Transcription
February 2000 NREL/CP-500-27510Determining Equivalent DamageLoading for Full-Scale WindTurbine Blade Fatigue TestsG. FreeburyG. Edward EngineeringW. MusialNational Renewable Energy LaboratoryPresented at the 19th American Society of MechanicalEngineers (ASME) Wind Energy SymposiumReno, NevadaJanuary 10-13, 2000National Renewable Energy Laboratory1617 Cole BoulevardGolden, Colorado 80401-3393NREL is a U.S. Department of Energy LaboratoryOperated by Midwest Research Institute Battelle BechtelContract No. DE-AC36-99-GO10337
NOTICEThe submitted manuscript has been offered by an employee of the Midwest Research Institute (MRI), acontractor of the US Government under Contract No. DE-AC36-99GO10337. Accordingly, the USGovernment and MRI retain a nonexclusive royalty-free license to publish or reproduce the publishedform of this contribution, or allow others to do so, for US Government purposes.This report was prepared as an account of work sponsored by an agency of the United Statesgovernment. Neither the United States government nor any agency thereof, nor any of their employees,makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy,completeness, or usefulness of any information, apparatus, product, or process disclosed, or representsthat its use would not infringe privately owned rights. Reference herein to any specific commercialproduct, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarilyconstitute or imply its endorsement, recommendation, or favoring by the United States government or anyagency thereof. The views and opinions of authors expressed herein do not necessarily state or reflectthose of the United States government or any agency thereof.Available electronically at http://www.doe.gov/bridgeAvailable for a processing fee to U.S. Department of Energyand its contractors, in paper, from:U.S. Department of EnergyOffice of Scientific and Technical InformationP.O. Box 62Oak Ridge, TN 37831-0062phone: 865.576.8401fax: 865.576.5728email: reports@adonis.osti.govAvailable for sale to the public, in paper, from:U.S. Department of CommerceNational Technical Information Service5285 Port Royal RoadSpringfield, VA 22161phone: 800.553.6847fax: 703.605.6900email: orders@ntis.fedworld.govonline ordering: http://www.ntis.gov/ordering.htmPrinted on paper containing at least 50% wastepaper, including 20% postconsumer waste
AIAA-2000-0050DETERMINING EQUIVALENT DAMAGE LOADING FORFULL-SCALE WIND TURBINE BLADE FATIGUE TESTSGregg FreeburyG. Edward EngineeringLafayette, COWalter MusialNational Renewable Energy LaboratoryGolden, COratio, R, is the minimum load in one load cycle dividedby the maximum load in one load cycle). Because ofpractical limitations, laboratories cannot test a bladewith such a large number of design-load cycles in a timeperiod that is reasonable. The advantage of laboratorytesting is that the load-amplitude may be increased toaccelerate the level of damage per load cycle by asmuch as two orders of magnitude over the designcondition in order to achieve the same total damage in afraction of the time. This analysis is routinely executedby applying linear damage models such as Miner’sRule. The difficulty comes in knowing the properties ofthe structure well enough to predict where the highdamage will occur.ABSTRACTThis paper describes a simplified method forconverting wind turbine rotor design loads intoequivalent-damage, constant-amplitude loads and loadratios for both flap and lead-lag directions. It is aniterative method that was developed at the NationalRenewable Energy Laboratory (NREL) using PalmgrenMiner’s linear damage principles. The general methodis unique because it does not presume that anyinformation about the materials or blade structuralproperties is precisely known. According to thismethod, the loads are never converted to stresses.Instead, a family of M-N curves (moment vs. cycles) isdefined with reasonable boundaries for load-amplitudeand slope. An optimization program iterates andconverges on the constant amplitude test load and loadratio that minimizes the sensitivity to the range of M-Ncurves for each blade section.Most methods convert loads to stresses at severalspanwise blade sections. Then, for measured orassumed S-N curves (applied stress versus allowablecycles to failure) of the laminate, Miner’s