Transcription
United StatesDepartment ofAgricultureForest ortFPL–GTR–200Heat Treatment ofFirewood—Meetingthe PhytosanitaryRequirementsXiping WangRichard BergmanBrian K. BrashawScott MeyersMarc Joyal
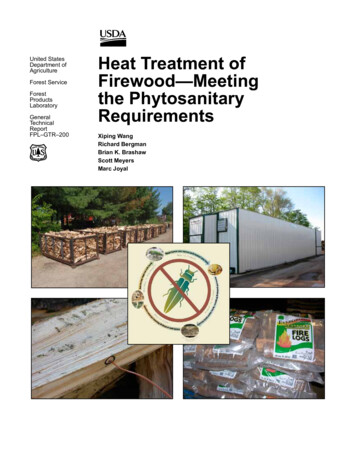
AbstractAcknowledgmentThe movement of firewood within emerald ash borer(EAB-) infested states and into adjoining states has beena major contributor to the spread of EAB throughout theUnited States and Canada. In an effort to stop the furtherspread of EAB from infested areas and to facilitate interstate commerce, USDA Animal and Plant Health InspectionService (APHIS) has required and are enforcing a heattreatment process in the firewood industry to heat sterilizefirewood before it can be shipped out of infested areas.States and firewood producers are now faced with challenges implementing heat-treatment processes and meetingthe heat-treating standard. The purpose of this project was totransfer background knowledge and advanced heat-treatingtechnology to field application through field heat-treatmentdemonstrations, on-site workshops and web-based trainingseminars (webinars). We evaluated a series of temperaturesensors/probes and data loggers for their applicability inheat-treating process and constructed easy-to-install temperature monitoring systems suitable for field heat-treatmentoperations of different scales. Successful on-site heat-treatment demonstrations were conducted at four firewood heattreating facilities. Two training workshops were developedand presented to regulatory field staff and firewood producers. The content of training included certification of treatment facilities, recommended heat-treating strategies, andtemperature monitoring and thermal verification.This project was funded in part through a grant awardedby the Wood Education and Resource Center, NortheasternArea State and Private Forestry, Forest Service, U.S. Department of Agriculture (08-DG-11420004-100). We thankJoAnn Cruse of USDA APHIS PPQ, Terry Mace of Wisconsin DNR, Jeff Settle of Indiana DNR, Anthony Weatherspoon of Michigan DNR, David Hutton (Indiana) and BrentWachholder (Illinois) of USDA APHIS EAB PHSS, forproviding assistance to the field demonstration projects.Keywords: Demonstration, emerald ash borer (EAB), firewood, heat treatment, kiln, temperature monitoringContentsExecutive Summary. 1Background. 1Objectives.2APHIS PPQ Enforcement Regulations for HeatTreatment of Firewood. 2Temperature Monitoring System. 2Heat Treatment Operating Procedure. 5On-Site Heat-Treatment Demonstrations. 5Training Workshops. 18Literature Cited. 21Appendix A–Demonstration Photos—Heat-TreatingFacility A. 22Appendix B–Demonstration Photos—Heat-TreatingFacility B. 25Appendix C–Demonstration Photos—Heat-TreatingFacility C. 28Appendix D–Demonstration Photos—Heat-TreatingFacility D. 31Appendix E–Temperature Conversion Table. 34July 2011Wang, Xiping; Bergman, Richard; Brashaw, Brian K.; Myers, Scott; Joyal,Marc. 2011. Heat treatment of firewood—meeting the phytosanitaryrequirements. General Technical Report FPL-GTR-200. Madison, WI:U.S. Department of Agriculture, Forest Service, Forest Products Laboratory. 34 p.A limited number of free copies of this publication are available to thepublic from the Forest Products Laboratory, One Gifford Pinchot Drive,Madison, WI 53726–2398. This publication is also available online atwww.fpl.fs.fed.us. Laboratory publications are sent to hundreds of librariesin the United States and elsewhere.The Forest Products Laboratory is maintained in cooperation with theUniversity of Wisconsin.The use of trade or firm names in this publication is for reader informationand does not imply endorsement by the United States Department ofAgriculture (USDA) of any product or service.The USDA prohibits discrimination in all its programs and activities on thebasis of race, color, national origin, age, disability, and where applicable,sex, marital status, familial status, parental status, religion, sexual orientation, genetic information, political beliefs, reprisal, or because all or a partof an individual’s income is derived from any public assistance program.