Transcription
Design Guide forBonding PlasticsDesign Guide for Bonding PlasticsVolume 62011Volume 6CANADAHenkel CorporationEngineering AdhesivesOne Henkel WayRocky Hill, Connecticut 06067Tel: 1.800.LOCTITE (562.8483)Tel: 860.571.5100Fax: 860.571.5465Henkel Canada CorporationEngineering Adhesives2225 Meadowpine Blvd.Mississauga, Ontario L5N 7P2Tel: 1.800.263.5043 (within Canada)Tel: 905.814.6511Fax: 905.814.5391All marks are trademarks and/or registered trademarks of their respective companies. registered in the U.S. Patent and Trademark Office. Henkel Corporation, 2011. All rights reserved. 7078/LT-2197 (2/11)LT-2197Henkel CorporationEngineering S.A.Global Distributor of Henkel LOCTITE(800) 888-0698 info@ellsworth.com
Table of ContentsIntroduction2How To Use The Plastic BondingGuide Chapters3How To Use The Adhesive Shear Strength Table5Description Of Adhesives6 Cyanoacrylate Adhesives6 Epoxy Adhesives7 Hot Melt Adhesives8 Light Curing Acrylic Adhesives9 Polyurethane Adhesives10 Silicone Adhesives11 No-Mix and Static Mix Acrylic Adhesives12 Why Bond Plastics with Loctite Brand Adhesives13Plastic Properties And Adhesive Performance14 Acetal Homopolymer14 Acrylic (PMMA)16 Acrylic-Styrene-Acrylonitrile (ASA)18 Acrylonitrile-Butadiene-Styrene (ABS)20 Diallyl Phthalate (DAP, DAIP)22 Cellulose Acetate Proprionate (CAP)24 Epoxy26 Fluoropolymers (PTFE, FEP, PFA, ETFE)28 Ionomer30 Liquid Crystal Polymer (LCP)32 Phenolic34 Polyamide (Nylon)36 Polybutylene Terephthalate (PBT)38 Polycarbonate (PC)40 Polyester42 Polyetheretherketone (PEEK)44 Polyetherimide (PEI)46 Polyethersulfone (PES)48 Polyethylene (PE)50 Polyethylene Terephthalate (PET)52 Polyimide (PI)54 Polymethylpentene (PMP)56 Polyphenylene Oxide (PPO)58 Polyphenylene Sulfide (PPS)60 Polypropylene (PP)62 Polystyrene (PS)64 Polyurethane (PU)66 Polyvinyl Chloride (PVC)68 Styrene-Acrylonitrile (SAN)70 Vinyl Ester72Stress Cracking Resistance Table74Surface Treatments75 Adhesive Abrading75 Chromic Acid Etching75 Corona Discharge75 Flame Treatment75 Iodine Treatment75 Plasma Treatment75 Primers75 Sodium Treatment76 Surface Grafting76 Surface Roughening76 Thermal Treatment76 Transcrystalline Growth76 UV Exposure76Adhesive Joint Design77 Types of Joints77 Joint Stress Distribution78 Types of Stresses78 Design Guidelines79Processor Rules For Good Adhesive Assembly80Test Methodology84Test Methods86Did You Know?88Glossary90Index of Trade Names91Acknowledgements95Disclaimer96The Loctite Design Guide for Bonding Plastics, Volume 6
The ProblemPlastics have become an integral part of everyday life. It would bedifficult to identify a manufacturing process which does not use plasticsin one form or another. Even products which appear to be composedexclusively of metals are usually coated, sealed, or adhesively joinedusing polymeric materials which improve the performance, appearance,and longevity of the metal products.Plastics have achieved widespread acceptance due to the virtuallylimitless combinations of plastic types, fillers, and additives which canbe compounded at relatively low costs and processed by a wide varietyof methods. This gives plastic producers the ability to tailor theirproducts to the specific needs of manufacturers with great precision.By properly selecting the plastic types, additives, and filler, as well asblends of different plastic types, the physical, chemical, and thermalproperties of a plastic can be made to meet or exceed the performancerequirements of almost any application.However, while the limitless variety of plastics is an invaluable asset toa designer selecting a plastic, it is the designer’s