Rule isapplied to determine the design damage. Equivalentdamage test loads are then computed for given test loadratios and number of load cycles. These methodsdetermine test loads by assuming that the behavior ofthe test article matches the design condition exactly. Ifthe test blade is different than the design, thensignificant uncertainty is introduced. For example:We constrained the general method to match theNedWind 25 design condition for the Standards,Measurements, and Testing (SMT) blade testingprogram. SMT participants agreed to use the fixed S-Nslope of m 10 from the original design to produceconsistent test-loads among the laboratories.Unconstrained, the general method suggests that slightlyhigher test loads should be used for the NedWind 25blade design spectrum. NedWind 25 blade test loadswere computed for lead-lag and flap under single-axisand two-axis loading.1.2.3.INTRODUCTIONThe objective of load-based blade fatigue tests is toverify that the as-built blade structure is capable ofsustaining the full spectrum of loads it will experienceduring its life. A typical wind turbine load spectrummay consist of more than 500 million load cyclesoccurring over a wide range of load ratios. (The loadThe test blade cross-section geometry will notexactly match the drawing.Blade laminate material properties will deviatefrom coupon properties (e.g. resin versus fiber rich,ply drops, material handling, and workmanship).The critical section may be in a bolted or bondedjoint or in a stress concentration region that willhave a unique S-N curve.As a result of these variations, damage to the test bladewill be evaluated either higher or lower than its actualvalue and may disguise a problem where high damage issustained.Moreover, considerable time is spentcalculating and applying the various blade properties ateach step of the analysis. This adds unnecessaryThis material is declared a work of the U.S. Government and is notsubject to copyright protection in the United States.1
AIAA-2000-0050complexity to the problem and exposes the analysis topossible accounting errors.Test Blade DescriptionThe NedWind 25, 12-meter (m) blade was chosentesting. Rotorline (now part of LM Glasfiber) in theNetherlands manufactured the blade. The blades are12-m in length and are constructed from glass fiberreinforced plastic. Each blade has a single sandwichpanel spar running from 13% to 83% of blade span at40% chord and is constructed with high-strengthlaminates at the root and at the panels surrounding theblade spar. Lower-strength material is used on theleading and trailing edges. The blade hub attachment isa steel flange that clamps with radial bolts around theblade root.SMT PROGRAMBackgroundThe SMT program was initiated in 1996 in Europeunder the Joule III Program to help blade-testinglaboratories harmonize their testing methods and helpdevelop a standard set of blade testing procedures.Three European member countries and the UnitedStates participated in this project, represented by fivelaboratories including RIS (Denmark), CRES(Greece), Delft (Netherlands), ECN (Netherlands) andNREL (USA). NREL was an invited member of thisproject and its participation was self-funded. However,NREL completed all the requirements of the project andparticipated as an equal partner.Rotorline and NedWind provided blade structural anddesign load information to the project laboratoriesincluding a complete set of 100 design-load cases at 10spanwise blade stations. Stations 1 through 3 are inboard of the root flange and were ignored for thisanalysis. The outer seven stations were used in theanalysis. Station 4 corresponds to the root flangeinterface.The SMT program objectives were to make a referencedatabase for different test methods, techniques, andresults of static and fatigue testing of wind turbineblades being used by different laboratories, and to bringthe international laboratories closer to a unifiedapproach.For each load case, the number of cycles was given forthree principal loads: flap moment, lead-lag moment,and axial forces. These loads were given for both themean and the alternating component. The designdocuments included a complete description of thedesign including design load, material, and stressconcentration factors used for the static and fatigueanalysis. The fatigue