(Not all prohibited bases apply to all programs.) Persons with disabilitieswho require alternative means for communication of program information (Braille, large print, audiotape, etc.) should contact USDA’s TARGETCenter at (202) 720–2600 (voice and TDD). To file a complaint of discrimination, write to USDA, Director, Office of Civil Rights, 1400 IndependenceAvenue, S.W., Washington, D.C. 20250–9410, or call (800) 795–3272(voice) or (202) 720–6382 (TDD). USDA is an equal opportunity providerand employer.English unitBTUInch (in.)Temperature ( F)Temperatureincrement ( F)Cubic feet (ft3)PoundCordBoard feetConversion factor SI unit1.055 056 10325.4(T F –32)/1.80.5560.0283453.63.62242.35849 10–3Joule (J)Millimeter (mm)Temperature ( C)Temperatureincrement ( C)Cubic meter (m3)Gram (g)Cubic meter (m3)Cubic meter (m3)
Heat Treatment of Firewood—Meeting thePhytosanitary RequirementsXiping Wang, Research Forest Products TechnologistRichard Bergman, Research Forest Products TechnologistForest Products Laboratory, Madison, WisconsinBrian K. Brashaw, Program DirectorNatural Resources Research Institute, University of Minnesota–DuluthScott Myers, EntomologistUSDA APHIS, Center for Plant Health Science and Technology, Buzzards Bay, MassachusettsMarc Joyal, Electronics TechnicianForest Products Laboratory, Madison, WisconsinExecutive SummaryThe interstate movement of all hardwood firewood is currently restricted under the Federal Quarantine (68 FR 59088,October 8, 2003, as amended at 72 FR 30460, June 1, 2007(7CFR301 2011) ) because of the potential risk associatedwith moving emerald ash borer- (EAB-) infested firewood.Heat treatment is an approved method to kill EAB in firewood and prevent its transport between regions and states.However, states and firewood producers are faced withchallenges implementing heat-treating processes and safelytreating firewood for interstate commerce. United States Department of Agriculture (USDA) Animal and Plant HealthInspection Service (APHIS) Plant Protection and Quarantine(PPQ) officers and regulatory field staff have had little training to bring their knowledge of heat-treatment operations tothe level desired for program integrity. The purpose of thisdemonstration project was to transfer background knowledge and advanced heat-treating technology to field application through field heat-treatment demonstrations, onsiteworkshops and web-based training seminars (webinars).A multidisciplinary team that included university and federal laboratory researchers, USDA APHIS PPQ officers, statewood utilization and marketing specialists, and regulatoryfield staff from several states participated in this demonstration project. We evaluated a series of temperature sensors/probes and data loggers for their applicability in the heattreating process and constructed easy-to-install temperaturemonitoring systems suitable for field heat-treatment operations of different scales. Successful onsite heat-treatmentdemonstrations were conducted at four firewood heat-treating facilities: two in Wisconsin, one in Illinois, and one inIndiana. Two training workshops were developed and presented to regulatory field staff and firewood producers. Onewas an onsite workshop and hands-on field demonstration(February 25, 2009) and one was presented as a webbased seminar (December 17, 2009). The content oftraining included 1) certification of treatment facilities,2) recommended heattreating strategies, and3) temperature monitoring and thermalverification.BackgroundThe current heat-treatmentschedule for EAB in firewood requires the core temperature to reach a minimumof 60 C (140 F) for 60 min(USDA APHIS PPQ 2011).Prior to January 2011, amore stringent schedule(71 C (160 F) for 75 min)was used (USDA APHISPPQ 2010). The heat-treatment standard for EAB exceeds the ISPM-15 standardsbecause of the higher thermaltoleranceof EAB.Emerald ash borer(Agrilus planipennis)(EAB) has emerged asa devastating killer ofash trees in the UnitedStates and Canada. Asof May, 2011,EAB-infested areasinclude 15 U.S. statesand two Canadianprovinces (MichiThis project was conductedgan State Universitybetween July 2008 and No2011). Extensive survember 2010. The heat-treatvey programs havement demonstrations docubeen established tomented in this report weredetect emerging popuprimarily based on the previlations in other areas.ous heat treatment scheduleUSDA estimates thatfor EAB (71 C (160 F) forif EAB is not con75 min).tained or eradicated, itwill cost local government and homeowners approximately 7 billion over the next 25 years to remove and replace deadand dying ash trees (FS 2008). This scenario would alsoresult in extensive environmental damage and long-termchanges in the North American forest structure.The movement of firewood within EAB-infested states andinto adjoining states has been a major contributor to thespread of EAB throughout the United States and Canada.In an effort to stop the further spread of EAB from infestedareas and to facilitate interstate commerce, USDA Animal
General Technical Report FPL–GTR–200and Plant Health Inspection Service (APHIS) has requiredand are enforcing a heat-treatment process in the firewoodindustry to heat sterilize firewood before it can be shippedout of infested areas.and Indiana and train kiln operators and regulatory staffon fundamentals of the heat-treatment process and theproper procedures for monitoring firewood core temperatures.The keys to the success of this heat treatment of firewoodare to 1) increase the kiln/chamber temperature high enoughto meet the EAB heat-treatment standard where the firewood core temperature reaches the kill temperature foran extended period of time, and 2) monitor the core temperatures of the largest firewood pieces to ensure that thetemperature-time requirement is met before the heat-treatingcycle is completed. However, many firewood producershave difficulty meeting these key requirements because oflack of knowledge of heat-treating operations, insufficientheating facilities, and inadequate temperature monitoringequipment.3.In a previous project funded through the USDA Forest Service Wood Education and Resources Center (WERC), weaddressed technical issues related to heat-treatment optionsand heating times for ash firewood (Wang and others 2009).The project resulted in practical heat-treating strategies forvarious firewood operations. The heating time tables developed benefit the firewood producers in planning and executing effective firewood heat treating as required by the newUSDA phytosanitary regulations.The heat treatment of firewood must be performed at anapproved facility that maintains a current compliance agreement. APHIS PPQ enforcement regulations stipulate thata heat-treating facility be inspected and certified by a PPQofficial for initial qualification. The official certification testhas three main components: 1) calibrating the temperaturesensors, 2) thermal mapping (cold spot mapping), and3) conducting