Internal1/4PLLeInternal60º1/8PExternalICDefined by: R262 (DIN 13)Tolerance class: 6g/6HStandard TMStandard TM3/4”BPitchL mm38.5mmOrdering MC.-6BTMSH.-6B257TM StandardInsert SizeIC
ISO alICDefined by: R262 (DIN 13)Tolerance class: 6g/6HCoarse Pitch TMCoarse Pitch TMThreadInsert SizeICCutting EdgeInternalLeTeethmmBore Dia. RangeToolholdermmM10 X 0 X 0I1.25ISOTM.028/00218.757TMMC12-6.010.6-11.4M12 X M12 X 0.1-19M14 X 2.02I2.0ISOTM.028/004210.05TMC12-211.8-19.5M14 X -124/00220.7-32.7M27 X 7M30 X 9M33 X 9M36 X 3.05I3.0ISOTM.028/009224.08TMC25-532.7-39M36 X 4.05I4.0ISOTM.028/010224.06TMC25-531.6-38.5M39 X 3.05I3.0ISOTM.028/009224.08TMC25-532.7-39M12 X 1.25TM StandardOrdering CodeL mmM16 X 2.06.0 mm10.41/4”113/8”161/2''22M16 X 2.0M20 X 2.5M22 X 2.5M24 X 3.0M39 X 5M42 X 4.55I4.5ISOTM.028/011222.55TMC25-537.1-48M45 X 4.55I4.5ISOTM.028/011222.55TMC25-537.1-48M48 X 5.05I5.0ISOTM.028/075220.04TMC25-538.9- M52 X 5.05I5.0ISOTM.028/075220.04TMC25-538.9- For Toolholder information, see page 284.258
ISO Metric(con't)External / InternalLLe1/4PInternal60º1/8PExternalICDefined by: R262 (DIN 13)Tolerance class: 6g/6HStandard TMStandard TM Inserts for TMO ToolholdersPitchL mmmmOrdering 5TMOC25-5-1240.05.0ECLTM StandardInsert SizeICECL - The Effective Cutting LengthFor Le and number of teeth of the above inserts, see the table for standard inserts on pages 256-257.For Toolholder information, see page 289.259
ISO Metric(con't)External / InternalLLe1/4PInternal60ºIC1/8P ExternalDefined by: R262 (DIN 13)Tolerance class: 6g/6HFine Pitch TMFine Pitch TMInsert SizeTM StandardIC6.0mm1/4”3/8”PitchL mm10.41116mmOrdering ISOTM2F.13.58NOTE: Two orbits are required to complete the thread. Fine Pitch TM Inserts produce partial profile thread.Sample order: 6.0E0.35ISOTMF VBXAll inserts have 2 cutting edges, except MiniTM (IC 6.0 mm), which has one cutting edge.For toolholder information, see page 280.Fine Pitch ThreadsFine pitch threads are threads with small pitches. It is difficult to produce multitooth inserts for small pitches becauseof the small radius between the teeth. Vargus developed inserts where every second tooth was dropped to enlarge theradius between the teeth.Important! All the fine pitch inserts are partial profile type (as a result of the enlarged .-3
American UNExternal / InternalLLe1/4P Internal60 1/8P ExternalICDefined by: ANSI B1.1.74Tolerance class: Class 2A/2BStandard TMStandard TM6.0mmPitchL mm10.4tpiOrdering MMC.-6.0TM StandardInsert l inserts have 2 cutting edges, except Mini TM (IC 6.0 mm), which has one cutting edge.For toolholder information, see page 280.261
American UN (con't)External / InternalLLe1/4P Internal60 1/8P ExternalICDefined by: ANSI B1.1.74Tolerance class: Class 2A/2BStandard TMStandard TMInsert SizePitchL mmTM StandardIC5/8”27tpiOrdering TM2.33.87646BE4UNTM2.6BI4UNTM2.31.755All inserts have 2 cutting edges, except MiniTM (IC 6.0 mm), which has one cutting edge.For toolholder information, see page alTMC.-5TMSH.-5TMC.-6BTMSH.-6B
American UN (con't)InternalLLe1/4P Internal60 1/8P ExternalICDefined by: ANSI B1.1.74Tolerance class: Class 2A/2BCoarse Pitch TMCoarse Pitch TMInsert SizeICOrdering CodeL mmCutting EdgeInternalLeTeethmmBore Dia. UN7/8”-9UNCFor toolholder information, see page 280.263TM StandardThread
American UN fined by: ANSI B1.1.74Tolerance class: Class 2A/2BCoarse Pitch TMCoarse Pitch TMThreadInsert SizeTM StandardICOrdering CodeL mmCutting EdgeInternalLeTeethmmBore Dia. C25-4-124/00721.9-28.31 .9-28.31 8.34I8UNTM.028/022119.056TMC25-4-124/00721.9-28.31 1/8”-8UN1/2”221 3/16”-8UN1 .6-35.91 3-33.01 .3-33.01 .3-36.71 3-33.01 .3-36.71 7/16”-8UN5I8UNTM.028/024222.237TMC25-533.0-39.01 .3-36.71 1/2”-8UN5I8UNTM.028/024222.237TMC25-533.0-39.01 9/16” 1 .0-39.01 5/8”-6UN5I6UNTM.028/025225.406TMC25-536.7-45.01 5/8”-8UN5I8UNTM.028/024222.237TMC25-533.0-39.01 1 3/4”-5UNC5I5UNTM.028/077220.324TMC25-538.9- 1 3/4”-6UN5I6UNTM.028/025225.406TMC25-536.7-45.01 1 7/8”-6UN5I6UNTM.028/025225.406TMC25-536.7-45.01 For toolholder information, see page 280.264