analysis also gave theoreticaldesign damage values at many points over the bladeplanform.Since NREL began blade testing in 1990 we have testedmore than 75 wind turbine blades; however, most of thiswork was proprietary and is not usually available in thepublic domain. This has inhibited the development anddissemination of NREL testing methods. The SMTprogram gave NREL an opportunity to share the testresults and methods amongst the project partners andwith the wind industry at large.Test-Load FactorsTo minimize the variability among the laboratories, theproject laboratories agreed to use the sameinterpretations for the load factors when scaling thedesign load spectrum. In addition, we agreed to adhereto the prescriptive portions of IEC 61400-23.2 Inaddition to the design-load factors applied by NedWind,the following test load factors were applied by all thelabs to the design loads.Program ElementsThe SMT blade-testing program consisted ofcompulsory property measurements, static strainverification testing, and fatigue testing. This papercovers only the methodology used in developing thefatigue test-loads. A more comprehensive descriptionof the test program and the NREL results is given inReference 1.The SMT program selected a commercial blade modelwith good design records that could be released to theSMT laboratories. The project coordinators took asample population from series production and randomlyassigned the blades to each of the participatinglaboratories. CRES and NREL agreed to test twoblades while the other laboratories performed their testson one blade. Having two blades allowed NREL tocompare two different fatigue-testing methods: singleaxis-combined loading and two-axis loading.Table 1 – Fatigue Test Load Factors Used2Test-Load FactorsWind Farm TurbulenceValue1.04Blade-to-Blade Variations1.10Fatigue Formulation Uncertainty1.05
AIAA-2000-0050applied to the blade to verify proper static strength. It isnot necessary to know the blade geometry and materialproperties and perform a complete stress analysis.Material PropertiesThe NedWind test blade, like most wind turbine rotorblades, is made of fiberglass. The designers assumed ageneralized S-N fatigue slope for this blade of m 10,which is a widely used value for good performance on abasic unidirectional laminate.3 The original NedWind25 design analysis used a Goodman relationship thatwas linear-symmetric about an offset to the right of theR -1.0 line.Simplified Load Spectrum MethodThe goal of the simplified load spectrum method is toderive an equivalent damage fatigue test that is onlydependent on the design-load spectrum. Using thismethod, the test loads are derived assuming the bladegeometry and material fatigue properties are notaccurately known. Then the test article is allowed to(and probably does) deviate from the intended designwithout affecting the test conditions.As part of the SMT program, the laboratories agreed toadhere to the major design assumptions to reduce thevariability in the final test results. Therefore, NRELconstrained the analysis to the S-N fatigue slope of m 10. For the Goodman relation, we modified the originalNedWind 25 design slightly without a significantimpact on the results. This modification is explained inmore detail later in this paper. From experience,however, we know that these S-N fatigue properties donot represent the details of the blade where failure islikely. In fact, the exact S-N properties of the actualfailure locations are often unknown to the designers andare very difficult to determine because the failures tendto occur in joints, bonds, or substructural details that aredifficult to characterize. This proved to be true for thistest as well.This method remains strictly in the load domain;therefore there is no conversion to stresses. So insteadof an S-N curve there will be an M-N curve (appliedmoment vs. allowable cycles to failure) for the blade.The curve will be defined by the relationship,Ma Mu N ( 1/ m)Where,MaMuNmSIMPLIFIED LOAD SPECTRUM-BASEDMETHOD(1)Amplitude moment in one load cycleUltimate moment of the bladeAllowable cycles to failureSlope of the curveA blade’s fatigue failure can occur in many locations byvarious modes e.g., skin laminate failure in tension orlocal buckling, adhesive failure in shear or peel, orbolted joint