an actual test treatment.The other concern with heat treating firewood is the practical challenge to implement federal regulations and meetthe new heating standards. Standard procedures in heattreatment operations are lacking. In federal and state management, APHIS Plant Protection and Quarantine (PPQ)officers and regulatory field staff have had little training andfew available internal resources to enhance their knowledgeof heat-treating operations to provide the safeguarding required in the agency mission. In field operations, managersand operators of heat-treatment facilities lack the necessaryknowledge and expertise to implement temperature measuring systems, conduct heat-treatment operations with appropriate heat-treating schedules, and monitor heat-treatmentprocesses to ensure that requirements are met.ObjectivesThe goal of this project was to transfer information andknowledge of heat-treating technology to field operationsthrough onsite demonstration projects and training workshops. The specific objectives were to accomplish the following:1.2.2Evaluate commercially available temperature sensors/probes and data logging systems and use this information to design and build temperature measurementsystems suitable for monitoring chamber/kiln conditions and the core temperatures of firewood for heattreatment operations.Conduct heat-treatment demonstration projects at fourselected heat-treating facilities in Wisconsin, Illinois,4.Develop a generic operating manual for firewood companies incorporating the knowledge gained through thedemonstration projects to be used by field operators tosuccessfully treat firewood materials.Develop training workshops for regulatory field staffand firewood producers on certifying treatment facilities and conducting and monitoring heat treatment.APHIS PPQ EnforcementRegulations for Heat Treatmentof FirewoodCertified heat-treatment facilities are required to monitorthe core temperatures of several firewood pieces during theheating process and provide a temperature history record ofeach heat treatment run to verify that the conditions of theschedule have been met. The firewood samples monitoredare required to be placed in the coldest areas of the kiln/chamber. The internal wood temperature should be collected at least once every 5 min and stored in a data file. Thesensors used to monitor firewood temperatures need to becalibrated annually and read within 0.5 C (0.9 F) of thetreatment temperature.Temperature Monitoring SystemMonitoring Air Temperature Inside aKiln/ChamberTypically, commercial dry kilns and heating chambersdesigned for heat treatment are equipped with one or twotemperature sensors or temperature gauges that display thedry-bulb temperature of the heating medium. Most kilns/chambers used to heat treat or dry firewood do not have awet-bulb temperature sensor installed (Note: wet-bulb temperature usage allows for greater control of kiln conditionsnecessary for drying lumber). The dry-bulb temperature ofthe heating medium is normally called kiln temperature orchamber temperature and is used for real-time checks ofkiln condition and as guidance for kiln control. In facilitieswithout computer monitoring or a control program, kilntemperature information is often not recorded. To meet theheat treatment monitoring requirement, a firewood producermay need to install a temperature recording device to obtaina record of temperature history of the kiln/chamber.
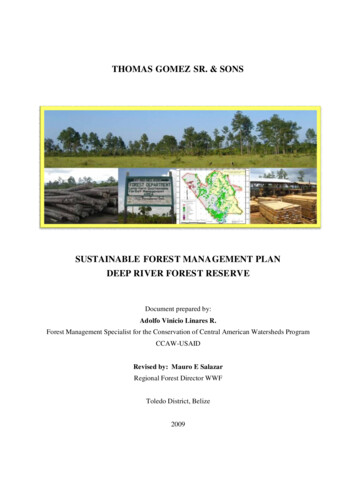
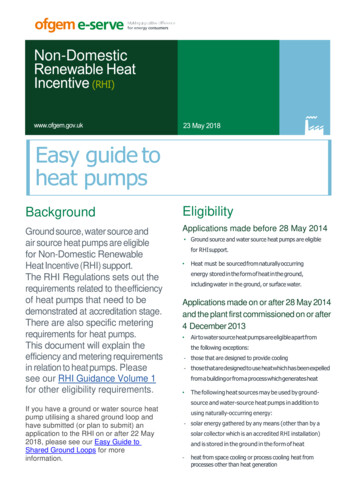
