Transcription
Global Distributor of Henkel LOCTITE(800) 888-0698 info@ellsworth.comStructural Adhesives and NVHSelector Guide
L E A D I N G T H E WAY I NSTRUCTURAL ADHESIVESLoctite structural adhesives are engineered to meet a widerange of industrial bonding and assembly requirements. They areavailable in several formulations including: Two-part acrylics One- and two-part epoxies Polyurethanes Two-step acrylicsAll Loctite structural adhesives are easily applied with Loctite dispensing equipment. Configurations include manual orpneumatic, portable or stationary, small or large packagesystems and pressure-time or volumetric dispense systems.For reliable structural adhesives, choose Loctite , a namesynonymous with the highest quality, superior technical supportand exceptional value for over 60 years. NVHOur structural adhesives are designed to provide superior bondstrength, long life and dependability on a variety of substratesand applications including:1. Metal Bonding – optimized to meet the demands oftoday’s total lower cost, high strength and lighter weightmetal fabricating requirements.2. Plastic and Composite Bonding – for the toughest,most durable bond strength on composites and plastics,including difficult to bond polyolefins.3. Multiple Surface Bonding – for excellent bond strengthwhen joining dissimilar materials, substrates andsurface types.4. Magnet Bonding – for the fastest, most durablebonds on ferrite, alnico and neodymium iron boronpermanent magnets.5. NVH - Noise Vibration & Harshness – highlyengineered, custom solutions to help achieve noise andvibration reduction levels in applications for Ag-Conspecialty vehicles and appliances.Loctite structural adhesives are available in easy-to-usepackages for hand-held, manual and semi-automatedapplications, including cartridges, syringes, soft-squeezebottles and dual cartridges for two-part formulations. Loctite structural adhesives are also offered in larger packages such as5- or 55-gallon pails for high volume dispensing and automatedassembly operations.TABLE OF CONTENTSSelecting a Structural AdhesiveStructural Bonding Overview . . . . . . . . . . . . . . . . 2Adhesive Joint Design . . . . . . . . . . . . . . . . . . . . . . . 4Design Considerations . . . . . . . . . . . . . . . . . . . . . . 6Technology Considerations . . . . . . . . . . . . . . . . . . 7Chemistries & ProductsTwo-Part Acrylics . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Two-Part Acrylic Adhesives . . . . . . . . . . . . . . . . . 10Epoxies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Epoxy Adhesives . . . . . . . . . . . . . . . . . . . . . . . . . . 14Polyurethanes . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Polyurethane Adhesives . . . . . . . . . . . . . . . . . . . . 18NVH (Noise, Vibration & Harshness) . . . . . . . . . 20Two-Step Acrylics . . . . . . . . . . . . . . . . . . . . . . . . . 24Two-Step Acrylic Adhesives . . . . . . . . . . . . . . . . . 26EquipmentDispensing Equipment . . . . . . . . . . . . . . . . . . . . . 28
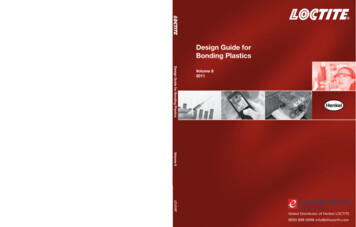
Structural Adhesives and NVH Selector Guide 1LOCTITE STRUCTURAL ADHESIVES ARE AS STRONG AS OVERLAP WELDS,2X STRONGER THAN BOLTS AND EASIER ON THE BOTTOM LINE.COSTSTRENGTHLoctite Adhesive 1.44Overlap Weld 2.521/4" Nut & Bolt 2.60Pop Rivets 3.850050001,00001,50002,50002,003,03,5004,00.5 30.0 30.5 20.0 20.5 10.04,5 2.20 10.5 000Double-sided TapeShear Stress (lbf)BeforeBeforeAfterAfterPrevious process. Note theproliferation of rivet heads.Vibration response test for truckutility door with welded verticalsteel hat section. Red/yellowindicates high levels of vibration.With Loctite Structural Adhesiveprocess. Note the smooth finish.Test results for truck utility door usingHenkel 27006 expandable materialinstead of steel hat section. Blue/greenindicates low levels of vibration.