failure. Each failure mode could becharacterized by a different M-N curve. A family ofcurves was defined to bound the potential M-Ncombinations for the test blade. A range of ultimatemoments from 1.5 x Mmax to 4.5 x Mmax and a range ofslopes from m 6 to m 12 were used. Mmax is themaximum characteristic moment in the NedWind 25load spectrum. The 1.5 x Mmax was selected for thelower bound curve, which matched the 100% extremestatic test level and the extreme design limit load. The4.5 factor was arbitrarily selected for the higher boundto account for conservative designs. Implicit in theseboundaries is the assumption that the ultimate momentto cause blade failure is somewhere between 1.5 and 4.5times the maximum load case experienced by the bladeon the NedWind 25 turbine.Conventional Test-Load MethodsUsing conventional analyses, equivalent test loads aretypically based on the blade structural design.4 Thesemethods usually require a complex and time consumingstrength analysis, as well as a thorough understanding ofthe fatigue performance of the blade. As outlined in theintroduction, many errors can be propagated throughthis process.Blade test standards attempt tocompensate for these potential errors by applyingsignificant load factors to the equivalent damage testloads.One of the goals of the SMT program at NREL was tosimplify the fatigue test-load derivation process andminimize the potential errors in the analysis. Itappeared that the best method would be to derive thefatigue test loads in a way analogous to thedetermination of ultimate-strength loads. Recall that theultimate-strength loads are simply extracted from theload spectrum. The peak load in the spectrum is3
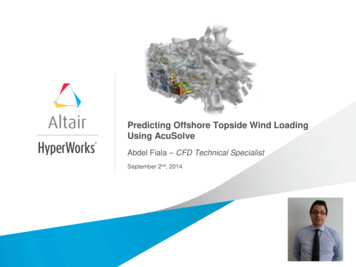
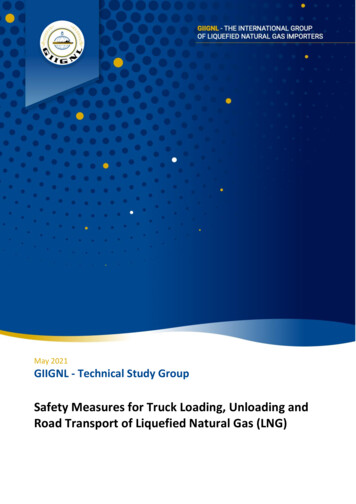
AIAA-2000-0050relatively low-damage case; modifying the method toaccount for this case had a negligible effect.Figure 1. M-N curve family at R -1.0Figure 2. Goodman diagram and sample load caseThe range of slopes from 6 to 12 was supported by anextensive database of fiberglass laminates.3 Slopesapproaching 6 were seen in poor performing fabrics andlaminates, as well as in better-performing laminateswith fabrication flaws such as resin- and fiber-richareas, ply drops, and complex geometry. The family ofM-N curves is shown in Figure 1.For simplicity, we proceeded with the right half of theGoodman diagram model. When looking at differentfatigue failure mechanisms, this linearized Goodmanmodel combined with the M-N family of curves appearsto be a good representation of the NedWind 25 design.If the blade’s fatigue failure were to occur in afiberglass laminate, one would expect that the M-Ncurve and Goodman diagram of the blade would be bestcharacterized by the laminate’s S-N curve andGoodman diagram. A blade in bending will have skinlaminates in both tension and compression. S-N curvesfor compressive failure in laminates tend to have alower ultimate stress and a higher slope than theirtensile counterparts3. The ratio of a tensile to acompressive ultimate stress can approach 2.0. Thiscreates a wide range of laminate material properties, butthey should be well bounded by the assumed M-Ncurves. The laminate compression curves may be mostclosely characterized by the 1.5 x Mmax, m 10 - 12curves whereas the tension curves may better match the4.5 x Mmax, m 6 - 10 curves.Note that three levels of moments (1.5 x Mmax, 3.0 xMmax, and 4.5x Mmax) were selected for this analysis andfour M-N slopes (m 6, m 8, m 10, and m 12)giving a total of 12 curves. Using more curves to gainbetter resolution in the analysis was examined; however,it had very little effect on the results.The damage associated with each curve can becalculated by applying Palmgren-Miner’s Rule asfollows:jDamage i 1where,ijniNiniåN(2)iLoad case numberTotal number of load casesNumber of load cycles for case iNumber of load cycles to failure forcase i.To support our linear Goodman model, another pointshould be made concerning the transition from a tensileto a compressive fatigue failure in a fiberglass laminate.At low cycles (typically below 1,000), the transition issomewhere between R 0.1 and R -1.0. At highercycles, the transition is closer to R -1.0 and may eventrend towards R -2.0 as the cycles increase3. Thisproduces a nonlinear Goodman diagram. The