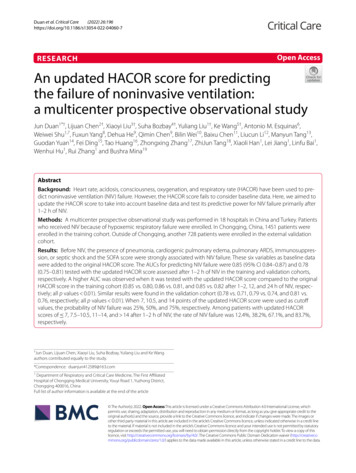
Transcription
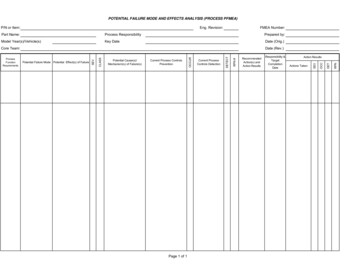
POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PROCESS PFMEA)P/N or Item:Eng. Revision:FMEA Number:Part Name:Process ResponsibilityPrepared by:Model Year(s)/Vehicle(s)Key DateDate (Orig.)Page 1 of 1Actions TakenRPNAction ResultsDETResponsibility &TargetCompletionDateOCCRecommendedAction(s) andAction ResultsSEVCurrent ProcessControls DetectionRPN #Current Process ControlsPreventionDETECTPotential Cause(s)/Mechanism(s) of Failure(s)OCCURPotential Failure Mode Potential Effect(s) of FailureCLASSProcessFunctionRequirementsDate (Rev.)SEVCore Team:
SUGGESTED PROCESS FMEA SEVERITY RANKINGSSeverityEffectCriteria: Severity of EffectCustomer EffectPotential failure mode affects safevehicle operation and/or involvesFailure to Meet noncompliance with governmentSafety and/or regulation without warningRegulatory Potential failure mode affects safeRequirements vehicle operation and/or involvesnoncompliance with governmentregulation with warningLoss of primary function (vehicleinoperable, does not affect safevehicle operation)Loss orDegradation of Degradation of primary functionPrimary(vehicle operable, but at reducedFunctionlevel of performance)Loss of secondary function (vehicleoperable, but comfort/convenienceLoss orfunctions inoperable).Degradation ofDegradation of secondary functionSecondary(vehicle operable, butFunctioncomfort/convenience functions atreduced level of performance).Appearance or Audible Noise, vehicleoperable, item does not conform andnoticed by most customers ( 75%).Appearance or Audible Noise, vehicleoperable, item does not conform andAnnoyancenoticed by many customers (50%)Appearance or Audible Noise, vehicleoperable, item does not conform andnoticed by discriminating customers( 25%).No discernible effect.No effectSeverityRanking Effect10987Criteria: Severity of EffectMfg/Assy EffectMay endanger operator (machine orassembly) without warningFailure toMeet Safetyand/orMay endanger operator (machine orRegulatoryassembly) with ption100% of product may have to bescrapped. Line shutdown or stop shipA portion of the production may haveto be scrapped. Deviation fromprimary process including decreasedline speed or added manpower.100% of production run may have tobe reworked off line and MinorDisruption1No EffectA portion of the production run mayhave to be reworked off line andaccepted.100% of production run may have tobe reworked in station before it isprocessed.A portion of the production run mayhave to be reworked in-station beforeit is processed.Slight inconvenience to process,operation, or operator.No discernible effect.
