Transcription
Magazin des Verbands DeutscherWerkzeug- und Formenbauer e.V.Hot runner technology:Ideal melt flow thanks to 3D printingPreis 9,50 ISSN 1860-4935Ausgabe 4/21www.vdwf.de
Innovation und TechnikThe Hasco Streamrunner ensures ideal balancingof the melt flow. Flow channels can be freely distributed throughout the entire volume and changesof level can be optimally produced in terms ofthe melt flow. It also possible to achieve optimummelt distribution and uniform cavity filling evenwith an uneven number of cavities or with a complex, asymmetrical nozzle arrangement.
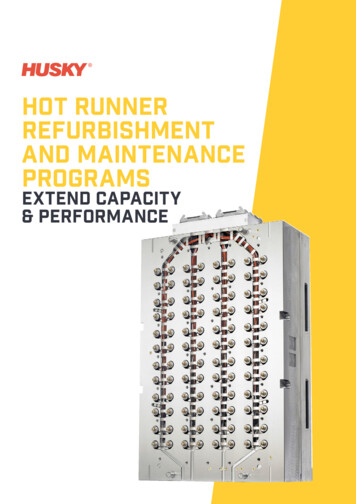
VDWF im Dialog 4/2021 19Hot runner made by additive manufacturing:When the plastic does loopingsby Kornelia SchmidFor five years now, Hasco has been using additive manufacturing to produce its «Streamrunner» hot runner systems.The 3D process not only offers a number of advantagesin this field, it also opens up completely new possibilitieswith regard to the hot runner design.«The first hot runner project using additive manufacturing waslaunched in 2016», says Florian Larisch, plastics engineer andhead of the hot runner department at Hasco. «The challenge atthat time was to distribute 16 nozzles over a very small space.»The route that led to the Streamrunner, which was presentedat the K trade fair in Düsseldorf in 2019, has not been easy:«It took us quite a time to find a solution to all the problemsand meet all the requirements. But today we are in a positionto work with the most technically demanding plastics,» explainsLarisch. In the meantime, many customer projects have beensuccessfully completed. With the branded product Streamrunner,Hasco sees itself in a pioneering role: «The future of the hotrunner lies in additive manufacturing,» says Larisch convincingly,«but there is still work to do.»Maximum freedom in hot runner design70 specialists at Hasco are involved exclusively with the field ofhot runner systems. The entire value chain is covered: Administration, product development, design, production and assembly.«The organisation is important», says Larisch. «After all, for us,an order does not start at the production stage, but at a veryearly phase of the project with consulting and engineeringservices for our customers.» This also means that the manufactureof a hot runner manifold is always customised and coordinatedto the particular requirements of the injection moulding tool.In order to obtain uniform pressure distribution in all the cavities,Hasco has also on occasions developed flow channels withloopings. «Every hot runner is different, so that our solutionsare always made to measure,» says Larisch. This affects not onlythe number and course of the flow channels, but also amongother things the heating and alignment or nozzle spacing.Florian Larisch at the Hasco Technology Centrein Guntramsdorf, Austria. A plastics engineer, heis head of the hot runner group at Hasco, thewell-known manufacturer of standard mouldunits based in Lüdenscheid, Germany.Comparison of the shear force distribution in aconventionally manufactured runner (left) andan additively manufactured runner (right): Using3D printing, the flow channels can be optimallydesigned rheologically, resulting in a gentle passageof the melt and considerably lower shear rates.max.min.