2 Structural Adhesives and NVH Selector GuideS T R U C T U R A L B O N D I N G OV E RV I E WFOR DEMANDING REQUIREMENTSADVANTAGES OF BONDING COMPARED TOCONVENTIONAL JOINING METHODSMore uniform stress distribution over the entire bond face:This has a very positive effect on the static and dynamic strengthachieved. Where welding and riveting result in localized stresspeaks, adhesive bonding achieves uniform distribution andabsorption of stress loads.When applied, adhesives provide “bridges” betweensubstrates, resulting in uniform stress distribution.WHY USE A HENKEL ADHESIVEFOR STRUCTURAL BONDING?The Henkel range of structural bonding products offers a widechoice of solutions to meet the different requirements andconditions that apply to industrial design and construction.BONDING BASICSAdhesive bonding is a process in which two similar or dissimilarmaterials are solidly and permanently assembled usingan adhesive.To achieve the optimal bonding result, the followingprerequisites must be met: Compatibility of the adhesive with the materials tobe bonded Compatibility of the adhesive with thespecified requirements Correct processing of the adhesiveNo change in surface and texture of the joined materials:Welding temperatures may change the texture and, therefore,the mechanical properties of materials. In addition, welding,riveting and fastening all affect the visual appearance ofthe parts.Weight saving: Adhesives are particularly popular for lightweight constructions, where thin-walled parts (wall thickness 0.5 mm) must be joined.Sealed joints: Adhesives also act as sealants, preventing lossof pressure or liquids, blocking the penetration of condensationwater and protecting against corrosion.Joining dissimilar materials and reducing the risk ofcorrosion: The adhesive forms an insulating film to preventcontact corrosion when different types of metals are joined. Italso acts as electrical and thermal insulator.CHOOSING THE RIGHT HENKEL STRUCTURALBONDING ADHESIVEThe following key points should be observed for the design ofbonded joints: The surfaces to be joined should be as large as possiblefor maximum load transmission capability Forces acting on the joint should be distributed across theentire bond line
Structural Adhesives and NVH Selector Guide 3AVAILABLE TECHNOLOGIESEPOXIESACRYLICS Rigid bonding Rigid to slightly flexible bonding Room temperature or heat cure Room temperature cure Capability to fill large gaps Very high strength Very high strength Good environmental resistance Very good chemical resistance Very high impact strength Good fatigue resistancePOLYURETHANES Slightly flexible bonding Room temperature cure Capability to fill large gaps High strength Good environmental resistanceStructuralBondingShear Strength (psi)One-PartEpoxiesTwo-PartEpoxiesHot MeltPolyurethanesOne- and on (%)NOTE: For flexible bonding options please refer to our Elastomeric Adhesives and Sealants Brochure (LT-6556) or our Adhesives Sourcebook (LT-3355).
4 Structural Adhesives and NVH Selector GuideADHESIVE JOINT DESIGNINTRODUCTIONIn this section, the terms and concepts related to joint design aredivided into three categories which include: Types of Joints Joint Stress DistributionBUTT JOINT: A butt joint is formed by bonding two objects end to end. Design GuidelinesBefore looking at different types of joints, a few terms need tobe explained:Joint: A joint is the location where an adhesive joinstwo substrates.Joint Geometry: Joint geometry refers to the general shapeof an adhesive bond. Is the shape of the bond long andnarrow, short and wide, thick or thin?SCARF JOINT: A scarf joint is an angular butt joint. Cutting the jointat an angle increases the surface area.TYPES OF JOINTSThe specific types of joints which will be examined in thissection include: Lap/Overlap Strap/Double Strap Scarf Butt Offset CylindricalSTRAP JOINT (SINGLE OR DOUBLE): A strap joint is a combinationoverlap joint with a butt joint.LAP/OVERLAP JOINT: A lap joint, also called an overlap joint, is formedby placing one substrate partially over another substrate.CYLINDRICAL JOINT: A cylindrical joint uses a butt joint to join twocylindrical objects.OFFSET JOINT: The offset joint is very similar to the lap joint.