biggest limitation whenselecting an adhesive. The countless adhesives available, coupled withthe virtually limitless grades of plastics available, make it highly unlikelythat there will be any specific bond strength data for the adhesive/plasticcombination in the designer’s application. Moreover, every year newgrades of plastic are created, and old grades of plastic are discontinuedor reformulated, making the acquisition of comprehensive bond strengthdata on specific grades virtually impossible.The SolutionBond Strength InformationThis guide is designed to indicate the bondability of the 30 mostcommonly used plastic types, without performing the impossible task ofactually testing each individual grade. For the first two volumes of thisguide, this was accomplished using two basic approaches. For the firstapproach, 17 of the 30 plastics which were evaluated were compoundedspecifically to determine the effect different additives and fillers had onthe bondability of these plastics. Once the designer identifies the testedformulations containing the same filler and additives as the particulargrade in his design, he can then pinpoint the adhesives which performedthe best on that material and will have a general idea of what bondstrengths can be achieved. For the other 13 plastics, commerciallyavailable grades were selected to represent each major categoryavailable based on the major end-use applications of that plastic, thefiller and additives typically used with that plastic, and/or the chemicalstructure of that plastic. Again, the bond strength information suppliedcan then be used as an indicator of the bondability of a material.Adhesive InformationAn adhesive cannot be selected for an application solely on the basisof bond strength information. Other factors such as the cure speed,environmental resistance, thermal resistance, and suitability forautomation of an adhesive will play a critical role in determining thebest adhesive for a specific application. To give a designer insightinto these design parameters, an in-depth description of the sevenadhesive types, namely cyanoacrylates, no-mix/static mix acrylics, hotmelts, epoxies, polyurethanes, silicones and light curing acrylics, hasbeen included in this guide. These adhesive sections contain a generaldescription of each adhesive, a detailed discussion of the chemicalstructure and cure mechanism of each adhesive, and the benefits andlimitations of using each adhesive.Plastic InformationA manufacturer may have the flexibility to select the material which isbest suited for the application in terms of performance and bondability.To aid the designer, an in-depth discussion of each of the plastic typesis included. Information covered includes a general description of theplastic and its properties, as well as a list of trade names, suppliers,typical applications, and pricing information.Surface TreatmentsSome applications will require the use of plastics which are inherentlydifficult to bond. In these cases, the use of a surface treatment isnecessary to effectively utilize the adhesive. In earlier versions of thisguide, each individual material was evaluated using two of the morecommonly used surface treatments, surface roughening and polyolefinprimers. Again, due to the size of the updated adhesive matrix, nosurface treatments were evaluated for the updated strength tables. Thedesign engineer can use the earlier data and make correlations to thenewer chemistries to get an idea of how surface treatments will affectthe bond. In addition, the 12 most commonly used surface treatmentsare briefly described in the