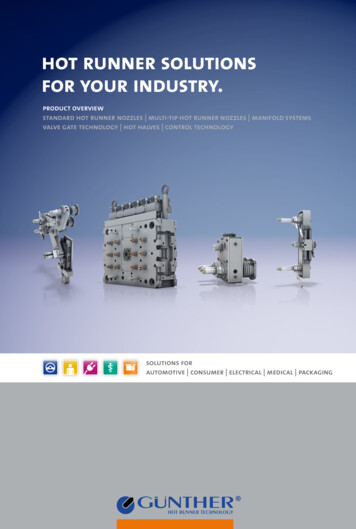
20 VDWF im Dialog 4/2021Maximum quality – additively manufactured: Thesingle-part hot runner system, coupled withexcellent mechanical strength and corrosion resistance, guarantees maximum functionality andleak-proof characteristics – even with low meltviscosities and high injection pressures. The highgrade powder materials used for its productionfulfil all the demands made on a modern manifold block. After additive manufacturing, all surfaces are mechanically treated and finished.The additive technology is an innovation in the field of hot runner systems. «It is often not possible to post-finish complexflow channels in the interior by mechanical means becausethere are no grinding pins that can abrade around the curve,»explains Larisch.However, the limitations existing through abrasive machining processes do not exist in the 3D sector, which means that the spectrum of design possibilities is extended many times. According toLarisch, the biggest challenge in creating top surface quality is that«additive manufacturing is nowadays capable of a lot, but to turna component into a functioning hot runner with efficient flowchannels and without any dead spots, voids or undercuts, it takesa lot of know-how.» The flow channels can be optimally designedrheologically with this technology by completely avoiding sharpedges and areas with poor throughflow characteristics. In this way,a gentle melt passage was developed that leads to significantlylower shear stress in the plastic and subsequently to better qualityof the injection-moulded parts. A colour change can also becarried out faster due to the flow-optimised design, because themelt flow is more even, and material deposits in areas with poorthroughflow characteristics are avoided.In addition to this, Hasco is also involved in the possibilitiesof additive manufacturing for the mould base segment, and hasnow added a high-quality metal powder for 3D printing to itsproduct portfolio.Shopping trolley tokens for filling studiesThe Streamrunner is to be further developed with the aid of varioustest runs. «We are carrying out a large number of material trials,mainly with sensitive plastics, that will exceed temperatures of300 C,» explains Larisch. Quite recently, a new innovative injectionmoulding tool was developed, enabling the production of shoppingtrolley tokens in a 32-cavity hot runner mould. The circular formof the tokens is ideal for carrying out mould filling studies.«With symmetrical circular parts, we can see best of all in flow testswhether the plastic melt becomes evenly distributed,» says Larisch.The first test series have confirmed above all the advantages inthe balancing of the Streamrunner. The filling study showed,from the very beginning, synchronous filling of the individualcavities and thus excellent part quality.It is not only in hot runner production that Hascois involved with the material development foradditive manufacturing. Since September lastyear, the manufacturer of standard mould unitsalso has in its product portfolio the high-performance metal powder MP/ It is available in thesteel grades 1.2709 and 1.4404 and, offers anideal combination of particle size, roundnessand homogeneity.«At the moment, we are looking at whether the narrow spacingof the nozzles is also possible with a needle valve,» Larisch continued. «We have also already seen that colour changes can beperformed very quickly. We now want to confirm this with studies,which is why we are also carrying out tests on this question atthe moment.» Additive manufacturing of hot runner manifoldsystems – «It is quite amazing what has happened in this particularfield in the last five years», says Larisch. «And we are delightedthat we have been able to furnish proof that it works.» KorneliaSchmid, Munich
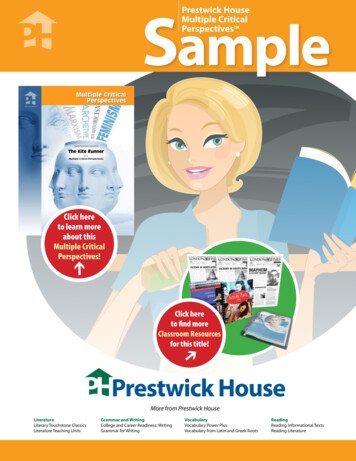
VDWF im Dialog 4/2021 21For the further development of the Streamrunnerand for demonstration purposes, the hot runnerspecialists at Hasco have produced a 32-cavityinjection moulding tool for shopping trolley tokens.DigitalServices HASCO Portalwith innovative functions HASCO SETStandard Engineering ToolThe Streamrunner is noted for its tight pitch spacingfrom 18 mm and its space-saving construction,that begins at a manifold height of 26 mm. Thisenables the production of compact, high-cavityhot runner systems. At present, Hasco’s specialistsare working on the realisation of compact designswith needle valve technology. HASCO CloudDigital AssistentsLive ChatEasy – Testingwww.hasco.com
facturing to produce its «Streamrunner» hot runner systems. The 3D process not only offers a number of advantages in this field, it also opens up completely new possibilities with regard to the hot runner design. «The first hot runner project using additive manufacturing was launched in 2016», says Florian Larisch, plastics engineer and