impact ofthis was evaluated for the NedWind 25 spectrum.When this spectrum was plotted onto a normalizedGoodman diagram for a similar laminate from theMontana State University (MSU)/U.S. Department ofEnergy (DOE) fatigue database, the linearrepresentation appeared to be the best fit.3The family of M-N curves defined above are set at aload ratio of R -1.0. The Goodman relationship wasalso assumed to be linear as far as the R -1.0 line.Because all but 1 of the 100 NedWind 25 load cases areon or to the right (positive mean load) of the R -1.0line, it was only necessary for us to model the right halfof the Goodman diagram as shown in Figure 2. Theone case on the left side of the R -1.0 line is a4
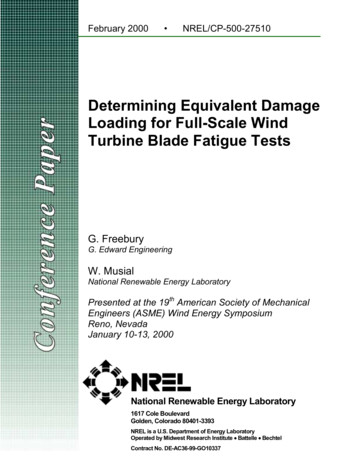
AIAA-2000-0050Ma 1,R 1 It is also necessary to point out that the originalNedWind 25 design analysis used a Goodmanrelationship that was linear–symmetric about an offsetto the right of the R -1.0 line. This offset truncatedthe tensile failure line creating a lower peak amplitudeat the tensile-to-compressive-fatigue-failure transitionpoint.This relationship was compared with thesimplified load spectrum-based method presented in thispaper. The difference between the SMT program’soffset linear model and the R -1.0 linear model wasnegligible (0.2%).MuMa 1Mu Mm1(4)Plugging Equation 4 into Equation 1 and solving for theallowable number of cycles to failure for load case 1gives,æ ( Mu Mm1 ) öN1 ç Ma 1èøMost of the above discussion assumes that the failureoccurs in the laminates where good coupon data can becollected. If the blade fatigue failure occurs in astructural detail such as a bonded or bolted joint, aGoodman relationship for the blade would becharacterized by the Goodman relationship for thatjoint. Unfortunately, Goodman diagrams for joints aredifficult to define because there is almost no jointfatigue data available and the number of test variables isgreatly increased over coupon testing. For lack of abetter model, we considered our R -1.0 linearGoodman relationship reasonable for characterizingjoint failures.m(5)The damage from load case 1 is simply D1 n1.N1Summing the damage from all the load cases will givethe total damage, Dtotal niåNi.iTo get the equivalent damage test-load, the testconditions must be specified. Typically, this means thetest load ratio, Rt, and number of cycles, nt. Becausethe total damage, Dt, Rt, and nt are known, the testamplitude load and mean load can be calculated. Thiscan be shown again with an example in Figure 3 below.For this case, it is assumed that the test load ratio is 0.1and the test cycles are 3 x 106.The R -1.0 linear Goodman relationship alsosimplifies the calculations and is easier to understand inthis initial application of the method. However, thismethod can be applied to any nonlinear Goodmanrelationship by modifying the extrapolation routines thatwill now be discussed.Because the load cases in the fatigue spectrum are atvarious load ratios, the equivalent damage will have tobe extrapolated using a Goodman diagram. Each casein the load spectrum is defined with a momentamplitude, moment mean, and number of cycles. Asample load case is shown in Figure 2 and called loadcase 1.The value for the amplitude mean when R -1.0(Ma1,R 1), is extrapolated by setting the slopes on theGoodman diagram equal (see Figure 2).Ma 1,R 1Mu Ma 1Mu Mm1Figure 3. Derivation of equivalent-damage test loadThe first step is to calculate the total number ofallowable cycles to give the same total damage whenthe 3 x 106 test cycles are applied.(3)ntNt(6)ntD total(7)D total Solving for Ma1,R -1,Nt 5
AIAA-2000-0050The mean and the amplitude of the test load can now becalculated for any test-load ratio, number of test cycles,and defined M-N curve using Equations 11 and 14.Where,ntNumber of test cyclesNtNumber of allowable cycles to failureat test loads.The next step was to apply an interpolation routine tofind the optimum test-load ratio that minimized thesensitivity of the test loads to the family of M-N curves.A macro was written using Microsoft Excel’s solver.The solver varied Rt to find the minimum range inmaximum test loads (Mat Mmt). In other words, forany given Rt, there are 12 calculated test loads thatcorrespond to the 12 M-N curves shown in Figure 1.The solver finds the Rt where the spread in the 12 testloads is at a minimum.From Equation 1,Ma t ,R 1 Mu N t ( 1/ m) .