Structural Adhesives and NVH Selector Guide 5JOINT STRESS DISTRIBUTIONJoint stress distribution is the location of stresses within a bond.Stress: Usually expressed as Newtons per square meter(N/M2), which is equivalent to a pascal (Pa) In the Englishsystem, stress is normally expressed in pounds persquare inch (psi).TYPES OF STRESSESThere are several types of stresses commonly found in adhesivebonds which include: Shear Peel Tensile Cleavage CompressiveCLEAVAGE STRESS: A cleavage stress occurs when rigid substrates arebeing opened at one end. NOTE: The stress is concentrated at one end.SHEAR STRESS: A shear stress results in two surfaces sliding overone another.PEEL STRESS: A peel stress occurs when a flexible substrate is beinglifted or peeled from the other substrate. NOTE: The stress is concentratedat one end.TENSION STRESS DISTRIBUTION: When a bond experiences a tensilestress, the joint stress distribution is illustrated as a straight line. Thestress is evenly distributed across the entire bond. Tensile stress alsotends to elongate an object.COMPRESSION STRESS DISTRIBUTION: When a bond experiences acompressive stress, the joint stress distribution is illustrated as a straightline. The stress is evenly distributed across the entire bond.
6 Structural Adhesives and NVH Selector GuideD E S I G N CO N S I D E R AT I O N SEngineers must have a good understanding of how stress isdistributed across a joint which is under an applied force. Thereare several design guidelines which should be considered whendesigning an adhesive joint.MAXIMIZE SHEAR/MINIMIZE PEELAND CLEAVAGENote from the stress distribution curve for cleavage and peel,that these bonds do not resist stress very well. The stress islocated at one end of the bond line. Whereas, in the case ofshear, both ends of the bond resist the stress.MAXIMIZE COMPRESSION/MINIMIZE TENSILENote from the stress distribution curve for compression andtension, that stress was uniformly distributed across thebond. In most adhesive films, the compressive strength isgreater than the tensile strength. An adhesive joint which isfeeling a compressive force is less likely to fail than a jointundergoing tension.JOINT WIDTH VS. OVERLAPNote from the shear stress distribution curve, that the endsof the bond receives a greater amount of stress than doesthe middle of the bond. If the width of the bond is increased,stress will be reduced at each end and the overall result is astronger joint.JOINT AREA – WIDTH VS. OVERLAPSide ViewSide View1.0"Bond Area 1 sq. in.0.5"FORCE ShearIn this same overlap joint, if the overlapping length is greatlyincreased, there is little, if any, change in the bond strength.The contribution of the ends is not increased. The geometry ofthe ends has not changed, thus their contribution to the bondstrength has not changed.As a general rule, increase the joint width rather than theoverlap area (“wider is better”).
Structural Adhesives and NVH Selector Guide 7T E C H N O LO GY CO N S I D E R AT I O N SPERFORMANCE CONSIDERATIONSBENEFITSLIMITATIONSADHESIVE CATEGORYEPOXIESURETHANES2-PART ACRYLICS2-STEP ACRYLICSWide range of formulationsExcellent toughness/ flexibilityGood impact resistance/flexibilityGood impactresistance/no-mixMixing requiredSensitive to moistureMixing requiredPrimer required-65ºF to 180ºF (-54 C to 82 C)-65ºF to 250ºF (-54 C to 121 C)-65ºF to 250ºF (-54 C to 121 C)-65ºF to 300ºF (-54 C to 149 C)400ºF (204 C)300ºF (149 C)250ºF (121 C)400ºF (204 C)Very GoodGoodGoodGoodExcellentGoodVery GoodVery GoodTEMPERATURE RESISTANCETypical for the categoryHighest rated productENVIRONMENTAL RESISTANCEPolar Solvents(EX.: H2O, ETHYLENE GLYCOL, ISOPROPYLALCOHOL [IPA], ACETONE)Nonpolar Solvents(EX. MOTOR OIL, TOLUENE, GASOLINE, ATF)ADHESION TO sticsFairVery dPoorPoorVery MediumTENSILE idEPOXIESURETHANESGlassRubberWoodOVERLAPPING SHEAR STRENGTHPEEL STRENGTHPROCESS CONSIDERATIONSNUMBER OF COMPONENTSCURE TEMPERATUREADHESIVE CATEGORY2-PART ACRYLICS2-STEP ACRYLICS1 or 21 or 222Room temperatureor heat cureRoom temperatureor heat cureRoom temperatureor heat cureRoom temperatureor heat cureFIXTURE TIMEAverage20 minutes25 minutes20 minutes5 minutesFastest3 to 5 minutes5 minutes3 to 5 minutes30 secondsFULL CURE TIME12 to 24 hours24 hours24 hours24 hours0.004 to 0.0060.004 to 0.0060.010 to 0.0400.002 to 0.0040.1250.1250.50.040YESYESYESNOGAP FILLIdeal (in inches)Maximum (in inches)DISPENSING/MIXINGEQUIPMENT REQUIREDPLEASE NOTE: This chart should not be used to specify products without specific testing. It is recommended that you conduct on-part testing to ensure product performancebefore specifying any adhesive.