Heat Treatment of Firewood—Meeting the Phytosanitary RequirementsTable 1—Accuracy of standardOmega RTDsaTemperature Ohms( C) ( F)(Ω)–200 –328 0.56–100 –148 0.32032 0.12100 212 0.30200 392 0.48300 572 0.64400 752 0.79500 932 0.93600 1,112 1.06700 1,292 1.17800 1,472 1.28900 1,562 1.34Figure 1. Temperature sensors installed inside the kiln formeasuring dry-bulb temperature of air inside the kiln.Deviation(degrees)( C)( F) 1.3 0.8 0.3 0.8 1.3 1.8 2.3 2.8 3.3 3.8 4.3 4.6 2.34 1.44 0.54 1.44 2.34 3.24 4.14 5.04 5.94 6.84 7.74 8.28aOmega Engineering, Inc., Stamford,Connecticut (2011a).Figure 1 shows temperature sensors used to measure thedry-bulb temperature of air inside a heat-treatment kiln.Figure 2 shows a typical temperature gauge installed on theexterior wall for real-time monitoring of the kiln temperature.Monitoring Core Temperatures of FirewoodMonitoring core temperatures of firewood requires havingtemperature sensors properly inserted into the largest firewood pieces during a treatment run. The sensor should reachthe center of the cross section if inserted from a side faceor reach more than 4 in. deep if inserted from the end-grainof the piece. Two types of temperature sensors that can beused for this application are resistance temperature detectors(RTD) and thermocouples (TC).Resistance Temperature DetectorResistance temperature detectors operate on the principle ofchanges in the electrical resistance of pure metals and arecharacterized by a linear positive change in resistance withtemperature. Most RTD elements consist of a length of finecoiled wire wrapped around a ceramic or glass core. Theelement is usually quite fragile, so it is often placed inside asheathed probe to protect it. RTD is one of the most accuratetemperature sensors in industrial applications, but it is generally more expensive than alternatives because of the careful construction and use of platinum. As an example, Table 1illustrates the accuracy of Omega standard RTDs.Figure 3 shows two examples of RTD probes in differentlengths. To measure the core temperature of firewood, theprobe should be inserted into the center of the firewoodpiece from an end through a pre-drilled hole. Using RTDprobes to measure internal wood temperatures poses somechallenges:1.The sheath that houses the RTD element requires drilling a relatively big hole (1/4 in.) either from the end orat the midsection of the firewood. Any gap between theprobe and hole is difficult to seal, thus causing heatedFigure 2. Temperature gauge for real-time monitoring of kilntemperature.air to enter into the hole and affect the RTD’s readingsduring the treatment.2.3.APHIS PPQ Heat-Treatment Manual requires that thepre-drilled hole needs to be a minimum of 4 in. deep ifthe sensor is inserted into the firewood end. Therefore, aRTD probe should be at least 4 in. long.The typical RTD probes used in commercial kilns aresomewhat fragile and can be damaged during the firewood handling process.ThermocoupleA thermocouple is a junction between two different metalsthat produces a voltage related to a temperature difference(Fig. 4). Thermocouples are widely used temperature sensors suitable for measuring over a large temperature range.They are inexpensive, interchangeable, and come fitted withstandard connectors. A thermocouple is available in different3