SUGGESTED PROCESS FMEA OCCURRENCE RANKINGSProbability of FailureVery High: PersistentFailuresHigh: Frequent FailuresModerate: OccasionalFailuresLow: Relatively FewFailuresRemote: Failure is UnlikelLikely Failure Rates 100 per thousand pieces 1 in 10 pieces 100,000 ppm or 10%50 per thousand pieces1 in 20 pieces50,000 ppm or 5%20 per thousand pieces1 in 50 pieces20,000 ppm or 2%10 per thousand pieces1 in 100 pieces10,000 ppm or 1%2 per thousand pieces1 in 500 pieces2,000 ppm or 0.2%.5 per thousand1 in 2,000 pieces500 ppm or 0.05%.1 per thousand1 in 10,000 pieces100 ppm or 0.01%.01 per thousand1 in 100,000 pieces10 ppm or 0.001% .001 per thousand 1 in 1,000,000 pieces 1 ppm or 0.0001%Likely Failure RatesPpkRankingMore than oneoccurrence per day 0.5510One occurrenceevery 3 to 4 days 0.559One occurrence perweek 0.788One occurrenceevery month 0.867One occurrenceevery three months 0.946One occurrenceevery six months 1.005One occurrence peryear 1.104One occurrenceevery 1 to 3 years 1.203One occurrenceevery 3 to 5 years 1.302Failure is eliminated throughpreventive controlOne occurrencegreater than 5 years 1.671Note: Likely failure rates are based on internal occurences only, not frequency of defect escapes tothe customer
SUGGESTED PROCESS FMEA DETECTION RANKINGSDetectionCriteriaInspection TypesABCAlmostImpossibleAbsolute certainty of nondetectionControls will probably notVery Remote detectControls have poorRemotechance of detectionXXXVery LowControls have poorchance of detectionLowControls may detectXModerateControls may detectXModeratelyHighControls have a goodchance to detectXXHighControls have a goodchance to detectXXVery HighControls almost certainto detectXXCertainControls certain to detectXA Error-proofedXB GaugingXSuggested Range of Detection MethodsNo current process control; Cannot detect or is notanalyzed.Failure Mode and/or Error (Cause) is not easily detected(e.g. random audits).Failure Mode detection post-processing by operatorthrough visual/tactile/audible means.Failure Mode detection in-station by operator throughvisual/tactile/audible means or post-processing throughuse of attribute gauging (go/no-go, manual torquecheck/clicker wrench, etc.).Failure Mode detection post-processing by operatorthrough use of variable gauging or in-station by operatorthrough use of attribute gauging (go/no-go, manualtorque check/clicker wrench, etc.)Failure Mode or Error (Causes) detection in-station byoperator through use of variable gauging or byautomated controls in-station that will detect discrepantpart and notify operator (light, buzzer, etc.). Gaugingperformed on setup and first-piece check (for set-upcauses only)Failure Mode detection post-processing by automatedcontrols that will detect discrepant part and lock part toprevent further processing.controls that will detect discrepant part andautomatically lock part in station to prevent furtherprocessing.Error (Cause) detection in-station by automatedcontrols that will detect error and prevent discrepant partfrom being made.Error (Cause) prevention as a result of fixture design,machine design or part design. Discrepant parts cannotbe made because item has been error-proofed byprocess/product design.C Manual InspectionRanking10987654321
PRELIMINARY HAZARD ASSESSMENTThis document is subject to the attorney‐client andattorney work product privileges.PROBLEM DESCRIPTION OR QUESTION:Instructions:Record finalconclusionof the Risk/HazardAssessmentprocess bymarking theinitials ofeachindividual inthe squarefor which heor sheindepend‐ently voted.HARARD ANALYSIS #:DATE:P R O B A B I L I T Y OF M I S H A PSEVERITY OFCONSEQUENCEFImpossible(Physicallyimpossible tooccur)DCBAEImprobable Remote Occasional Probable Frequent(Probability ofoccurrencecannot bedistinguishedfrom zero)(Not likelyto occur insystem lifecycle, butpossible)(Likely tooccursometime inproduct lifecycle)(Likely tooccurseveraltimes inproduct lifecycle)(Likely tooccurrepeatedlyin productlife cycle)ICATASTROPHIC(Death orpermanentdisabling injury)IICRITICAL(Severe injury orillness)IIIMARGINAL(Minor injury orillness)IVNEGLIGIBLE(No injury orillness)RISK MATRIX ACTIONSRisk/Hazard Assessment By:CATEGORY 1Category 1: Operating risksare contained withinacceptable levels. Nocorrective action is required.InitialsCATEGORY2Category 2: Operating risksare not within acceptablelevels. Corrective actionplan must berecommended.Risk/Hazard Assessment By:InitialsThe independent conclusions reached by those performing the Risk/Hazard Assessments were recordedby:Name: Title: Date:CONFIDENTIAL ‐ DO NOT COPY COMPLETED FORMSPage 1 of 2