8 Structural Adhesives and NVH Selector GuideT W O - PA R T A C RY L I C SADVANTAGES High cure through depth Room temperature cure High peel and impact strength Good environmental resistance Bonds to moderately contaminated surfaces Cure can be accelerated with heatCONSIDERATIONS Slow fixture times (5 to 30 minutes) Waste associated with static mix process May have strong odorGENERAL DESCRIPTIONTwo-part acrylic adhesives consist of a resin and an activatorboth of which are normally high-viscosity liquids typicallyin the range of 5,000 to 100,000 cP. While the activator ischemically similar to that of a two-step acrylic, it is delivered asa high viscosity liquid that is normally similar in viscosity to theresin. The two components are mixed just prior to dispensingat mix ratios ranging from 1:1 and 10:1 by volume. By mixingthe activator and resin, two-part acrylics have much largercure through depths than two-step acrylics that only have theactivator applied to the surface.To maintain the ratio of the resin and activator equipmentis required. For small to moderate volume applications, theadhesive is packaged in a dual cartridge that sets the ratio.For high volume applications, meter mix dispense equipmentis used.The resin and activator are mixed by passing them through astatic mix tip which allows the material to be dispensed as ahomogenous one-part material. Since the mixed adhesive iscuring in the mix tip, there will be trade off between the opentime and the fixture time. Faster curing products will require thatmix tips be changed after shorter idle times.Two-part acrylics can also be accelerated with heat, but caremust be taken when determining the cure temperature.PROCESS NOTESProperly prime the mix tip by dispensing a small amountbefore attaching the mix tip (also called “bumping”) toensure both sides are flowing then dispensing several gramsafter attaching the tip to prime the mix tip before creatingproduction parts.Audit to ensure proper mixing. Many two-part acrylics arecolor coded to allow for visual inspection of the mixing. Forexample, a blue resin and yellow activator would result ina green product. There should not be pockets of unmixed(i.e. yellow or blue) product that can be visually observed.Use equipment designed for two-part acrylics. Two-partacrylics are very reactive systems that may cure when contactingactive metals such as steel, copper or brass. When dispensingfrom a meter-mix dispense system, two-part acrylics must bedispensed from inactive systems such as stainless steel. Careshould be taken not to replace fitting during maintenance withactive metalsEvaluate peak exotherm for large volume applications.Two-part acrylics cure very rapidly via an exothermic reactionthat releases heat. When curing large volumes, the heat can besufficient to warp plastic parts or degrade the adhesive.
Structural Adhesives and NVH Selector Guide 9
10 Structural Adhesives and NVH Selector GuideT W O - PA R T A C RY L I C A D H E S I V E SARE YOU BONDING METALS OR PLASTICS/COMPOSITES?Your Application Specially formulatedto provide tough, longlasting bonds to mostsurfaces, includingsteel, galvanized steel,aluminum, sheet metal,stainless steel, plasticsand composites Capable of reducing orreplacing the need forthreaded fasteners, weldsor rivets, resulting in alower cost assemblyLoctite SolutionColorViscosity (cP)Mix RatioWork Time (min.)†MetalsGeneral Metal BondersGalvanizedLongerWork TimeFastWork TimeH8000 H4500 H8600 GreenGrey190,00010:130SteelAluminumFastWork TimeUltra-FastWork TimeH8500 H8100 H8110 75337Shear Strength (psi)3,140Impact Strength (J)231210142103Peel Strength1 (pli)45583549245483Loctite H8600 StructuralAdhesiveGalvanized SteelBonderLoctite H8500 StructuralAdhesiveUltra-Tough SteelBonderLoctite H8100 StructuralAdhesiveAluminum BonderLoctite H8110 StructuralAdhesiveUltra-FastAluminum BonderExcellent shearstrength on steel andaluminum. Especiallydesigned for severeenvironments.Excellent peelstrength on steel andaluminum. Contains30 mil spacer beadsto prevent excessivesqueeze-out ofadhesive due to overclamping.15Product Description3Loctite H8000 StructuralAdhesiveTough MetalBonderExhibits excellentpeel strength onmultiple substrates,especially aluminum.