Surface Treatments section.Bond Design InformationFinally, a manufacturer may have a design in which it is desired toincorporate an adhesively bonded joint. To effectively design that joint,the designer must know which parameters are critical to the bondstrengths achieved by a bonded joint and the effect that changing theseparameters will have. A bond design section which reviews the basicsof designing an adhesively bonded single lap joint is included in anattempt to give the designer insight into this area. Although most “realworld” bond geometries are more complex than single lap joints, thisinformation can be extrapolated as a general indicator of the effectscaused by changing bond geometries.Volumes three and four of this guide are focused on increasing thenumber of adhesives tested on one grade of commercially availableplastics. It can be inferred that the same strength trends seen in theoriginal charts will hold true for the truncated tables found in this guide.2The Loctite Design Guide for Bonding Plastics, Volume 6
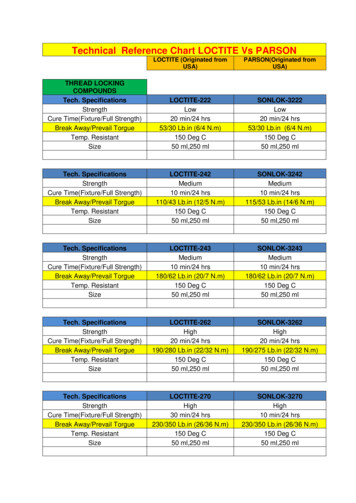
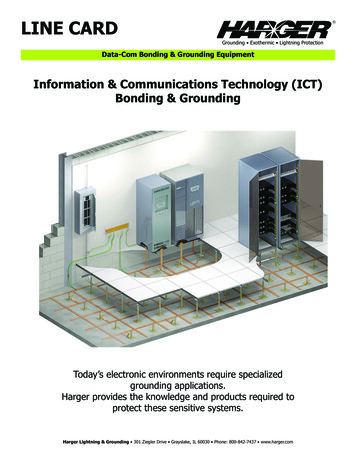
How To Use The Plastic Bonding Guide ChaptersRecycling SymbolAIllustrates the appropriate recyclingsymbol for the indicated plastic type,when appropriate.Typical Property Table BAProvides data on typical physicalproperties for each plastic.BCDTrade Names CLists common suppliers of each resinand the trade names for their products.EGeneral Description DProvides information concerning thechemical structure, typical cost andtypes of grades available for each plastic.FGeneral Properties EDescribes the key characteristicsof the plastic.Typical Applications FLists markets where the plastic isused and the specific applications.The Loctite Design Guide for Bonding Plastics, Volume 63
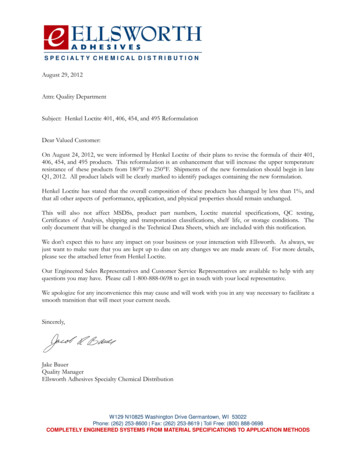
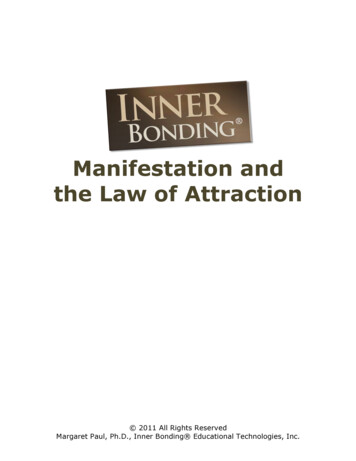
How To Use The Plastic Bonding Guide ChaptersAAAdhesive ShearStrength TableFor a detailed explanation of the informationcontained in the Adhesive Shear Strength table,please turn to the next page.BAdhesive PerformanceSummarizes the results of the adhesiveshear strength evaluation table.BCCSurface TreatmentsThe effect of the polyolefin primer andsurface roughening is summarized here.In addition, any information on commonDsurface treatment methods is provided.DOther Important InformationContains information on compatibility withcleaners and other miscellaneous information.4The Loctite Design Guide for Bonding Plastics, Volume 6
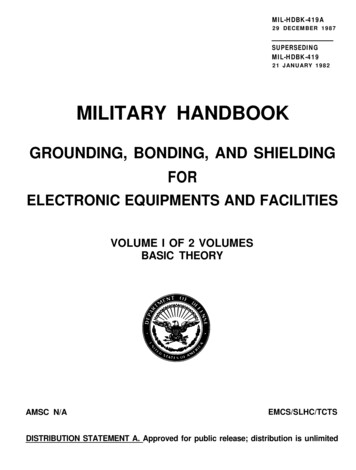
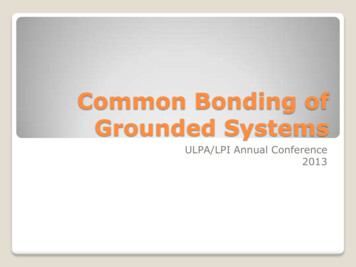
How To Use The Adhesive Shear Strength TableAUnfilled ResinThe unfilled resin, used as the base resin for all ofthe compounded formulations, is listed at the top ofthe table next to each plastic type. Each individualformulation was then produced by compounding theunfilled resin with a single additive or filler, and wascompared to the unfilled resin to determine if theadditive or filler had a statistically significant effecton the bondability of the resin. The effect of thesurface roughening was also evaluated on the unfilledresin and analyzed for statistical significance.BABCDSurface RoughnessEThe root-mean-squared (RMS) surface roughnessof the material. This was evaluated on the unfilledplastic and the roughened unfilled plastic to showthe effect of the roughening process.CShadingWhen a cell is shaded grey, the addition of theindicated additive or filler (or surface roughening)has resulted in a statistically significant increase inbondability of the formulation in comparison to theunfilled resin. A