General Technical Report FPL–GTR–200temperature range (Omega Engineering, Inc. 2011b) and arethus best suited for heat-treatment applications.Temperature Data LoggerTemperature data loggers are stand-alone data collectingdevices that can read and store temperature data in internal memory for later download to a computer. Some alsoprovide an option for real-time monitoring. The advantageof data loggers is that they can operate independently of acomputer, unlike many other types of data acquisition devices. Data loggers are also cheaper than chart recorders andare available in various shapes and sizes. The range includessimple economical single channel fixed function loggers tomore powerful programmable devices capable of handlinghundreds of inputs. When choosing a temperature data logger, the following parameters should be considered:1.2.3.4.Number of inputsSizeSpeed/memoryReal-time operation (option)A variety of thermocouple data loggers are available formonitoring and recording temperature data during a firewood heat-treatment operation. Following are five types ofdata loggers we evaluated and used in field demonstrationprojects.1.Figure 3. Two typical resistance temperature detectors(RTD) probes in different lengths (Omega Engineering,Inc., Stamford, Connecticut).2.3.4.5.USB TC-08 Thermocouple data logger (Pico Technology, Ltd., St Neots, Cambridgeshire, UK)OM-SP1700-500 4-channel compact portable data logger (Omega Engineering, Inc., Stamford,Connecticut)OM-CP-OCTTEMP 8-channel temperature data logger(Omega Engineering, Inc., Stamford, Connecticut)USB-502 RH/temperature data logger (MeasurementComputing, Inc., Norton, Massachusetts)HOBO U12 Stainless steel temperature datalogger (Onset Computer Corporation, Pocasset,Massachusetts)Development of a Heat-TreatmentMonitoring SystemFigure 4. Typical insulated thermocouple (Omega Engineering, Inc., Stamford, Connecticut).combinations of metals or calibrations. The four mostcommon calibrations are J, K, T, and E. Table 2 shows thetemperature range and standard limits of error of thesetypes of thermocouples. Type T (copper-constantan) thermocouples operate in the 200 to 350 C (–328 to 662 F)4The temperature monitoring system for a heat-treatment operation can vary depending on the configuration and capacity of the heating chamber or kiln and the availability of themonitoring equipment. In general, a monitoring system for aheat-treating operation should include multiple temperaturesensors (thermocouples or RTD probes), a data acquisitionand recording device, and a personal computer. In this study,we custom-built one temperature monitoring system foreach participating company based on the type and needs ofthe facility. The goal was to select appropriate temperatureequipment and build reliable and cost-effective temperaturemeasurement systems that typical firewood producerscan afford and are easy to use and capable of providing
Heat Treatment of Firewood—Meeting the Phytosanitary RequirementsTable 2—Common thermocouple temperature rangesaTemperaturerangeThermocouple( C)( F)(TC) typeJ0 to 75032 to 1,382K–200 to 1,250 –328 to 2,282E–200 to 900 –328 to 1,652T–200 to 350 –328 to 662aStandardlimits of error( C)Heat Treatment OperatingProcedureBased on previous experience gained during laboratory heattreatment and field kiln certification processes, we developed a step-by-step procedure for conducting heat-treatmentruns and monitoring the temperatures of both kiln and firewood samples during the heating process. This operatingprocedure has been demonstrated and improved throughfield demonstration projects.Basic Operating Procedure5.6.7.8.9.(%)(3.96) or 0.75(3.96) or 0.75(3.06) or 0.75(1.80) or 0.75( C)Greater of 1.1Greater of 1.1Greater of 1.0Greater of 0.5( F)(%)(1.98) or 0.4(1.98) or 0.4(1.80) or 0.4(0.90) or 0.4Omega Engineering, Inc. (Stamford, Connecticut) (2011b).satisfactory temperature information (heating condition andfirewood core temperature) required by federal and stateregulations. Detailed information of the monitoring systemsbuilt and evaluated in this study is given in the “OnsiteHeat-Treatment Demonstrations” section. The typical costfor a basic monitoring system that includes thermocouplesensors and a data logger ranges from 1,000 to 2,000 depending on the number of data inputs. A desktop computeror a laptop computer is essential for initiating the data logger, downloading temperature data, and for real-time monitoring.1.2.3.4.