* Made-to-order item.† Working time maximumtime before assembly of partsto ensure proper wetting.1Steel.2High density polyethylene.3Aluminum.4Galvanized steel.5Grit-blasted mild steel.6Polyethylene.P/NPackage Size996453 50 ml dualcartridge36160 490 ml dualcartridge35939* 35 lb. pail,adhesive35940* 45 lb. pail,activatorLoctite H4500 StructuralAdhesiveFast Work TimeHigh strengthstructural adhesivefor metals. Fixturesin 15 minutes. Withcolor mix indication.P/NPackage Size996512 50 ml dualcartridge83041 490 ml dualcartridgeP/NPackage Size38762 400 ml dualcartridge38760* 5 gallon pail,adhesive38761* 5 gallon pail,activatorP/N82760840888*40889*Package Size490 ml dualcartridge5 gallon pail,activator5 gallon pail,adhesive3Exhibits excellentstrength onaluminum.Aluminum bonderfixtures in 5 minutes.P/NPackage Size1056942 50 ml dualcartridge1056943 490 ml dualcartridgeP/NPackage Size1371355 50 ml dualcartridge1371361 490 ml dualcartridge
Structural Adhesives and NVH Selector Guide 11Plastics/CompositesAre you bonding polyolefins?NoYesLongerWork Time3035 3034 1,1602N/A141527215.8142233404454834545303FastWork TimeLongerWork TimeHighToughnessHigh StrengthH5004 H3300 H3101 H4800 H3000 TransparentYellowCreamLight FastWork TimeClear Bondline22Loctite H5004 Structural AdhesiveClear BondlineLoctite H3300 Structural AdhesiveFast FixtureLoctite H3101 Structural AdhesiveExtended Work LifeLoctite H4800 Structural AdhesiveToughenedLoctite H3000 Structural AdhesiveHigh StrengthLoctite 3035 Structural AdhesiveFast FixtureLoctite 3034 Structural AdhesiveToughenedA fast-setting,toughened adhesivefor metals and plasticsthat creates a virtuallytransparent bondline.A non-sag, fast-fixturingstructural adhesive forbonding a variety ofsubstrates.A medium viscositystructural adhesive idealfor bonding a variety ofsubstrates.NSF/ANSI 61 Certified.Excellent peel andimpact resistance.Provides highbond strengths oncomposites.A low viscosity adhesivewhich exhibits highbond strength on avariety of substrates.A fast-fixturing acrylicadhesive designed tobond low-energy plasticsubstrates without anysurface preparation.Extended open timeallows for adjustmentof parts. Excellent peeland shear strength onpolyethylene plastics.P/NPackage Size83007 50 ml dualcartridge83006 400 ml dualcartridgeP/NPackage Size996515 50 ml dualcartridge83045 490 ml dualcartridgeP/NPackage Size1677288 50 ml dualcartridgeP/NPackage Size960973 490 ml dualcartridgeP/NPackage Size1384596 50 ml dualcartridgeP/NPackage Size83020 50 ml dualcartridge83019 400 ml dualcartridge83024* 40 lb. pail,adhesive83022* 40 lb. pail,activatorP/NPackage Size83001 50 ml dualcartridge83000 400 ml dualcartridge
12 Structural Adhesives and NVH Selector GuideE P OX I E SADVANTAGES Wide variety of formulations available High adhesion to many substrates Good toughness Cure can be accelerated with heat Excellent depth of cure Superior environmental resistanceCONSIDERATIONS Two-part systems require mixing One-part systems require heat cure Long cure and fixture timesGENERAL DESCRIPTIONEpoxy adhesives are supplied as one- and two-part systemswith viscosities that range from a few thousand centipoiseto thixotropic pastes. Upon cure, epoxies form tough, rigidthermoset polymers with high adhesion to a wide variety ofsubstrates and superior environmental resistance. A majoradvantage of epoxies is that there are a wide variety ofcommercially available resins, hardeners and fillers for epoxiesthat allows the performance characteristics of epoxies to betailored to the needs of almost any application.When using a one-part heat-cure system, the resin and a latenthardener are supplied already mixed and when stored typicallyneed to be refrigerated or frozen. By heating the system, thelatent hardener is activated causing cure to initiate. The epoxywill normally start to cure rapidly at temperatures of 212 F to257 F (100 C to 125 C) and cure times of 30 to 60 minutes aretypical. Heat curing also generally improves bond strengths,thermal resistance and