statistically significant decrease isdenoted by red shading. If there was a change inthe failure mode, the cell is also shaded accordingly.DSingle LineFGA single line in the table indicates that the plasticevaluated below the line was compounded from theunfilled resin and compared to the unfilled resin forstatistically significant changes in bondability.EGDouble LineA double line in the table indicates that theplastic evaluated to the right of this line is either acommercially available grade or a different plastictype than the unfilled resin, neither of which arecompared to the unfilled resin for statisticallysignificant changes in bondability.FNotesThis section explains the superscripts andshading used in the table.Plastic DescriptionIf commercially available grades wereThe plastic formulations were selected inevaluated, then the specific grades whichtwo ways. For some plastics, commerciallywere tested will be listed in the side bar ofavailable grades were selected to representthis table along with a short description ofeach of the major categories of that plastic.each grade.For example, when testing ionomers, resinswere selected for each of the major cation Specialty Formulationstypes, while for phenolics, grades wereIf specialty formulations were compounded,selected to represent each of the major endthen the additive or filler type, as well as theuses, such as electric, heat resistant, andspecific concentration and product used,chemical resistant grades. The remainingwill be listed in the side bar of this table.plastics were specifically compoundedfor the purpose of determining the effectof individual additives and fillers on thebondability of that material. Commercially Available GradesThe Loctite Design Guide for Bonding Plastics, Volume 65
Cyanoacrylate AdhesivesGeneral DescriptionCyanoacrylates are one-part, room-temperature-curing adhesivesthat are available in viscosities ranging from water-thin liquids tothixotropic gels. When pressed into a thin film between two surfaces,cyanoacrylates cure rapidly to form rigid thermoplastics with excellentadhesion to most substrates.One of the benefits cyanoacrylates offer is the availability of a widevariety of specialty formulations with properties tailored to meetparticularly challenging applications. For example, rubber-toughenedcyanoacrylates offer high peel strength and impact resistance tocomplement the high shear and tensile strengths characteristic ofcyanoacrylates. Thermally resistant cyanoacrylates are available whichoffer excellent bond strength retention after exposure to temperaturesas high as 250 F for thousands of hours. Moreover, “Surfaceinsensitive” cyanoacrylates offer rapid fixture times and cure speedson acidic surfaces, such as wood or dichromated metals, which couldslow the cure of a cyanoacrylate. In some cases, the use of a generalpurpose cyanoacrylate adhesive was hampered by the appearanceof a white haze around the bond line. This phenomenon is known as“blooming” or “frosting” and occurs when cyanoacrylate monomervolatizes, reacts with moisture in the air, and settles on the part.To eliminate this problem, “Low Odor/Low Bloom” cyanoacrylateswere developed. They have a lower vapor pressure than standardcyanoacrylates and t
www.henkelna.com/loctite www.loctite.com U.S.A. Henkel Corporation Engineering Adhesives One Henkel Way Rocky Hill, Connecticut 06067 Tel: 1.800.LOCTITE (562.8483) Tel: 860.571.5100 Fax: 860.571.5465 CANADA Henkel Canada Corporation Engineering Adhesives 2225 Meadowpine Blvd. Mississauga, Ontario L5N 7P2 Tel: 1.800.263.5043 (within Canada) Tel: 905.814.6511