Transcription
CloodtQualitätsmanagement4a Formeln und Tabellen4. Statistik4a. Formeln und TabellenFormeln und Tabellen zum Thema Statistische QualitätssicherungInhaltsverzeichnisMittelwert, Standardabweichung, ProzessfähigkeitSeite4- 2HistogrammentwurfSeite4- 3Die Darstellung der theoretischen NormalverteilungSeite4- 4Der Fehleranteil in einer FertigungsserieSeite4- 5Die 7 QualitätswerkzeugeSeite4- 6Vertrauensbereich, UnsicherheitSeite4- 7Das Larsson-NomogrammSeite4- 8Ablauf Einfach- und DoppelstichprobenSeite4- 9AQL KennbuchstabenSeite4 - 10Tabelle Einfach- und Doppelstichprobe nach DIN 2859Seite4 - 11Tabelle Stichprobe nach DIN 3951Seite4 - 12Fo7S1S12.dtpSeite 4a - 1
CloodtQualitätsmanagement4a Formeln und TabellenFormelblatt zu Kennwerten1. Mittelwertµ Mittelwert einer Gesamtheit von Wertenx-quer Mittelwert einer Stichprobex x1 x 2 x3 x442. Medianwert x-tilde:Der Median ist bei ungerader Anzahl von Werten der Wert in der Mitte der Rangfolge. Bei einer geraden Anzahlvon Werten wird der Median durch den Mittelwert der Werte in der Mitte der Rangfolge gebildet.Beispiel: Meßwerte: 4, 7, 3, 5, 9 Median 5Beispiel: Meßwerte: 4, 7, 3, 5 Median 4,53. Spanne (eng. Range) R:Beispiel: Meßwert: 3, 5, 2, 6R x max - x minSpanne R 44. Standardabweichungσ Standardabweichung einer Gesamtheit von Wertenn2s Standardabweichung einer Stichprobe ( σn-1 )Die Standardabweichung ist ein Maß für die Streuung der Einzelwerteum den Mittelwert. Sie hat die Einheit der Einzelwerte.Beispiel: Meßwerte: 4, 6, 5, 9xiµ142i(µ-xi)(µ-xi)²6246600356-11496-39s 14 2,164 -1Summe 14s (x - x i )i 1n 1Streubereich Anzahl der Werte, dielinks und in diesem Streubereichliegenrechts vomMittelwerts68,26 %2s95,45 %3s99,73 %4s99,994 %5. ProzeßfähigkeitProzeßfähigkeit nach Streuung: cpToleranzcp 1,33erfüllt bei cpk 1,336 sProzeßfähigkeit nach Lage: cpkerfüllt bei cpk 1,33 Krit ist der kleinste Abstand vom Mittelwert bis zur Toleranzgrenze.Nur der kleinere Wert Krit ist einzusetzen.cpk Krit 1,333 s Krit Abstand vomMittelwert zur nahestenGrenzeBeispiel zur Bestimmung von cp, cpk:Mittelwert µ 2Gegeben:Ergebnis Streuung:cp T/6σ 21 / 6 * 4 0,875Nicht prozeßfähig, da unter 1,33Nennmaß 0 12/-9Mittelwert µ 2Standardabw. σ 4Ergebnis Lage:OGW 12; UGW -9 cp (OGW - µ)/3 * σ 10/3*4 kToleranz 210,833Nicht prozeßfähig, da unter 1,33Fo7S1S12.dtpSeite 4a - 2OGW 12UGW -9 Kritσ-8σ-6-4σσ-2024σ68Abweichungen vom Nennmaß in µm101214
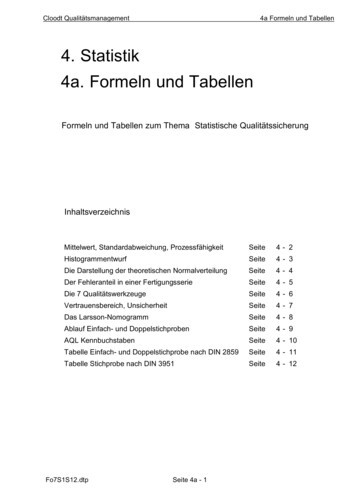
CloodtQualitätsmanagement4a Formeln und Tabellen6. Histogrammentwurf nach DIN 53 804Das Histogramm dient zur übersichtlichen Darstellung von Prüfergebnissen. Es liefert anschauliche Hinweise fürdie Form der Verteilung (Symmetrie, Ausreißer, aussortierte Teile, Vermischung von Fertigungslosen).Regel für die Histogrammerstellung:Die Norm empfiehlt eine gleichbleibende Klassenweite W.Sie wird nach folgender Formel berechnet.W Spanne RAnzahl der Meßwerte RnDIN-Regel: Die untere Grenze gehört zur