chemical resistance.When using a two-part system, the resin and hardener arepackaged separately and are mixed just prior to use. This allowsmore active hardeners to be used so that the two-part epoxieswill rapidly cure at ambient conditions.Two-part systems are normally mixed by passing them through astatic mix tip. This allows the two-part material to be dispensedas a single homogenous liquid where it exits the mix tip.Since the mixed adhesive is curing in the mix tip, the adhesive’sviscosity and performance changes during idle times and the mixtip must be changed after the idle time exceeds the adhesive’sopen time. This creates a trade off between fixture time andopen time. Faster curing products will require that mix tips bechanged after shorter idle times.To maintain the ratio of the resin and activator, equipmentis required. For small to moderate volume applications, theadhesive is normally packaged in a dual cartridge that setsthe ratio. For high volume applications, meter mix dispenseequipment is recommended.PROCESS NOTESProperly prime the mix tip by dispensing a small amountbefore attaching the mix tip (also called “bumping”) toensure both sides are flowing, then dispense several gramsafter attaching the tip to prime the mix tip before creatingproduction parts.Significant exotherms can occur for large volumeapplications. The curing reaction of the epoxy can release agreat deal of heat (exotherm) and can result in a significanttemperature rise in the adhesive.Ensure that meter mix systems are on-ratio and air free.To maintain consistent performance when using a meter mixdispense system, it is critical that the equipment is at therequired mix ratio. This should be audited periodically with QCtests. Air in the equipment is a frequent cause of the equipmentbecoming off-ratio. Care should be taken not to introduce air inthe equipment when changing packages.Induction curing typically offers the fastest heat cures.Induction heats ferrous components much faster thanconvection or infrared ovens.
Structural Adhesives and NVH Selector Guide 13
14 Structural Adhesives and NVH Selector GuideE P OX Y A D H E S I V E SYour ApplicationDO YOU NEED A ONE-PART OR TWO-PART EPOXY? Bond a wide variety ofmaterials, such as metal,ceramic and plasticTwo-Part Available in a varietyof formulations andperformance capabilities,including fast cure,superior moistureresistance, ease ofdispense, high toughness,and a resistance to a widerange of chemicalsDo you need the product to fixture in less than 15 minutes at room FlexibleNon-SagClearE-05MR Hysol E-05CL Hysol E-00NS Hysol E-30CL Hysol 00010,00024,0008,0001:11:11:12:12:11:1Work Life (minutes)553304060Fixture Time (minutes)151510 180N/A180Room TemperatureCure Time 200 F (93 C)180 F (80 C)180 F (82 C)250 F(121 C)250 F(121 C)250 F(121 C)Loctite SolutionColorViscosity (cP)Mix RatioShear Strength1 (psi)TemperatureResistanceProductDescription* Made-to-order item.1Grit blasted steel.2Aluminum.Loctite E-05MR Hysol EpoxyAdhesiveMoisture ResistantLoctite E-05CL Hysol EpoxyAdhesiveFlexibleClear, fast-fixturingepoxy that providesexcellent moistureresistance andexceptionaltoughness.A clear, flexible, highpeel, low-odor epoxywith a 3-minutework life.P/NPackage Size1086598 50 ml dualcartridge1086599* 400 ml dualcartridge1087602* 5 gallon pail,resin1087603* 5 gallon pail,hardenerP/NPackage Size29299 50 ml dualcartridge29301 400 ml dualcartridge29302* 5 gallon pail,resin29303* 5 gallon pail,hardenerLoctite E-00NS Epoxy AdhesiveNon-SagA fast-fixturing,thixotropic, non-sagepoxy which cures atroom temperature toform a translucent,rigid and machinablebondline. Well suitedfor use on verticalsurfaces.P/NPackage Size29294 50 ml dualcartridge29295 200 ml dualcartridge29296 400 ml dualcartridgeLoctite E-30CL Hysol EpoxyAdhesiveClearAn ultra-clear, lowviscosity, impactresistant epoxy witha 30-minute worklife. An excellentglass bonder. Exhibitsexceptional chemicalresistance.P/NPackage Size29329 50 ml dualcartridge29330 200 ml dualcartridge29331 400 ml dualcartridgeNEWMoistureResistantE-40EXP Hysol E-60NC Hysol Loctite E-40EXP Hysol EpoxyPotting