American UN (con't)External / InternalLLe1/4P Internal60 1/8P ExternalICDefined by: ANSI B1.1.74Tolerance class: Class 2A/2BStandard TMStandard TM Inserts for TMO ToolholdersICPitchL mmtpiOrdering 20-3-524.3TM StandardInsert SizeECLECL - The Effective Cutting LengthFor Le and number of teeth of the above inserts, see the table for standard inserts on pages 261-262.For toolholder intormation, see page 289.265
American UN (con't)External / InternalLLe1/4P Internal60 1/8P ExternalICDefined by: ANSI B1.1.74Tolerance class: Class 2A/2BStandard TMStandard TM Inserts for TMO ToolholdersInsert SizePitchL mmTM StandardIC5/8”27Ordering ECL - The Effective Cutting LengthFor Le and number of teeth of the above inserts, see the table for standard inserts on pages 261-262.For toolholder intormation, see page 289.266
American UN (con't)External / InternalLLe1/4P Internal60 1/8P ExternalICDefined by: ANSI B1.1.74Tolerance class: Class 2A/2BFine Pitch TMFine Pitch TMIC6.0mm1/4”3/8”PitchL mm10.41116tpiOrdering MC.-6.0TMC.-2TMSH.-2TMC.-3TMSH.-3NOTE: Two orbits are required to complete the thread. Fine Pitch TM Inserts produce partial profile thread.Sample order: 6.0E80UNTMF VBXAll inserts have 2 cutting edges, except MiniTM (IC 6.0 mm), which has one cutting edge.For toolholder information, see page 280.Fine Pitch ThreadsFine pitch threads are threads with small pitches. It is difficult to produce multitooth inserts for small pitchesbecause of the small radius between the teeth. Vargus developed inserts where every second tooth was droppedto enlarge the radius between the teeth.Important! All the fine pitch inserts are partial profile type (as a result of the enlarged radius).267TM StandardInsert Size
UNJExternal / InternalLLe5/16P Internal60 R max 0.18042PR min 0.15011P ExternalICDefined by: MIL-S-8879CTolerance class: 3A/3BStandard TMStandard TMInsert SizeIC6.0mmPitchL mm10.4tpiOrdering CodeExternalTM 2.25.4012115E11UNJTM2.5I11UNJTM2.25.4011All inserts have 2 cutting edges, except MiniTM (IC 6.0 mm), which has one cutting edge.For toolholder information, see page H.-2TMC.-3TMSH.-3TMC.-5TMSH.-5
Whitworth for BSW, BSPExternal / InternalR0.137PLLeInternal55 R0.137PExternalBSW Defined by: B.S.84:1956, DIN 259, ISO228/1:1982BSP Defined by: B.S.2779:1956Tolerance class: BSW-Medium class A, BSP-Medium classICStandard TMStandard TML 21124201918161412111614121110987611654.5Ordering CodeExternal SH.-3BTMC.-5TMSH.-5TMC.-6BTMSH.-6BAll inserts have 2 cutting edges, except MiniTM (IC 6.0 mm) which has one cutting edge.For toolholder information, see page 280.269TM StandardInsert SizeIC
Whitworth for BSW only (con’t)InternalR0.137PLLeInternInternal55 R0.137PExternalExternICDefined by: B.S.84:1956, DIN259, ISO228/1:1982Tolerance class: Medium class ACoarse Pitch TMCoarse Pitch TMThreadInchOrdering CodeL mmCutting EdgeInternalLeTeethBore Dia. 476TMMC20-6.09.3-14.26.0I26WTM. 028/03618.799TMMC12-6.09.8-10.57/16”-26TM StandardInsert 61/2”-201/2”-209/16”-166.0I26WTM. 028/03618.799TMMC20-6.09.8-10.52I16WTM. ��-121 1/16”-121 028/041214.827TMC20-321.0-30.61 021 -30.61 00426.0-32.41 0-30.61 0421.7-35.91 0218.6-32.51 5I8WTM.028/047222.237TMC25-5-124/00426.0-32.41 5/16”-61 5/16”-85/8”27For toolholder information, see page 280.270