Klasse, dieobere nicht.Bei n 400 : Klassenzahl 20; Mindestklassenzahl 5Die unterste Klasse beginnt an der unteren ToleranzgrenzeW Rn 925Urwertliste mit 25 Meßwerten desAußendurchmessers 10 n6 ( 19/ 10)(Abweichungen vom Nennmaß 10 in µm)141519161314141715161513161515 1,8 gerundet 213141516101515121414HistogrammStrichliste und III IIIII g zum nagementLehr und LernmittelverlagDipl.Ing.Thomas CloodtSpessartweg 2134277 FuldabrückTel.: 0561 9582705Fax 0561 S1S12.dtpSeite 4a - 3Schaum höhe in c m65Schaumhöhe in cmInformationen über Medien, Bücher, Arbeitsunterlagen für dentechnischen Unterricht unter4T ch arakteristische Le bensd auerT 1/2 Halb wertszeit350%2 36%1000,511,52Zeit in minTT1/22,533,5182022
CloodtQualitätsmanagement4a Formeln und Tabellen7. Die Darstellung der theoretischen VerteilungBeispiel der Darstellung durch punktweise Berechnung oder mit EXCEL (Werte nach Beispiel Histogramm 10 n6( 19 10)yo Scheitelhöhe der Funktion (gewählt 10 cm), y wird mit untenstehender Formel berechnet, x-quer Mittelwert,s Standardabweichung (im Beispiel s 1,33), x wird schrittweise von 9 bis 20 gewählt und y ausgerechnet.Darstellung in EXCEL:y y0 e-(x - x i )22 166,5172,4180,5190,1200,0 10*EXP(-((( B 51-D5) 2)/(2* B 52 2)))10 ScheitelhöheD5 1. Feld der x-Werte B 51 Feld mit dem Mittelwert B 52 Feld mit der StandardabweichungTheor. Verteilung für 10 n6 ( 10 19)Mittelwert 14,76UGW 1012OGW 1910864YW20-291011121314151617181920X-Werte in Mikrometern8. WahrscheinlichkeitDie Anzahl fehlerhafter Teile in einer Charge ist binomialverteilt. Mit folgender Formel wird die Wahrscheinlichkeit, einebestimmte Anzahl fehlerhafter Teile (oder auch die Anzahl der Nieten/Gewinne) zu finden, berechnet.g(x) n! p x (1 - p)n - xx! (n - x)!5! 5 - Fakultät 5 4 3 2 1Beispiel:p 0,08 (8% Gewinne im Topf/Fehler in der Gesamtheit)n 10 Anzahl der gezogenen Lose / Stichprobenzahlx Zahl der erhofften Gewinne / Fehler in der Stichprobeg(x) Wahrscheinlichkeit genau x Gewinne zuziehen / Fehler zu findenErgebnis: Die Wahrscheinlichkeit bei 10gezogenen Losen genau 1 Gewinn zu erzielenbeträgt 37,7%g(1) 10 0,08 1 (1 - 0,08) (10 - 1) 0,377 37,7%Fo7S1S12.dtpSeite 4a - 4
CloodtQualitätsmanagement4a Formeln und Tabellent-Tabelle fürVertrauensgrenzen9. Zu erwartender Fehleranteil in einer FertigungsserieSind die Kennwerte Mittelwert und Standardabweichung bekannt, läßt sichdie Anzahl der Teile bestimmen, die außerhalb einer bestimmten Grenzeliegen (theoretische Verteilung angenommen).Beispiel:Für die Serie des Histogramms (10 n6 ( 10 19) soll ermittelt werdenwieviele Teile über 16 µm liegen.Kennwerte: Mittelwert x-quer 14,76 µm, Standardabw. s 1,33 µmu Formel für die Hilfsgröße ux 16 (Maß für die die Überschreitungsanteilebetimmt werden sollen.Ergebnis für Q(u):16 - 14,76u 0,931,33Teile über 16 µm nach Tabelle OEGAusreißerUEG7 WerteOEGUEG7 WerteUEGOEG überschrittenTrend7 Werte in Folgenach obenRun7 Werte in einerHälfteUEGOEGUEGMiddleThirdzuviel im