CompoundExplosion Proof/Chemical ResistantLoctite E-60NC Hysol EpoxyAdhesiveNoncorrosive/PottingAn epoxy designedfor potting electricalmotors used inhazardous locations.Compliant with UL 674 for explosionproof electric motors.Excellent chemicalresistance.An electronics-gradepotting compoundwith a 60-minutework life. Black,opaque, low viscositywith excellent curethrough depth.P/NPackage Size1511184* 50 ml dualcartridge1511653 200 ml dualcartridge1511896 5 gallon pail part A1511897 5 gallon pail part BP/NPackage Size29324 50 ml dualcartridge29325 200 ml dualcartridge29326 400 ml dualcartridge29327* 5 gallon pail,resin29328* 5 gallon pail,hardener
Structural Adhesives and NVH Selector Guide 15One-PartHigh ToughnessMediumWork LifeLongWork oseE-20HP Hysol E-60HP Hysol E-120HP Hysol E-90FL Hysol E-30UT Hysol 5089 Hysol E-214HP Hysol Off-WhiteOff-WhiteAmberOpaque 120240180 180180N/AN/A2 @ 302 F(150 C)NEWShortWork Life242424242420 min. @350 F (177 C)3,2704,3204,3008104,2002,9004,820250 F (121 C)250 F (121 C)250 F (121 C)250 F (121 C)250 F (121 C)350 F (177 C)300 F (149 C)Loctite E-20HP Hysol EpoxyAdhesiveHigh PerformanceA high strength epoxywith a 20-minute worklife. Off-white, toughened,high peel, high shear.P/N2931429315293162931729318Package Size50 ml dualcartridge200 ml dualcartridge400 ml dualcartridge5 gallon pail,resin5 gallon pail,hardenerLoctite E-60HP Hysol EpoxyAdhesiveLoctite E-120HP Hysol EpoxyAdhesiveA high strength epoxywith a 60-minute worklife. Off-white, high-peel,high-shear.An amber, non-sag,aerospace grade epoxywith an extended opentime to allow for theadjustment of largeparts.P/N2931929321Package Size50 ml dualcartridge400 ml dualcartridgeP/N29353293542935529356*29357*Package Size50 ml dualcartridge200 ml dualcartridge400 ml dualcartridge5 gallon pail,resin5 gallon pail,hardenerLoctite E-90FL Hysol EpoxyAdhesiveFlexibleLoctite E-30UT Hysol EpoxyAdhesiveUltra-ToughA grey, impact-resistant,toughened epoxy with a90-minute work life.An epoxy that providesexceptional fracturetoughness characteristicsfor the most demandingstructural bondingrequirements.P/NPackage Size29309 50 ml dualcartridge29311 400 ml dualcartridgeP/NPackage Size1078234 50 ml dualcartridge1078235 400 ml dualcartridgeTerokal 5089 Structural AdhesiveHigh PerformanceA toughened heatcurable epoxy offeringhigh-shear strength andextremely good peel andimpact resistance. Canbe spot-welded throughand is compatiblewith most paint-bakeprocesses.P/NPackage Size1182757 300 mlcartridge1182761 5 gal. pail1182927 55 gal. drumLoctite E-214HP Hysol EpoxyAdhesiveGeneral-Purpose/Heat CureA one-component, acidfree, heat cure epoxy.Light grey, temperatureresistant, high strength,non-sag. Noncorrosiveto sensitive parts.P/N2933929340Package Size30 mlcartridge300 mlcartridge
16 Structural Adhesives and NVH Selector GuideP O LY U R E T H A N E SADVANTAGES Extremely tough Good resistance to solvents High cohesive strength Good impact resistance Good abrasion resistanceCONSIDERATIONS Mixing required for two-part polyurethanestip must be changed after the idle time exceeds the adhesive’sopen time. This creates a trade off between fixture time andopen time. Faster curing products will require that mix tips bechanged after shorter idle times.To maintain the ratio of the resin and activator, equipmentis required. For small to moderate volume applications, theadhesive is packaged in a dual cartridge that sets the ratio.For high volume applications, meter mix dispense equipmentis used. Primer may be needed for adhesion to some substratesPROCESS NOTES Limited high temperature useProperly prime the mix tip by dispensing a small amountbefore attaching the mix tip (also called “bumping”) toensure both sides are flowing, then dispense several gramsafter attaching the tip to prime the mix ti
bottles and dual cartridges for two-part formulations. Loctite structural adhesives are also offered in larger packages such as 5- or 55-gallon pails for high volume dispensing and automated assembly operations. All Loctite structural adhesives are easily applied with Loctite dispensing equipment. Configurations include manual or