( F)Greater of 2.2Greater of 2.2Greater of 1.7Greater of 1.0Specificlimits of errorInitiate temperature monitoring system.Select monitoring samples (largest firewood pieces).Determine the center of the firewood.Drill a small-diameter hole into the center of the firewood to accommodate the temperature sensor and ensure a minimal gap between wood and sensor.Insert a temperature sensor into the hole and ensure thatthe tip of the sensor reaches the center of a firewoodsample.Use silicon sealant and a round toothpick to seal thehole and secure the sensor in position.Place the firewood samples into the firewood bins orbaskets, ensuring that all firewood monitoring samplesare buried deep within each bin, about halfway down.Place the bins containing monitoring samples in thecold spot areas that were determined by APHIS PPQstaff through kiln certification.Complete loading and close the kiln.Check the temperature monitoring system and startheating. We recommend that the kiln operator recordin a kiln operation journal the initial kiln temperature,initial firewood core temperatures, and time that theheating starts.10. Periodically monitor the kiln temperatures and the coretemperatures of the firewood samples.11. Determine the completion of the heat-treatment cycleonce the requirements are met.Onsite Heat-TreatmentDemonstrationsOnsite heat-treatment demonstrations were conducted atfour firewood heat-treating facilities, including two in Wisconsin, one in Illinois, and one in Indiana. Michigan wasoriginally included in the field demonstration plan; however,we learned after the project started that the Michigan cooperator was no longer heat-treating firewood. We also learnedfrom USDA APHIS PPQ staff that no firewood producersin Michigan have been certified to conduct heat treatmentbecause ash trees have been heavily infested in Michigan,and the felled ash trees are primarily disposed of and utilized locally. Also, the entire lower peninsula of Michigan isnow considered a quarantine zone, removing requirementsfor heat treating. Therefore, a second heat-treating facility inWisconsin was identified to conduct the field demonstration.The selected heat-treating facilities varied in size and typeof energy source. Different heat-treating strategies were employed in these facilities to meet the particular needs of eachfacility. During the onsite demonstration phase, we customdesigned and built a temperature monitoring system for theparticipating facility and permanently installed the systemin the kilns. USDA APHIS PPQ officers and state fieldregulatory staff participated in the demonstration projects.Each demonstration project included the following technicalaspects: Evaluate accuracy and reliability of the temperaturesensors and data loggers selected for the heat-treatmentapplications;Evaluate compatibility of the temperature monitoringsystem in firewood heat-treatment operations;Demonstrate the monitoring process through heattreatment runs and show how to generate a record of thetemperature history;5
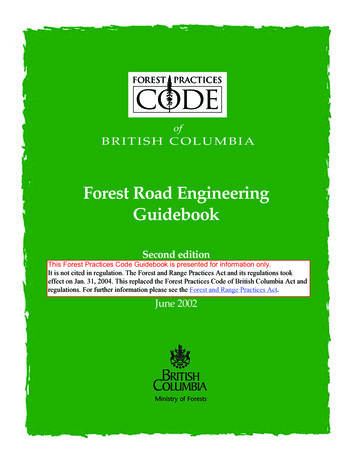
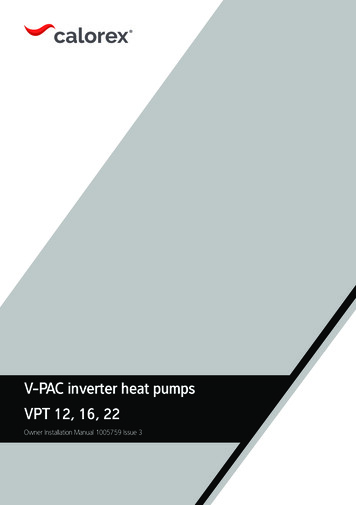
General Technical Report FPL–GTR–200Water pipeHeatingcoilHot water boilerData loggerDigital temperature reader(Back)TC4Wood #2TC1TC2Wood #3TC33.7 m (12 ft)5.9 m (19 ft, 6 in)Wood #1(Front)7.6 m (25 ft)Figure 5. Layout of the kiln and temperature monitoring system at Facility A. Train facility managers and kiln operators on the entireheat-treating process by demonstrating heat-treatmentprocedures.Demonstration 1—Heat-Treating Facility A(Wisconsin)This heat-treating facility included a commercial dry kiln(Koetter Dry Kiln, Inc., Borden, Indiana) that measures25- by 19.5- by 12-ft, and a hot water boiler (MahoningOutdoor Furnace, Mahaffey, Pennsylvania) with a heatingcapacity of 550,000 British thermal units (BTU) per hour(Appendix A). The kiln holds 27 baskets (4- by 4- by 8-ft)of firewood in a full load (approximately 14 cords). Theboiler is fueled manually with the facility’s waste wood during the kiln drying and heat-treatment operation. The facilitypreviously had difficulty raising the kiln temperature sufficiently in winter to levels required to meet the EAB heattreatment standard. Through participation in a previous fielddemonstration project (Wang and others 2009), the ownermade the following improvements to the kiln: Added extra fin pipes to the heat exchanger inside thekiln to increase heating area;Added baffles to improve air circulation inside the kiln;Insulated the exposed hot water pipes between the hotwater boiler and the kiln.After the kiln improvements, the kiln was able to reach76 C (170 F) during the winter months and 82 C (180 F)in summer, which was proved sufficient to meet the EABheat-treatment standard (Wang and others 2009).6Temperature Monitoring SystemFigure 5 shows the layout of the kiln, temperature monitoring system installed, and the locations of temperaturesensors. The temperature monitoring system consists of fourType T thermocouple wires, a 4-channel temperature datalogger (OM-SP1700-500 Compact Portable Data Logger,Omega Engineering, Inc., Stamford, Connecticut), and alaptop computer. One thermocouple (TC-4) was mountedon the interior rear wall of the kiln (next to the RTD probeoriginally installed) to measure the temperature of return air(after circulating through firewood). Three thermocouples(TC-1, TC-2, and TC-3) were used to measure the core temperatures of the firewood samples that were placed in eachof three baskets located in the bottom layer of the back row.Based on the thermal mapping through kiln certificationconducted by AHPHIS PPQ staff, these locations were identified as the cold spots within the dry kiln. At the time of thedemonstration project, the heat-treating facility did not havea control room on site to house a computer. Therefore, realtime monitoring was not available. The temperature datastored in the data logger was downloaded and viewed afterthe completion of each heat treatment run by bringing alaptop to the site or taking the data logger back to the office.To allow the kiln operator to monitor the core temperaturesof the firewood samples, we provided four additional thermocouple wires and a digital thermometer as a secondarytemperature monitoring system. Each of the three firewoodsamples had an additional TC wire installed so that the coretemperatures of the firewood could be checked real-timeperiodically using a digital thermometer during the heattreating process.
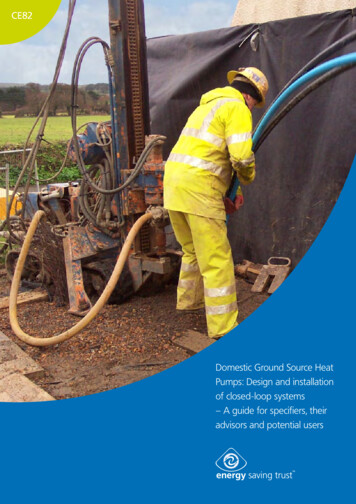
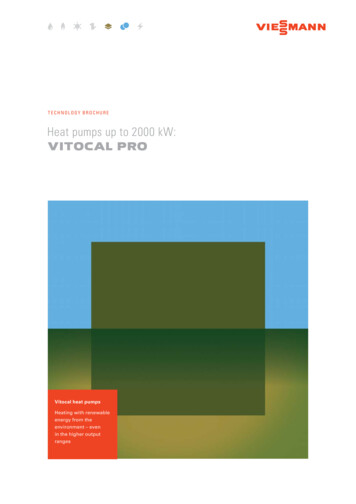
Heat Treatment of Firewood—Meeting the Phytosanitary Requirements200180Temperature ( F)160140120EAB standard1008060402001224364860728496108Heating time (h)TC 1 (Core)TC 2 (Core)TC 3 (Core)TC 4 (Kiln)TC 0 (Ambient)Figure 6. Temperature record of heat-treatment run No. 1 at Facility A.Heat-Trea
requirements. General Technical Report FPL-GTR-200. Madison, WI: U.S. Department of Agriculture, Forest Service, Forest Products Labora-tory. 34 p. A limited number of free copies of this publication are available to the Temperature public from the Forest Products Laboratory, One Gifford Pinchot Drive, Madison, WI 53726-2398.