mittlerenDrittelOEGUEGMiddleThirdzuwenig im mittlerenDrittelFo7S1S12.dtpQ(u) Fehleranteil17,1%17,1% der Teile liegen über 16 mm.Für die Berechnung der Teile die über/unter denToleranzgrenzen ( 10 19) liegen (Fehleranteil)ergeben sich die Werte 0,073% (unten) und0,018% (oben), insgesamt also 0,093% Fehleroder 910 ppm.10. Eingriffskriterien bei derQualitätsregelkarteBei folgenden Prozeßstörungen isteinzugreifen.x-xsQ(u)u211uQ(u) 06,6811,556,0571,605,4801,654,947uSeite 4a - 02,953,003,053,103,153,203,253,303,35Q(u) 02,586Q(u) % in 010,00010,00000,00000,00000,0000
CloodtQualitätsmanagement4a Formeln und TabellenDie 7 ehlende TeileMontagefehlerSonstigesIIIII IIIII IIIIIIIIIIII IIIIIIII IIIII IIIIIIUhrzeit:Datum:Kontrolleur:Prüfzyklus:80 Stck je TagFehlersammelkarteSie dient zur Darstellung von Fehlerart und Fehlerzahl. Mankann so Trends und Schwerpunkte der Fertigungsfehlerfeststellen.HistogrammMit dem Histogramm können Prüfergebnisse übersichtlichdargestellt werden. Man kann auch abschätzen, ob einenormalverteilte Serie vorliegt.QualitätsregelkarteSie dient zur laufenden Kontrolle der Fertigung. Die häufigsteForm ist die Xquer - R - Karte. Auf ihr wird der Mittelwert vonStichproben überwacht.ParetodiagrammDas Paretodiagramm soll helfen Wichtiges von Unwichtigerem zu trennen. Aus mehreren Fehlerursachen wird diejenigeherausgefiltert, die den größten Einfluß hat.Gesamt1937111238:00 bis 11:006.12.96SchulzePareto-Diag ram m943 DM894 DM900 DM825 DM800 DM755 DM700 DM665 DM600 DM560 DM500 DM400 DM300 DM300 DM200 DM100 DM0 DM4176352Fo7S1S12.dtpIshikawa-DiagrammDiese Methode unterstützt ein Team bei der Zerlegung einesProblems in seine Ursachen. Dabei werden Abhängigkeitenzwischen Ursachen erkannt und torming ist ein Instrument mit dem man die kreativenFähigkeiten mehrerer Menschen anregen undzusammenführen kann.KorrelationsdiagrammMit dem Korrelationendiagramm lassen sich Wechselbeziehungen zwischen zwei Einflußfaktoren finden.Seite 4a - 6
CloodtQualitätsmanagement4a Formeln und TabellenWie werden die obere und untere Grenze des Vertrauensbereichs für µ berechnet?Vertrauensbereichx-querµuµoFormel für die obere und untere Grenze:µu X - tsµo X tnt Student-Faktor aus Tabellex-quer Mittelwert der Stichprobes Standardabweichung (Streuung) derStichproben Anzahl der entnommenen TeilenTabelle für t-Faktor:Die Tabelle für den t-Faktor zeigt, daß t größerwird, wenn man die Aussagewahrscheinlichkeit(Vertrauensniveau) auf 99% steigert. Damitwird der Vertrauensbereich größer. DerVertrauensbereich wird allerdings kleiner mitgrößerer Teilezahl n.Je größer das Vertrauensniveau, destogrößer wird der Vertrauensbereich.Je größer die entnommene Teilezahl n,desto kleiner wird der Vertrauensbereich.4afo7s1s12.dtpsSeite 4a - ,7972,7562,7082,6792,6622,6402,6262,6092,6002,586
CloodtQualitätsmanagement4a Formeln und TabellenLarson-NomogrammMusterbeispielFehler in der Grundgesamtheit p 0,08Gegeben:Gesucht:Wie wahrscheinlich ist es, in einer Stichprobe von n 10, bis zu 1 Fehler zu finden?Linie von Links 0,08 über den Kreuzungspunkt n 10 und x 1 eine Linie bis nach G ziehen.Lösung:Die Wahrscheinlichkeit bis zu 1 Fehler ( 0 oder 1) zu finden, beträgt 0,81 81%Ergebnis:Die Wahrscheinlichkeit genau 1 Fehler zu finden beträgt 81% minus 43% (für 0 Fehler) 38%Fo7S1S12.dtpSeite 4a - 8
CloodtQualitätsmanagement4a Formeln und .-Anweisungn-cxStichpr. Anweisung 1n1 -c1c1 x1 d1x1 c1x cx dAnnahmeRückweisungx1 d12. Stichproben2 n1Prüfungn1 n2nxcdscsd Stichpr.Umfang Fehlerzahl Annahmezahl Rückweisezahl(bei Einf.Stpr.:d c 1) Summe Annahmezahlen Summe Rückweisez.Abb.: Ablaufschema für Einfach- undDoppel-Stichprobenplan nachDIN 40 080Fo7S1S12.dtpx1 x2 sCAnnahmeSeite 4a - 9x1 x2 sdRückweisung
CloodtQualitätsmanagement4a Formeln und TabellenAQL-TabellenAQL-Auswahl der Kennbuchstaben2859Qualitätive Stichprobenprüfung (zählende Prüfung ) nach DIN/ISO 2859Losumfangbesondere PrüfniveausS-2S-3AAAAABS-4AABIAABallgemeine PrüfniveausIIABCIIIBCD2 bis 89 bis 1516 bis 25S-1AAA26 bis 5051 bis9091 bis150ABBBBBBCCCCDCCDDEFEFG151 bis 280281 bis 500501 bis1200BBCCCCDDEEEFEFGGHJHJK1201 bis 32003201 bis 1000010001 bis 35000CCCDDDEFFGGHHJKKLMLMN35 001 bis 150 000150 001 bis 500 000500 001 und darüberDDDEEEGGHIJKLMNNPQPQRTabelle 1: AQL-Auswahl der Kennbuchstaben (zählende Messung)AQL-Auswahl der Kennbuchstaben3951Quantitätive Stichprobenprüfung (messende Prüfung ) nach DIN/ISO 3951LosumfangS-12 bis 89 bis 1516 bis 2526 bis 5051 bis9091 bis150besondere PrüfniveausS-2S-3S-4erstenKennbuchstabenunter dem Pfeilverwendenallgemeine PrüfniveausIIIIICBDBCEIBCCDEDEFFGH151 bis 280281 bis 500501 bis1200BCDDEFFGHGHJIJK1201 bis 32003201 bis 1000010001 bis 35000EFGGHIIJKKLMLMN35 001 bis 150 000150 001 bis 500 000500 001 und darüberHHHJKKLMNNPPPPPTabelle 2: AQL-Auswahl der Kennbuchstaben (Messend)Fo7S1S12.dtpSeite 4a - 10
CloodtQualitätsmanagement4a Formeln und TabellenISO 2859 einfachKennbuchstabeQualitative (zählende) Stichprobenprüfung, Einfachpläne, normale PrüfungStichprobenUmf.nach DIN/ISO 2859 (Auszug) frühere Norm DIN 40 080AQL-Zahl ----- Kennbuchstabe ----- Stichpr.Anweisung n - 000000111232341235234612357234681 22 33 45 67 810 111 22 33 45 67 810 1114 3571014212346811152212357101421Tabelle 3: 12718112645577991311191627ISO 2859 doppeltQualitative (zählende) Stichprobenprüfung, Doppelpläne, normale PrüfungStichprobenUmf.nach DIN/ISO 2859 (Auszug) frühere Norm DIN 40 080AQL-Zahl ----- Kennbuchst. ----- Stichpr.Anweisung n - c1/d1 - c1 20,065c dn4c111d1112,5cc0,1d0,15c d0,25c dc0,4d0,65c 2.1.2.1.2.1.2.1.2.1.2.1.2
Beispiel der Darstellung durch punktweise Berechnung oder mit EXCEL (Werte nach Beispiel Histogramm 10 n6 ( 19 10) yo Scheitelhöhe der Funktion (gewählt 10 cm), y wird mit untenstehender Formel berechnet, x-quer Mittelwert, s Standardabweichung (im Beispiel s 1,33), x wird schrittweise von 9 bis 20 gewählt und y ausgerechnet. _ 8. Wahrscheinlichkeit Die Anzahl fehlerhafter .