Whitworth for BSW only (con’t)InternalR0.137PLLeInternal55 R0.137PExternalICDefined by: B.S.84:1956, DIN259, ISO228/1:1982Tolerance class: Medium class ACoarse Pitch TM InsertsCoarse Pitch TM1 5/16”-12Insert SizeICL mm3/8”16Ordering CodeCutting EdgeInternalLeTeethmmBore Dia. -30.61 2.41 2.61 4-125I12WTM.028/050223.2811TMC25-532.2-34.61 32.61 7/16”-85I8WTM.028/047222.237TMC25-532.4-39.01 7/16”-125I12WTM.028/050223.2811TMC25-532.2-34.61 0427.9-32.71 1/2” 222.237TMC25-532.4-39.01 5/8”-85I8WTM.028/047222.237TMC25-532.4-39.01 5/8”-65I6WTM.028/049221.175TMC25-532.6-38.51 3/4”-75I7WTM.028/048221.776TMC25-539.8-42.01 7/8”-65I6 WTM.028/049221.175TMC32-542.2-45.01.9-65I6 WTM.028/049221.175TMC32-542.2-45.0For toolholder information, see page 280.271TM StandardThread
Whitworth for BSW only (con’t)External / InternalLLeInternal55 R0.137PR0.137PExternalICDefined by: B.S.84:1956, DIN259, ISO228/1:1982Tolerance class: Medium class AStandard TMStandard TM Inserts for TMO ToolholdersInsert SizeIC11TM Standard1/4”L mm3/8”5/8”1627PitchOrdering CodetpiExternal 2.TMOC25-5-1142.33ECLFor Le and number of teeth of the above inserts, see the table for standard inserts on page 269.For toolholder information see page 289.272ECL - The Effective Cutting Length
NPTExternal / Internal30 30 LLeInternal1 47’1 47'90 ExternalICDefined by: USAS B2.1:1968Tolerance class: Standard NPTStandard TMStandard TMPitchICOrdering CodeLeExternal InternalmmTeethL mmtpi183E18NPT-TM2. RH143BEI14NPT-TM2.21.771211.53BEI11.5NPT-TM2. 86BEI8NPT-TM2.31.7510TMC.-6BTMC.-6BLH* For external thread only.To thread with insert cutting edge marked ”L”, use LH toolholders.For toolholder information, see page 286.** Single sided insert - RH only.NPTInternal30 30 LLeInternal1 47’90 1 47'ExternalICDefined by: USAS B2.1:1968Tolerance class: Standard NPTCoarse Pitch TMCoarse Pitch TMThreadInch1/4”-183/8”-18Insert SizeIC1/4”Ordering CodeL mm11Cutting 2-124/009For toolholder information, see page 284.273TM StandardInsert Size
NPTF (Dry Seal)External / Internal30 30 LLeInternal1 47’1 47'90 ExternalICDefined by: ANSI 1.20.3-1976Tolerance class: Standard NPTFStandard TMStandard TMInsert SizePitchL mm3/8”163/8”B225/8”27TM StandardIC3/4”B38.5tpiOrdering CodeLeExternal HTo thread with insert cutting edge marked ”L”, use LH toolholders.For toolholder information, see page 286.NPTF (Dry Seal)Internal30 30 LLeInternal1 47’1 47'90 ExternalICDefined by: ANSI 1.20.3-1976Tolerance class: Standard NPTFCoarse Pitch TMCoarse Pitch TMThreadInch1/4”-183/8”-18Insert SizeIC1/4”L mm11For toolholder information, see page 284.274Ordering CodeCutting 2-124/009
NPSExternal / Internal30 30 LLeInternalExternalICDefined by: USA NBS H28 (1957)Tolerance class: Standard NPSStandard TMStandard TML mm3/8”163/8”B5/8”*PitchIC2227Ordering CodeLetpiExternal InternalmmTeethNominal Thread , 1 1/4”TMNC20-311.53BEI11.5NPSTM2.*19.8891”, 1 1/4”BTMNC20-3B11.55EI11.5NPSTM2.24.30111 1/2”, 2”TMC25-585EI8NPSTM2.22.2372 1/2” & largerTMC32-5ToolholderOne cutting edge.All inserts have 2 cutting edges.For toolholder information, see page 280.275TM StandardInsert Size
BSPTExternal / InternalLLeR0.137PInternal27.5 27.5 1 47’90 1 47' R 0.137PExternalICDefined by: B.S. 21:1985Tolerance class: Standard BSPTStandard TMStandard TMTM StandardInsert SizePitchOrdering CodeLeICL mmtpiExternal 3.09103/8”165/8”27To thread with insert cutting edge marked ”
Thread Mill Shell Mill 2 - Cutting Dia. 38, 50, 63, 80, 100, 125 3 - Drive Hole Dia. 16, 22, 27, 32, 40 4 - Insert Size 2 - 1/4" 3 - 3/8" 3B - 3/8"B 5 - 5/8" 6B - 3/4"B 5 - Cut. Edge Length B - TMB Thread Milling Toolholders Thread Milling Shell Mill IC Vardex Ordering Code System Thread Milling Inserts 254 TM Standard