(8)Again setting the slopes equal,Ma t ,R 1Mu Ma t.Mu Mm t(9)The above steps were done at each blade station alongthe span for both flap and lead-lag bending.Defining the load ratio in terms of mean and amplitudemoments,M min,1cycle Mm MaR M max,1cycle Mm MaMmin,1cycleMmax,1cycleAPPLICATION TO NEDWIND 25 BLADE(10)The NedWind 25 load spectrum data are shown inFigures 4 and 5 at blade Station 5 for both flap andlead-lag moments. Blade Station 5 is at 2.65 metersfrom the center of rotation. The 100 design load casesare presented as open, square symbols. Figures 4 and 5also show the calculated equivalent damage Goodmandiagram curves for blade Station 5 in flap and lead-lagdirections. There are 12 equivalent damage curves thatcorrespond to the family of M-N curves for 3 x 106 testcycles. The Figure 3 example shows how each curvewas generated. Since the NedWind 25 load spectrumwas applied to 12 unique M-N curves, there were 12different fatigue damage totals. So, each Goodmancurve in Figures 4 and 5 shows the mean and amplitudetest moments that will give the equivalent damage forthe corresponding M-N curve at 3 million test cycles. Inother words, any point along each Goodman curve givesthe same damage total for 3 million test cycles as anyother point on the same curve, but a different damagetotal from any point on any other curve. Note the meanand amplitude moments in Figures 4 and 5 have againbeen normalized to the maximum moment in the loadspectrum.Minimum moment in one load cycleMaximum moment in one load cycleFrom Equation 10, the mean test moment is,æ 1 R t öMm t Ma t ç è 1 R t ø(11)Combining Equations 9 and 11 and solving for Mat.Ma t Muæ 1 R t öMu ç Ma t ,R 1 è 1 R t ø(12)Plugging Equation 8 into 12 gives Mat in terms of Nt,Mu, and Rt.Ma t Mu1 R tN t 1/ m 1 R t(13)The figures also show the optimized test load ratio (Rt)line. Note that, graphically, this radial line intersectsthe 12 equivalent-damage test-load curves at the pointof minimum scatter. These intersections are shown asclosed diamond symbols. These figures also show thatthere is clearly an optimum Rt where possible errors inS-N slopes are minimized. It also shows how great thepotential errors can be if Rt is arbitrarily selected. Forexample, if a non-optimum Rt was selected in Figure 4,at say R 0.5, and the S-N slope was not accuratelyAdding Equation 7 into 13 gives Mat in terms of Dtotal,nt, Mu, and Rt.Ma t Muæ nt öç è D total ø(1/ m)1 R t 1 R t(14)6
AIAA-2000-0050known, a very wide range of possible test loads will begiven.Figures 6 and 7 also show the single-point lineardistribution of fatigue loading applied to the bladeduring the test at NREL. The loads were applied to theblade at the 8.65-m station using dual actuators acting atright angles.For the NedWind 25 spectrum, the scatter across theequivalent damage test loads at the Rt is especially tightin the flap direction. This indicates that at the optimumRt of 0.081, the errors associated with choosing thewrong M-N slope are lowest. For the lead-lag loads inFigure 5, the scatter is lowest at Rt -0.61, but a widerscatter band is indicated.Several practical matters should be pointed out tocomplete the discussion on the NedWind 25 fatigue testloads. To minimize flap displacements during the test,the load introduction point was moved inboard from thebest load station, which would have been at least 1meter further outboard from the 8.65 station. The 8.65station still allowed the equivalent-damage flap loads tobe matched or exceeded over a majority of the in-boardblade stations where most of the fatigue damage wasexpected. Because the loads had to be applied at thesame station, the position of the loading was notoptimized for both flap and lead-lag directions,therefore we decided to allow the lead-lag loads to driftfurther from the calculated values while holding the flaploads firm. As shown in Figure 7, this problem wasdealt with by forcing the single-point lead-lag test loadsthrough Station 4 at the root flange. This ensured thatall stations from Station 4 out to almost Station 9 weretested at or above the design condition in lead-lag.The figures also show that the optimized Rt lines upquite well with the load ratios of the individual loadcases in the spectrum. Intuitively, it makes sense thatthe optimum Rt would correspond with the loadspectrum.The final SMT program test loads at each station weretaken from the maximum of the three remaining M-Ncurves corresponding to S-N slopes of m 10 at theoptimized Rt. In the flap direction, the difference inpossible test-loads was insignificant for the NedWind25 load spectrum because the scatter was so close. Itcan be seen from Figure 5 that if just the m 10 curvesare considered, the lead-lag scatter significantlyimproves because the optimum Rt value shifts slightly tothe right and any deviations with ultimate moment canalso be ignored.Another concern was that the test-load apparatus couldonly apply the loads at one test-load ratio for the entirespan; however, each station had a unique Rt value. Wefound that the variations in Rt values were small enoughthat these differences could be introduced into the Mmincurve of Figures 6 and 7 without altering the effectivedamage significantly. We decided that this was a betteralternative than forcing the Rt at all stations to be thesame and deviating from the optimum values. Theactuator was set up to apply the optimized Rt values forstation 5.When the full range of slopes are included for theunconstrained case, the greater scatter at the optimum Rtwould suggest slightly higher edge moments, leavingthe final loads open to some interpretation. The finalload would depend on how conservative the test neededto be and how much confidence the designer had in thefatigue formulation. Because many wind turbine bladeshave structural details with unknown or poorlyunderstood material properties, the higher loadscorresponding to m 6 would be recommended.NREL TEST SUMMARYNREL TEST LOADSWe conducted two blade fatigue tests consecutively ontwo NedWind 25 blades. The first test used a singleaxis test-load, combining the flap and lead-lagequivalent-damage test-loads into a single resultantload. The test showed visible blade damage in severalareas but no catastrophic failures.Station 5 loads were chosen to illustrate the method inFigures 4 and 5 because it represents one of the mostcritical sections of the blade. However, the sameanalysis was performed for all the relevant bladesections. The results of this analysis applied for all theblade stations are shown in Figures 6 and 7.The second test used a two-axis load method, whichallowed the individual load components for flap andlead-lag to be applied independently at the optimumload ratios and at a predetermined phase angle.As stated earlier, the NedWind 25 blade used an S-Nmaterial fatigue slope of m 10 during the design.Because the SMT program laboratories agreed to usethe same assumptions in the test as were used in thedesign, the data shown are the m 10 points for theoptimized Rt values.The two-axis blade results showed the same visibledamage as the first test; however, the onset of the7
AIAA-2000-0050This method is adaptable to different fatigue curves andGoodman relationships. Future work should test thismethod against other design spectrums.damage was delayed by more than an order ofmagnitude in cycles. This is probably due to the higherin-phase loading for the single-axis test rather thanblade construction differences. Correspondence withthe laboratory at CRES indicates that the same visualdamage seen at NREL was also seen at CRES.ACKNOWLEDGEMENTSThe authors wish to thank the contributors who madethis project happen. Thanks go to Scott Larwood whoran our NedWind 25 blade testing and contributed histhoughts and comments from beginning to end. Wewould also like to thank Mike Zuteck, and JimRichmond for their special skills and insights in helpingto develop the test loads. Thanks also go to our SMTcolleagues and friends in Europe at RIS , CRES, Delft,and ECN for inviting us to join the project andaccepting our input throughout the project. And finally,thanks to the U.S. Department of Energy for theircontinued funding support and recognitio
design load spectrum. In addition, we agreed to adhere to the prescriptive portions of IEC 61400-23.2 In addition to the design-load factors applied by NedWind, the following test load factors were applied by all the labs to the design loads. Table 1 ΠFatigue Test Load Factors Used Test-Load Factors Value Wind Farm Turbulence 1.04