PRELIMINARY HAZARD ASSESSMENTThis document is subject to the attorney‐client andattorney work product privileges.HARARD ANALYSIS #:DATE:LOGIC/JUSTIFICATION FOR RISK ASSESSMENT:POSSIBLE CORRECTIVE ACTIONS (IF CATEGORY 2 RISK):DESIGN HAZARD OUT:GUARD AGAINST HAZARD:WARN AGAINST HAZARD:CORRECTIVE ACTION(S) TAKEN TO BRING RISK OF HAZARD DOWN TO ACCEPTABLE LEVELS:DATE CORRECTIVE ACTION(S) TAKEN:DATE HAZARD ANALYSIS CLOSED:APPROVED BY: TITLE:CONFIDENTIAL ‐ DO NOT COPY COMPLETED FORMSPage 2 of 2
Jim Leejlee@simpleque.comCell: 937-546-2464Introduction/ProfileJim Lee is the founder and president of simpleQuE. Jim was formerly President and ChiefOperations Officer of Eagle Registrations, a registrar performing various ISO certifications. Hewas also a partial owner of ACLASS (an ISO 17025 accreditation body) prior to its sale toANSI/ASQ National Accreditation Board (ANAB). Jim has lived eight years in Thailand and hastraveled the world extensively.Work ExperienceISO/Quality Management SystemsJim has been an RABQSA and IRCA certified ISO 9001 lead auditor since 1996. He utilized theISO 9001 standards for supplier quality requirements while at Huffy Bicycles, Gerry BabyProducts and Emerson, and was an ISO management representative at Emerson ClimateTechnologies. As the President and Chief Operations Officer of Eagle Registrations, heattended all certification body industry meetings and performed hundreds of audits worldwide fora wide variety of industries.AerospaceAs a design engineer for Systems Research Labs, Jim developed military avionics for the AirForce, Army and NASA, which included working at WPAFB/Armstrong Aerospace MedicalResearch Laboratories. He was an RABQSA certified AS9100 aerospace auditor andperformed third-party audits from 2003 to 2012, and frequently attends AAQG meetings. Inaddition to AS9100, he also consults and audits for AS9120 and AS9110.LaboratoriesJim worked at Systems Research Laboratories and the Armstrong Aerospace Medical ResearchLaboratories at WPAFB, which required a secret security clearance. He also ran the certifiedlab at Gerry Baby Products. In 2002, Jim bought into ACLASS Corporation, an ISO 17025accreditation body for testing and calibration labs. Since the sale of ACLASS to ANAB (ANSIASQ National Accreditation Board) in 2007, he continues to participate on the AccreditationCouncil and chairs its Testing Committee. Jim also teaches certified lead auditor classes forASQ and ANAB/ACLASS.AutomotiveIn addition to working as an engineer and supervisor at General Motors, Jim was part of a teamthat successfully proposed and implemented an ultramodern press room for a metal-stampingplant that produced body panels. He was appointed by the U.S. Department of Transportationto a blue-ribbon panel of experts to resolve incompatibility issues between child seats andautomobiles in 1995. After serving on a committee that successfully pushed legislationrequiring anchors and tethers for children’s automobile seats, Jim received a “Friend for Life”award from the Colorado Advocates for Child Transportation Safety. He also was an IATFISO/TS 16949 certified lead auditor and performed third-party audits for six years, and whilewith Eagle attended the quarterly IAOB registrar meetings.EducationIn addition to earning a Bachelor of Science in Electrical Engineering from Ohio University, Jim hascompleted multiple graduate courses toward his MBA and MSEE from the University of Dayton,Wright State University and Ashland University.Jim is a certified manager of quality/organizational excellence (#762) and certified quality auditor(#2766) with ASQ, and is also a six sigma quality black belt leader and champion.
POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PROCESS PFMEA) Page 1 of 1. SUGGESTED PROCESS FMEA SEVERITY RANKINGS Severity Effect Criteria: Severity of Effect Customer Effect Ranking Severity Effect . ASA2017 Risk Presentation.pdf Author: simplequelenovo Created Date: